数控系统与综合连接
- 格式:ppt
- 大小:14.50 MB
- 文档页数:38
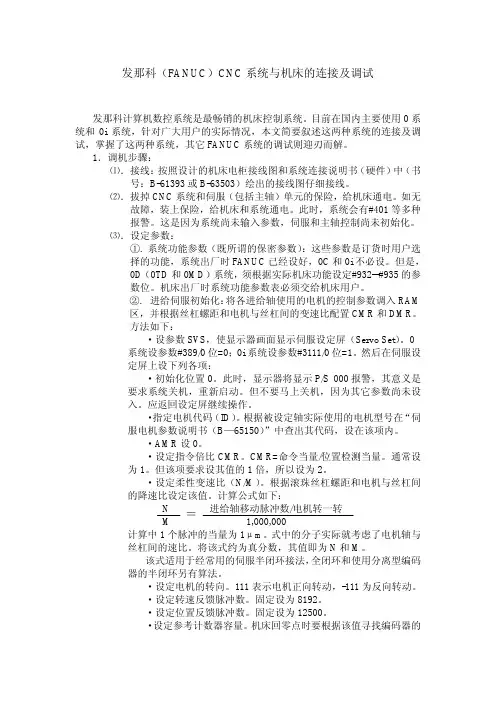
发那科(FANUC)CNC系统与机床的连接及调试发那科计算机数控系统是最畅销的机床控制系统。
目前在国内主要使用0系统和0i系统,针对广大用户的实际情况,本文简要叙述这两种系统的连接及调试,掌握了这两种系统,其它FANUC系统的调试则迎刃而解。
1.调机步骤:⑴.接线:按照设计的机床电柜接线图和系统连接说明书(硬件)中(书号:B-61393或B-63503)绘出的接线图仔细接线。
⑵.拔掉CNC系统和伺服(包括主轴)单元的保险,给机床通电。
如无故障,装上保险,给机床和系统通电。
此时,系统会有#401等多种报警。
这是因为系统尚未输入参数,伺服和主轴控制尚未初始化。
⑶.设定参数:①. 系统功能参数(既所谓的保密参数):这些参数是订货时用户选择的功能,系统出厂时FANUC已经设好,0C和0i不必设。
但是,0D(0TD和0MD)系统,须根据实际机床功能设定#932--#935的参数位。
机床出厂时系统功能参数表必须交给机床用户。
②. 进给伺服初始化:将各进给轴使用的电机的控制参数调入RAM区,并根据丝杠螺距和电机与丝杠间的变速比配置CMR和DMR。
方法如下:·设参数SVS,使显示器画面显示伺服设定屏(Servo Set)。
0 系统设参数#389/0位=0;0i系统设参数#3111/0位=1。
然后在伺服设定屏上设下列各项:·初始化位置0。
此时,显示器将显示P/S 000报警,其意义是要求系统关机,重新启动。
但不要马上关机,因为其它参数尚未设入。
应返回设定屏继续操作。
·指定电机代码(ID)。
根据被设定轴实际使用的电机型号在“伺服电机参数说明书(B—65150)”中查出其代码,设在该项内。
·AMR设0。
·设定指令倍比CMR。
CMR=命令当量/位置检测当量。
通常设为1。
但该项要求设其值的1倍,所以设为2。
·设定柔性变速比(N/M)。
根据滚珠丝杠螺距和电机与丝杠间的降速比设定该值。

实训二数控系统的连接及调试一、实验目的1、熟悉HED—21S数控系统综合试验台各个组成部件的接口。
2、读懂电气原理图,通过电气原理图独立进行数控系统各部件之间的连接。
3、了解数控系统的调试运行方法。
二、实训设备HED—21S数控系统综合实验台万用表工具三、相关知识包括数控装置,由变频器和三相异步电机构成主轴驱动系统,由交流伺服单元和交流伺服电机构成的进给伺服驱动系统,由步进电机构成的进给伺服驱动系统等的数控系统,可实现主轴驱动系统的速度控制,进给伺服驱动系统的开环、半闭环、闭环控制。
1.电源部分图 4—1 电源部分接线图2.继电器与输入/输出开关量图4-2电器部分接线图图 4—3 继电板部分接口图 4—4 输入开关量接线图图 4—5 输出开关量接线图3.数控装置与手摇单元和光栅尺图 4—6 手摇单元接线图图 4—7 数控装置与光栅尺连接4.数控装置与主轴的连接图 4—8 数控装置与主轴连接5.数控装置与步进驱动单元连接图 4—9 数控装置与步进驱动单元的连接6.数控装置与交流伺服单元的连接图 4—10 数控系统与交流伺服单元的连接7.数控系统刀架的连接图 4—11 刀架电动部分四、实训内容及骤1.数控系统的连接(1)电源回路的连接按前图接线,并用万用表检查电源电压和变压器输出端电压。
(2)数控系统继电器的输入/输出开关量连接按前图连接继电器和接触器,以及输入/输出开关量。
(3)数控装置和手摇单元的连接按前图连接手摇单元和光栅尺。
(4)数控装置和变频主轴的连接连接变频器和主轴电机强电电缆,以及数控装置和变频器信号线。
确保地线可靠。
(5)数控装置和交流伺服器的连接按前图连接交流伺服电机的强电电缆和码盘信号线,接入伺服单元电源。
地线可靠正确接地。
(6)数控装置和步进电机驱动器的连接按前图连接步进电机驱动器和步进电机,以及驱动器电源。
(7)数控系统刀架电动机的连接连接刀架电机。
2、数控系统调试(1)线路检查。

CB107的连接。
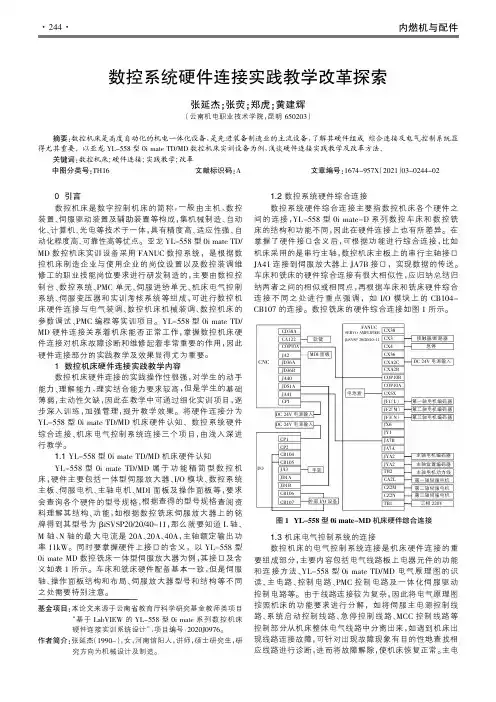
数控铣床的硬件综合连接如图1所示。
1.3机床电气控制系统的连接数控机床的电气控制系统连接是机床硬件连接的重要组成部分,主要内容包括电气线路板上电器元件的功能和连接方法、YL-558型0i mate TD/MD 电气原理图的识读、主电路、控制电路、PMC 控制电路及一体化伺服驱动控制电路等。
由于线路连接较为复杂,因此将电气原理图按照机床的功能要求进行分解,如将伺服主电源控制线路、系统启动控制线路、急停控制线路、MCC 控制线路等图1YL-558型0i mate-MD 机床硬件综合连接CNCCD38A CA122COP10A JA2JD36A JD36B JA40JD51AJA41CP1DC 24V 电源输入DC 24V 电源输入CP1CP2CB104CB105JA3JD1A JD1B CB106CB107I/O手轮外部I/O 设备FANUCSERVO AMPLIFIER βiSVSP 20/20/40-11CX38CX3CX4CX36CXA2C CXA2B COP10BCOP10ACX5X JF1(L )JF2(M )JF3(N )JX6JY1JA7BJA7A JYA2JYA2TB2CA2LCZ2MCZ2N TB1接触器/断路器急停DC 24V 电源输入第一轴电机编码器第二轴电机编码器第三轴电机编码器主轴电机编码器主轴位置编码器主轴电机动力线第一轴伺服电机第二轴伺服电机第三轴伺服电机三相220V软键MDI 面板电池盒源控制线路如图2所示。
2硬件连接教学方法的改革在硬件连接整体教学过程中坚持“理实并重,学以致用”的原则,依据数控机床装调、维修、技术改造等方面的要求,将理论与实践相结合,增强学生的动手能力和学习能力。
目前基本上采用项目教学法、任务驱动法等教学方法,以任务为载体、学生为主体、教师主导的方式激发学生学习兴趣、主动性和积极性,培养学生严谨的思维能力以及遇到问题时沉着冷静分析问题和解决问题的能力。
FANUC数控系统接线与调试介绍FANUC数控系统是一种专门用于控制机床运动的系统,它由主控器、显示器、操作面板、电机驱动器和各种传感器等组成。
接线和调试是使用FANUC数控系统的关键步骤之一,它涉及到对各个组件进行正确的连接和配置,以确保系统能够正常运行。
在接线和调试过程中,需要注意以下几个方面:1.主控器接线:主控器是FANUC数控系统的核心部件,它负责控制机床的运动。
在接线时,需要将主控器与其他组件进行正确的连接。
主控器一般包含电源插座、信号接口和通讯接口等接口,需要根据相关接口的要求进行正确的接线。
2.显示器和操作面板接线:显示器和操作面板是FANUC数控系统的用户界面,用于显示和设置机床的相关信息。
在接线时,需要将显示器和操作面板与主控器进行正确的连接。
一般情况下,显示器和操作面板通过数据线连接到主控器的相应接口上。
3.电机驱动器接线:电机驱动器是负责控制机床电机运动的组件。
在接线时,需要将电机驱动器与电机进行正确的连接,并将电机驱动器与主控器进行正确的连接。
电机驱动器一般包含电源插座、信号接口和通讯接口等接口,需要根据相关接口的要求进行正确的接线。
4.传感器接线:传感器是用于检测机床运动状态的重要组件。
在接线时,需要将传感器与主控器进行正确的连接。
传感器一般包含信号接口和电源插座等接口,需要根据相关接口的要求进行正确的接线。
在接线完成后,需要对FANUC数控系统进行调试,以确保系统能够正常运行。
调试过程中,需要注意以下几个步骤:1.系统软件安装与配置:首先需要进行系统软件的安装和配置,包括操作系统和数控系统软件。
安装完成后,还需要对系统软件进行相应的配置,以适应机床的具体要求。
2.系统参数设置:系统参数设置是调试过程中的一个重要环节,它包括对主控器、显示器、操作面板、电机驱动器和传感器等各个组件的参数进行设置。
通过设置系统参数,可以使系统更好地适应机床的特性和工作要求。
3.运动轴校准:运动轴校准是调试过程中的一个重要环节,它包括对机床各个运动轴的位置、速度和加速度等参数进行校准。