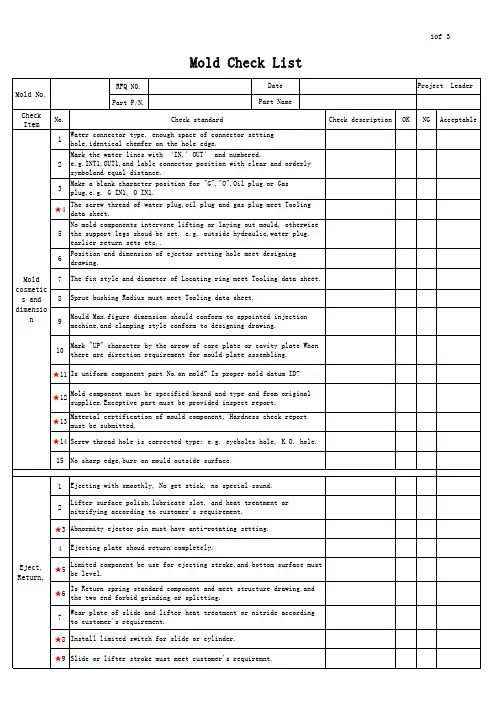
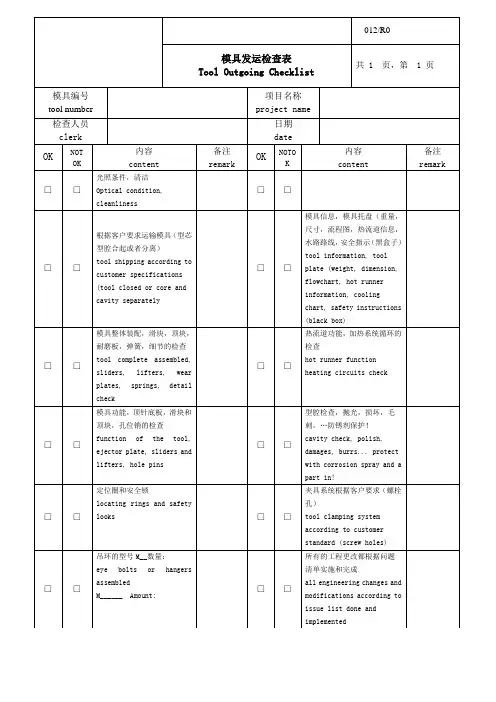
模具检查表(Toolmaker Checklist for shipment)
- 格式:xls
- 大小:43.00 KB
- 文档页数:75
![模具部修模检查表[空白模板]](https://uimg.taocdn.com/4ece63b33b3567ec112d8a71.webp)
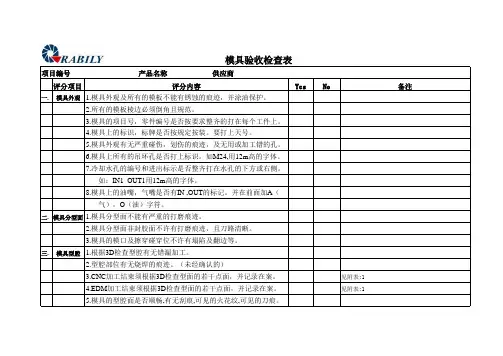
项目编号产品名称供应商
评分项目评分内容Yes No备注
一.模具外观 1.模具外观及所有的模板不能有锈蚀的痕迹,并涂油保护。
2.所有的模板棱边必须倒角且规范。
3.模具的项目号,零件编号是否按要求整齐的打在每个工件上。
4.模具上的标识,标牌是否按规定按装。
要打上天号。
5.模具外观有无严重碰伤,划伤的痕迹,及无用或加工错的孔。
6.模具上所有的吊环孔是否打上标识。
如M24,用12m高的字体。
7.冷却水孔的编号和进出标示是否整齐打在水孔的下方或右侧。
如:IN1 OUT1用12m高的字体。
8.模具上的油嘴,气嘴是否有IN ,OUT的标记。
并在前面加A(
气),O(油)字符。
二.模具分型面1.模具分型面不能有严重的打磨痕迹。
2.模具分型面非封胶面不许有打磨痕迹,且刀路清晰。
3.模具的模口及擦穿碰穿位不许有塌陷及翻边等。
三.模具型腔 1.根据3D检查型腔有无错漏加工。
2.型腔部位有无烧焊的痕迹。
(未经确认的)
C加工结束须根据3D检查型面的若干点面,并记录在案。
见附表:1
4.EDM加工结束须根据3D检查型面的若干点面,并记录在案。
见附表:1
5.模具的型腔面是否顺畅,有无刮痕,可见的火花纹,可见的刀痕。
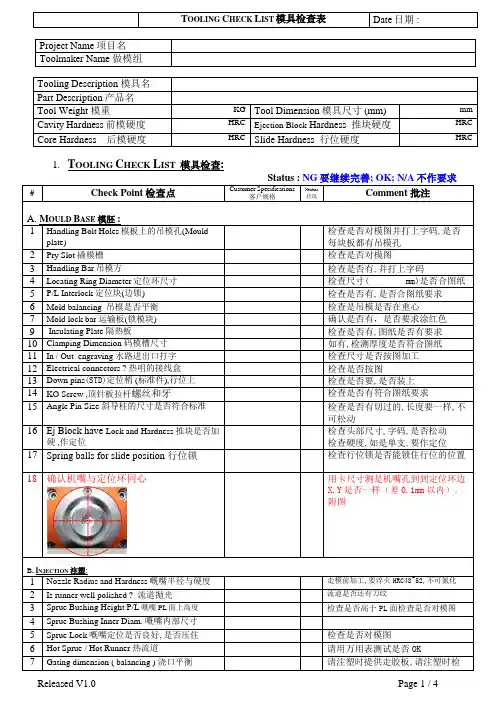
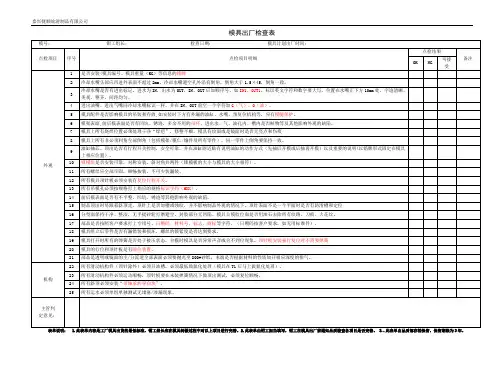
模具检查表(ToolmakerChecklistforshipment)Toolmaker Check List模具检查表Customer 客⼾名稱:Supplier 模具⼚名称:Part Name 产品名稱:Supplier's Tool No. 模⼚模具编号:Part No. 产品编号:Type of Mold模具类型:Customer's Mold No.客⼾模具编号 :No. of Cavity⼏个型腔:YES NO NA Mold Base steel as specified模胚钢材符合要求Parting line interlocks installed, number of interlock =分型⾯定位件,数量Is there adequate clamp slot area锁模坑eyebolt holes per tool prints吊模孔Pry bar slots on parting lines and moving plates橇模槽Parting line safety straps are installed锁模板Cycle Counter计数器All screw and dowel holes per tool prints镙钉及定位销Mold base stamped with all critical information模胚打上模具重要资料All Corners on moldbase are chamfered模胚周边加倒⾓All sharp corners/burrs outside the molding area on moldbase and componentshas been removed to prevent injury 清理锋⼝K.O. paterns is per customer machine spec顶杆孔位置Flush Mounting and Thread Size = UNC3/8"顶出平柱装置,螺纹尺⼨Locating Ring Diameter = 101.3定位环直径Sprue Radius = R0.6浇⼝半径Guided ejection system导向顶出系统Spring loaded ejection弹簧复位Ejector system operate freely顶出系统可⾃由滑动Ejector pins on contoured surface are keyed轮廓⾯顶针管位All ejector pins are numbered or lettered for location顶针位置编号Early Return are installed提早回顶针板Water leakage check检查漏⽔All water lines "INs" and "OUTs" properly identified运⽔编号Water Fittings are installed , type and model = NPT1/4" / JPB-2524, JPB-3524⽔嘴安装,标准/型号Note 备注:Signoff by Toolmaker 模具⼚签认Check by 检查者:Date: Supervisor 主管:Date:。
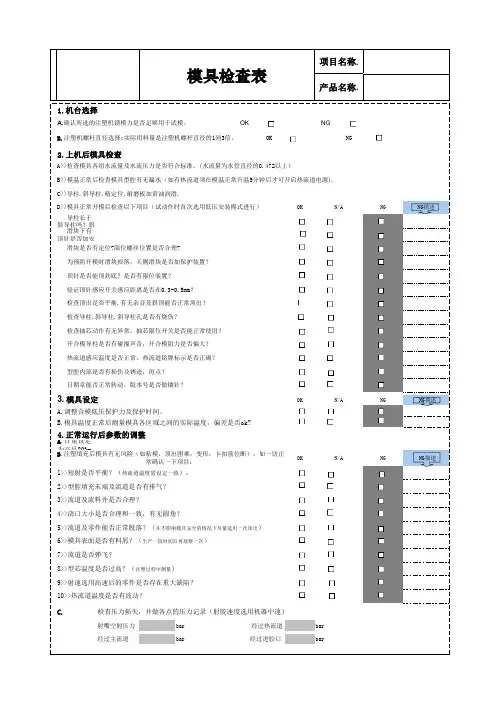
项目名称.产品名称.OK N/A NG 导柱长于斜导柱吗?斜 滑块下有顶针是否加安OK N/A NG A .计量设定为产品20%-OK N/A NG C.射嘴空射压力bar 经过热流道bar 经过主流道bar 经过进胶口bar 3>>流道及流料井是否合理?10>>热流道温度是否有波动? 验证顶针感应开关感应距离是否在0.3-0.5mm? 热流道感应温度是否正常,热流道铭牌标示是否正确? 型腔内部是否有损伤及锈迹,斑点?1>>短射是否平衡?(热流道温度需设定一致)。
检查导柱.斜导柱.斜导柱孔是否有烧伤?4.正常运行后参数的调整3. 模具设定 检查顶出是否平衡.有无杂音及斜顶能否正常顶出?7>>流道是否弹飞?模具检查表A.确认所选的注塑机锁模力是否足够用于试模。
OK NG B.注塑机螺杆直径选择;实际用料量是注塑机螺杆直径的1到3倍。
OK NG 1.机台选择A>>检查模具各组水流量及水流压力是否符合标准。
(水流量为水管直径的0.472以上) 为预防开模时滑块掉落,天侧滑块是否加保护装置? 顶针是否能顶到底?是否有限位装置?A.调整合模低压保护力及保护时间。
B.模具温度正常后测量模具各区域之间的实际温度,偏差是否ok?6>>模具表面是否有料屑?(生产一段时间后再观察一次)2.上机后模具检查B>>模温正常后检查模具型腔有无漏水(如有热流道须在模温正常升温5分钟后才可开启热流道电源).C>>导柱.斜导柱.精定位.耐磨板加黄油润滑. 滑块是否有定位?限位螺丝位置是否合理?D>>模具正常开模后检查以下项目(试动作时首次选用低压安装模式进行) 检查抽芯动作有无异常,抽芯限位开关是否能正常使用? 开合模导柱是否有碰撞声音,开合模阻力是否偏大?检查压力损失,并做各点的压力记录(射胶速度选用机器中速)9>>射速选用高速后的零件是否存在重大缺陷?4>>浇口大小是否合理和一致,有无圆角?5>>流道及零件能否正常脱落?(在不影响模具安全的情况下尽量选用一次顶出)8>>型芯温度是否过高?(注塑过程中测量)B .注塑填充后模具有无风险(如粘模,顶出困难;变形,卡扣筋位断),如一切正常确认一下项目:2>>型腔填充末端及流道是否有排气? NG描述NG描述日期章能否正常转动,版本号是否做镶针? NG描述mm/sbar SI.在保压确定的情况下降低锁模力tonton ℃#N/A℃冷却时间:S 实际周期时间:S 是否用机械手:Remark:短射平衡重量标准小于等于1g ,相差小于10%。
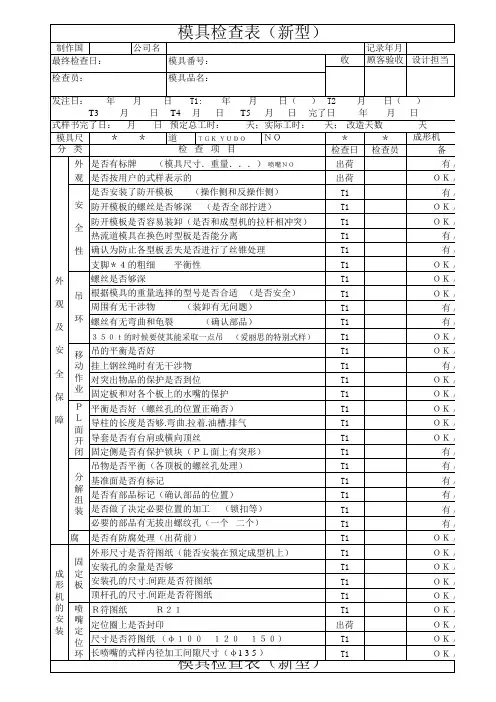
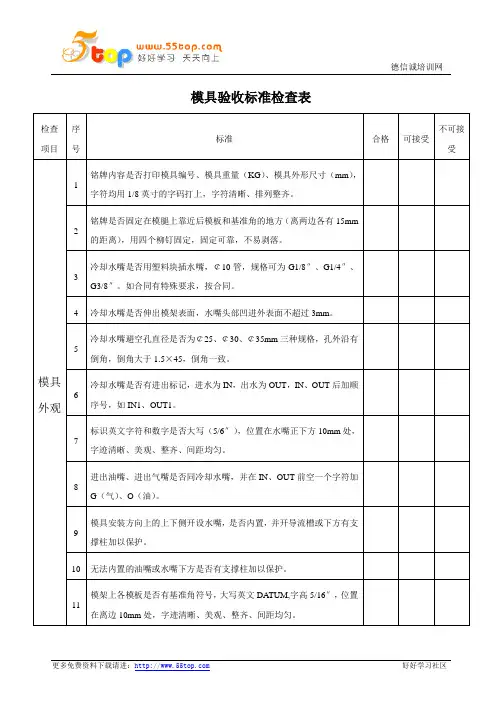
模具验收检查表T1T2T3一模具外观1.01铭牌内容正确,(模具铭牌、油水路铭牌、热咀铭牌及客户铭牌)用杯头螺丝固定、可靠,可以不沉,字迹整齐、美观,位置与图纸相符,参考模具水路视图1.02如果整套模具有先后开模动作顺序的,要有模具开合模动作顺序铭牌。
1.03模架上A B 模板须有在基准角符号,大写英文DATUM, 表示基准1.04内模零件须有零件图纸编号及基准,防反装标识; 打在醒目位置1.05模具顶出杆须符合图纸,特殊要求参考Specification 1.06定位圈须固定可靠,前后模不可偏心,上下有两个公差,请参考模具图;定位圈安装孔必须沉孔,不准直接安装在模具顶面或底面1.07超过10KG 的模板都需要做吊模孔;1.08模具表面不可有锈迹,凹坑、油污等;1.09模架各板须有倒角,须有撬模槽1.10上下固定板须有隔热板,隔热板避空孔是否正确1.11所有模具零件不可有烧焊痕迹,烧焊点知会ZMT 1.12模具各模板须刻打工厂模具编号、ZMT项目编号、吊模孔规格(如M32)、运水、气路及油路进出标记、字符是否排列整齐清晰,特殊见客户要求。
1.13安装时有方向要求的模具是否在A板或B板上用箭头标明安装方向,箭头旁刻有“UP”字样1.14若模具下方有外露的油缸、先复位机构,水咀等应有支撑脚保护,支撑脚螺丝是否够力1.15吊环、锁模块螺丝是否足够深(螺丝是否可全部拧入),长度有无切割、打磨1.16客户是否要求配带原装HASCO吊环,所使用的吊环是否可承受与之相符的重量1.17顶针板是否要接行程开关WS201,特殊要求参考Specification 1.18导柱、导套不可有松动,及运动不良,用胶锤轻敲可进为准。
1.19导柱长度是否足够(合模时比斜导柱要长)、是否弯曲、烧伤等1.20导柱导套配合是否有在底板加工排气槽1.21前、后模半边单独起吊是否平衡,是否要追加平衡吊模孔1.22是否有防锈处理(如前后模芯是否喷白色防锈油)1.23AB 板锁模块及吊模担是否按图纸加工,特殊要求参考Specification;起吊方便、重心平衡二顶出、复位、2.01顶针、顶块等顶出机构与滑块是否干涉,有无强制复位机构,顶针复位须有复位开关,特殊复位开关参考客户Specification2.02油缸抽芯、顶出须行程开关控制,特殊参考Specification 2.03撑头须比模脚高,且不与其他机构干涉2.04顶出是否顺畅、无卡滞,无异响复位杆与B 板无卡滞,EGP 的垂直度与同心度无问题,以手可推动顶针板为标准;2.05 斜顶表面须抛光、加油槽,在最大顶出状况下油槽不超过后模,过大过长的斜顶是否须氮化处理。
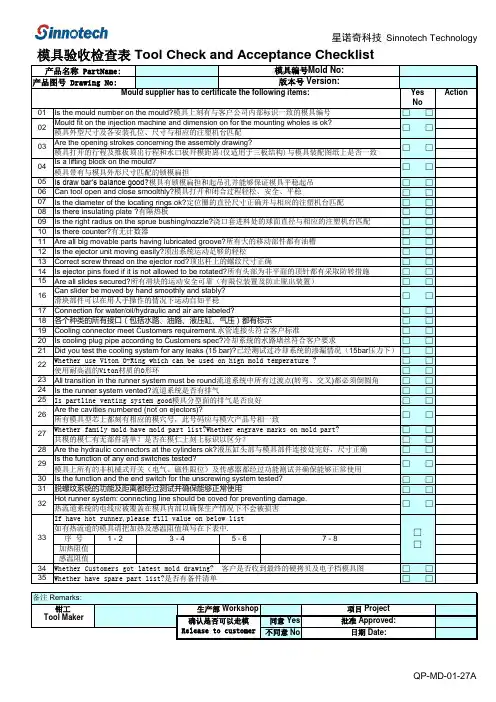
Toolmaker Check List
模具检查表
Customer 客戶名稱:Supplier 模具厂名称:
Part Name 产品名稱:Supplier's Tool No. 模厂模具编号:
Part No. 产品编号:Type of Mold模具类型:
Customer's Mold No.客戶模具编号 :No. of Cavity几个型腔:
YES NO NA Mold Base steel as specified
模胚钢材符合要求
Parting line interlocks installed, number of interlock =
分型面定位件,数量
Is there adequate clamp slot area
锁模坑
eyebolt holes per tool prints
吊模孔
Pry bar slots on parting lines and moving plates
橇模槽
Parting line safety straps are installed
锁模板
Cycle Counter
计数器
All screw and dowel holes per tool prints
镙钉及定位销
Mold base stamped with all critical information
模胚打上模具重要资料
All Corners on moldbase are chamfered
模胚周边加倒角
All sharp corners/burrs outside the molding area on moldbase and components
has been removed to prevent injury 清理锋口
K.O. paterns is per customer machine spec
顶杆孔位置
Flush Mounting and Thread Size = UNC3/8"
顶出平柱装置,螺纹尺寸
Locating Ring Diameter = 101.3
定位环直径
Sprue Radius = R0.6
浇口半径
Guided ejection system
导向顶出系统
Spring loaded ejection
弹簧复位
Ejector system operate freely
顶出系统可自由滑动
Ejector pins on contoured surface are keyed
轮廓面顶针管位
All ejector pins are numbered or lettered for location
顶针位置编号
Early Return are installed
提早回顶针板
Water leakage check
检查漏水
All water lines "INs" and "OUTs" properly identified
运水编号
Water Fittings are installed , type and model = NPT1/4" / JPB-2524, JPB-3524
水嘴安装,标准/型号
Note 备注:
Signoff by Toolmaker 模具厂签认
Check by 检查者:Date: Supervisor 主管:Date:。