SS304L φ89x3 管状对接焊接工艺评定氩弧焊
- 格式:doc
- 大小:49.57 KB
- 文档页数:12
SS304L φ88.9x3 管状对接焊接工艺评定(氩弧焊)xx公司焊接工艺评定编号: PQR163-GTAW-Fe8-1-3.05编制:审核:批准:目录一、焊接工艺评定任务书(共 1 页)二、预焊接工艺规程(pWPS)(共 2 页)三、焊接工艺评定报告(共 3 页)四、焊接工艺规程(WPS)(共 2 页)五、附件(共 6 页)焊接工艺评定任务书工程单位: xx 公司委托编号: PQR163 焊接位置: 水平固定 委托日期: 2013年04月24日 接头型式: 管状对接 接头编号: PQR163 机械化程度(手工、半自动、自动) 手工 焊接方法: GTAW 保护焊: 氩气保护焊 执行标准 NB/T47014 要求完成日期: 2013年05月07日 检验项目 检验标准 评定指标 检验项目 检验标准 评定标准 试样数量外观检查 目测 无裂纹 拉伸 试验 常温 GB/T228 NB/T47014 2无损检测射 线 JB/T4730II超 声 / / 弯曲 试验面弯 背弯GB/T2653 NB/T47014 2 渗 透 / / GB/T2653NB/T470142磁 粉 / / 冲击 试验 焊缝 热影响区 / / / 焊缝化学 / / / / / 接头硬度// 铁素体测定 / / / 金相 微 观/ / 腐蚀试验///宏 观//接头型式简图:母材:钢号: SS304L 与 SS304L 相焊 规格: φ88.9×3.05 焊材牌号: ER308(H08Cr21Ni10Si) 规格: 焊丝φ2.0编制 日期 审核 日期注:对每一种母材与焊接材料的组合均需分别填表。
预焊接工艺规程(pWPS)单位名称: xx公司预焊接工艺规程编号: pWPS-163 日期2013年04月25日所依据焊接工艺评定报告编号: PQR163 焊接方法: GTAW 机动化程度(手工、机动、自动): 手工焊接接头:简图: (接头形式、坡口形式与尺寸、焊层、焊道布置及顺序)坡口形式: V衬垫(材料及规格): /其他: /母材:类别号Fe-8 组别号Fe-8-1 与类别号Fe-8 组别号Fe-8-1 相焊或标准号GB/T14976-2002 材料代号SS304L 与标准号GB/T14976-2002 材料代号SS304L 相焊对接焊缝焊件母材厚度范围: 3.05mm角焊缝焊件母材厚度范围: /管子直径、壁厚范围:对接焊缝/ 角焊缝/其他/填充金属:焊材类别:FeS-8 /焊材标准:GB/T4241 /填充金属尺寸:φ2.0 /焊材型号:/ /焊材牌号(金属材代号):ER308(H08Cr21Ni10Si) /填充金属类别:/ /其他:对接焊缝焊件焊缝金属厚度范围: 4.5mm 角焊缝焊件焊缝金属厚度范围: /耐蚀堆焊金属化学成分(%):C Si Mn P S Cr Ni Mo V Ti Nb 其他注:对每一种母材与焊接材料的组合均需分别填表。
304L超低碳不锈钢焊接标准与工艺(doc 9页)304L超低碳不锈钢焊接标准及工艺焊接标准:1材料要求:304L是由日本进口的含C〈0.035%超低碳不锈钢(相当于国内00CR18Ni10)管材存放应按规定摆置.所用焊丝,焊条必须有质量证明或材质合格证。
2机具要求:焊接设备使用直流手弧焊机焊工所用焊丝筒,焊条保温桶,不锈钢刨锤,不锈钢丝刷.检测设备:超声波焊缝检测仪焊条直径选用3.2和4.0两种,焊接电流80-110A,110-150A3作业条件焊工必须持有项目材质合格证能满足施焊要求.针对超低碳不锈钢管焊接过程中的焊缝根部氧化,表面缺陷的产生以及焊接变形等问题,为保证工程焊接质量制定了严格的焊接工艺要求;4环境条件施焊前应确认环境符合下列条件在现场预制,现场安装温度在0摄氏度以上方可进行焊接工艺1工序焊接施工程序如下坡口要求焊前应采用等离子下料兼打30°破口对质量要求:组对时内壁错边量应≤0.5mm组对前将坡口两侧20mm范围内油污赃物清理干净(用不锈钢刷)焊接方法:所有焊口采用钨极氩弧焊封底,手工电弧焊盖面.所有接口焊缝采用根部全焊透性焊接.点焊点焊方式为焊口非焊透点焊。
焊接方法:奥氏体不锈钢焊接工艺如下:一、1、焊接方法可采用焊条电弧焊、熔化极气体保护焊。
氩弧焊等。
2、下料和坡口加工可采用机械加工和等离子弧,不能用火焰切割机。
3、电源采用直流反接。
4、根据材料选用合适的焊接方法和焊条,且对于钛钙型焊条烘干温度150-200度,保温1-2小时,对于碱性焊条烘干温度300度,保温2小时。
二、1、焊前:坡口及其附近必须清理干净,对于有油污不可以用钢丝刷和砂轮清理,用丙酮和或酒精进行清理。
2、坡口加工或下料采用机械加工或炭弧气刨。
3、在搬用、坡口的制备、装配个过程,应避免损伤钢材的表面。
三、焊接工艺:1、应采用快速焊、多道焊;焊接电流不易过大,焊接时尽量采用平焊位置,焊条最好不做摆动或稍做摆动;且焊接过程中,应严格控制层间温度,待上一层焊道冷到60度以下在焊下一道焊道。
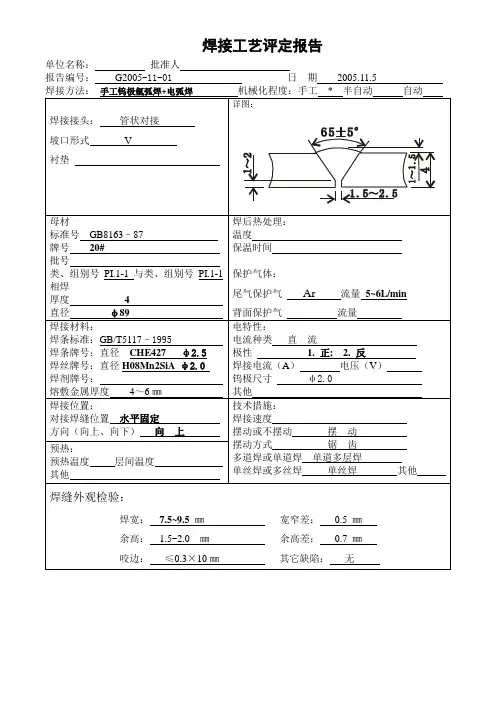
受控状态文件编号:OF/GYHJ-01发放编号00 版本号: A版焊接工艺评定报告编制:桑叶日期:2012年02月 28 日审核:陈海强日期:2011年02月 28 日批准:陈明华日期:2011年02月 28 日编号:PQR-01 焊接工艺评定书(不锈钢管-手工氩弧焊)目录一、焊接工艺评定任务书(表1)二、焊接工艺指导书(表2)三、焊接工艺评定报告(表3)四、焊接工艺评定施焊记录表(表4)五、焊接工艺评定焊缝外观检查表(表5)六、附件1.试样检测报告2.试样材料质量检验证明书3.焊接材料质量质量证明书一、焊接工艺评定任务书(表1)母材 牌号 0Gr18Ni9 接 头 示 意 图规格 D60×4.0焊 接材 料焊条牌号 规格 焊丝 牌号 ER304 规格 D2.0 焊剂牌号 规格焊接方法 手工氩弧焊其他 技 术 要 求焊缝外观质量√ 射线探伤 √ 其他∕机 械 性 能拉伸(GB228)数 量 2 件 冲击 ∕弯曲 (GB232)项目数量 各 项 指 标面弯 2件 弯曲直径 12 热影响区 ∕ 背弯 2件 支座间距 5.2 焊缝区 ∕ 侧弯 ∕弯曲角度180° 其他∕金相 宏观 ∕ 微观∕ 晶间腐蚀 ∕合 格 标 准外观质量 不允许存在未熔合、裂缝、气孔、夹渣、弧坑、未焊透X 射线探伤JB/T 4730.2-2005射线检测∕机 械 性 能 拉伸 GB228 金 相宏 观 ∕ 弯曲 GB232 冲击 ∕ 硬度 ∕ 微 观∕其他 ∕金 相 ∕∕ 晶间腐蚀 ∕编制桑叶日期2010.04.20二、焊接工艺指导书(表2)焊接接头:简图:(接口形式、坡口形式与尺寸、焊层、焊道布置及顺序)坡口形式:V型衬垫(材料及规格):无其他:采用机械加工坡口焊接工艺指导书(续表2)三、焊接工艺评定报告(表3)单位名称:中色十二冶金建设有限公司焊接作业指导书编号:WPS-01 焊接工艺评定报告编号:PQR-01焊接方法:手工氩弧焊机械化程度:手工接头简图:(坡口形式、尺寸、衬底、每种焊接方法或焊接工艺、焊接金属厚度)母材:材料标准:GB/T14976 -2002钢号:0Gr18Ni9类、组别号:Ⅶ-1 类、组别号:Ⅶ-1 相焊厚度:4 mm直径:60 mm其他:焊后处理:热处理温度(℃)保温时间(h)气体:气体种类混合比流量(L/min)保护气氩气99.95% 8-15尾部保护气背部保护气氩气99.95% 4-6填充金属:焊材标准:YB/T 5092-96焊材牌号:ER304焊材规格:Ф2.0焊材金属厚度:其他:电特性:电流种类:逆变式极性:正极钨极尺寸:Ф2.0焊接电流(A):90-120电弧电压(V):12-16其他:焊接位置:对接焊缝位置水平转动方向:(√向上、向下)角焊接位置方向:(向上、向下)技术措施:焊接速度(cm/min):7-14摆动或不摆动:略摆动摆动参数:小摆动多焊道或单焊道(每面):单道焊多丝焊或单丝焊:单丝其他:预热:预热温度(℃)层间温度(℃)其他:编制:桑叶日期:2010.04.28 审核:陈海强日期:2010.04.28 批准:陈明华日期:2010.04.28四、焊接工艺评定施焊记录表(表4)五、焊接工艺评定外观检查表(表5)。
xx石化工程有限公司焊接工艺评定编号:PQR02-GTAW-Fe8-1-3.05编制: _______________________ 常核: _______________________ 批准: _______________________目录一、焊接工艺评定任务书(共1页)二、预焊接工艺规程(pWPS )(共2页)三、焊接工艺评定报告(共3页)四、焊接工艺规程(WPS)(共2页)五、附件(共7页)焊接工艺评定任务书工程单位:xx石化工程有限公司______________委托编号:PQR02 焊接位置:水平固定委托日期:2013年04月24日接头型式: 管状对接接头编号:PQR02 机械化程度(手工、半自动、自动)手工焊接方法:GTAW 保护焊: 氧气保护焊执行标准NB/T47014 要求完成日期:2013年05月07日母材:钢号:_SS304L_ —与 _ SS304L —相焊规格:b 88.9X 3.05焊材牌号:ER308(H08Cr21Ni10Si)规格: 焊丝& 2.0注:对每一种母材与焊接材料的组合均需分别填表。
预焊接工艺规程(pWPS )单位名称:xx 石化工程有限公司预焊接工艺规程编号:pWPS-02 日期 2013年04月25日 所依据焊接工艺评定报告编号: PQR02焊接方法:GTAW 机动化程度(手工、机动、自动): ________________________________三 __________焊接接头: 坡口形式:V 衬垫(材料及规格): / 其他:/母材:类别号 Fe-8 组别号 Fe-8-1 与类别号 Fe-8 组别号 Fe-8-1 相焊或 标准号 GB/T14976-2002 材料代号SS304L 与标准号 GB/T14976-2002 材料代号 SS304L 相焊对接焊缝焊件母材厚度范围:3.05mm角焊缝焊件母材厚度范围:______________________ / _____________________________________________________ 管子直径、壁厚范围:对接焊缝/角焊缝 / 其他/对接焊缝焊件焊缝金属厚度范围:4.5mm 角焊缝焊件焊缝金属厚度范围: ______________________________________________________ / 耐蚀堆焊金属化学成分%):简图:(接头形式、坡口形式与尺寸、焊层、焊道布置及顺序)(按所焊位置和厚度,分别列出电流和电压范围,记入下表)技术措施:其他:电弧电压(V ):22 〜26焊接电流范围 (A): GTAW: 80〜95编制焊接速度(范围) GTAW:5 〜9cm/min鸨极类型及直径:铺鸨 $ 2.0喷嘴直径(mm ): $ 12焊接电流种类(喷射弧、短路弧等)焊丝送进速度(cm/min ):焊道/ 焊层 焊接 方法填充金属焊接电流 直径极性 电流(A )电弧电压(V ) 焊接速度(cm/min)线能量(kJ/cm)打底焊 GTAW ER308(H08Cr21Ni10Si)正接85〜95 22 〜26 盖面焊GTAWER308(H08Cr21Ni10Si)正接80〜9022 〜26摆动焊或不摆动焊: 微摆动摆动参数: 焊前清理和层间清理: 砂轮机 背面清根方法: 单道焊或多道焊(每面): 单道焊单丝焊或多丝焊: 单丝焊 导电嘴至工作距离(mm ):锤击:不锤击单位名称:_______________________ XX石化工程有限公司 ___________________________焊接工艺评定报告编号:PQR02 预焊接工艺规程编号: pWPS-02焊接方法:GTAW 机动化程度(手工、机动、自动):手工接头简图:(坡口形式、尺寸、衬垫、每种焊接方法或焊接工艺的焊缝金属厚度)根部(焊透、未焊透) /, 焊缝(熔合、未熔合) /焊缝、热影响区(有裂纹、无裂纹)/检验截面I n m iv v 焊脚差(mm)无损检验RT: JB/T4730 II 级合格UT:MT : PT:其他___________________________________________________________________________________________________耐蚀堆焊金属化学成分(重量 %)C Si Mn P S Cr Ni Mo V Ti Nb化学成分测定表面至熔合线的距离(mm ):_________________________________________附加说明:结论:本评定按NB/T47014-2011 规定焊接试件、检验试样、测定性能,确认试验记录正确。
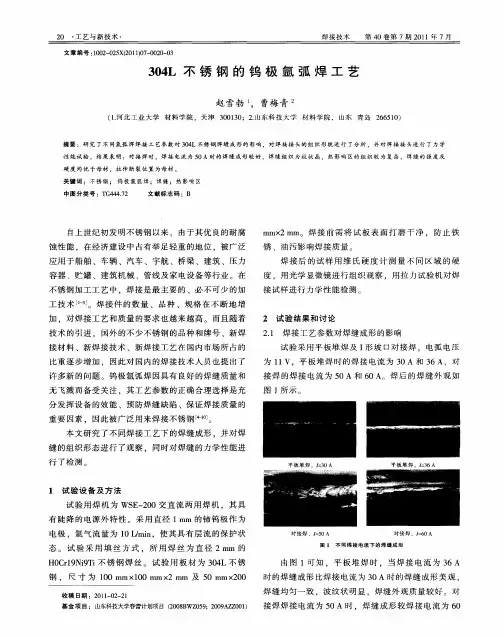
奥氏体不锈钢304焊接性评定试验报告奥氏体不锈钢304具有非常好的塑性和韧性,这决定了它具有良好的弯折、卷曲和冲压成型性,因而便于制成各种形状的构件、容器或管道;奥氏体型不锈钢304的耐腐蚀性能特别优良,是它获得最为广泛应用的根本原因。
也正是这样,在评价焊接质量时必然特别强调焊接接头的开裂倾向、焊接缺陷敏感性和耐各种晶间腐蚀等的能力。
本文报告结合奥氏体不锈钢304的焊接特点,进行了的手工钨极氩弧焊评定性试验,初步掌握了奥氏体不锈钢304的焊接工艺。
现就试验结果作一介绍一、奥氏体不锈钢的焊接特点:奥氏体不锈钢韧性、塑性好,焊接时不会发生淬火硬化,尽管其线膨胀系数比碳钢大得多,焊接过程中的弹塑性应力应变量很大,却极少出现冷裂纹;尽管有很强的加工硬化能力,由于焊接接头不存在淬火硬化区,所以,即使受焊接热影响而软化的区域,其抗拉强度仍然不低。
304钢的热胀冷缩特别大所带来的焊接性的问题,主要有两个:一是焊接热裂纹,这与的?!晶界特性和对某些微量杂质如硫、磷等敏感有关;二是焊接变形大。
1、焊接接头的热裂纹及其对策1.1焊接接头产生热裂纹的原因单相奥氏体组织的奥氏体型不锈钢焊接接头易发生焊接热裂纹,这种裂纹是在高温状态下形成的。
常见的裂纹形式有弧坑裂纹、热影响区裂纹、焊缝横向和纵向裂纹。
就裂纹的物理本质上讲,有凝固裂纹、液化裂纹和高温低塑性裂纹等多种。
奥氏体型不锈钢易产生焊接接头热裂纹的主要原因有以下几点:1)焊缝金属凝固期间存在较大的拉应力,这是产生凝固裂纹的必要条件。
由于奥氏体型不锈钢的热导率小,线膨胀系数大,在焊接区降温(收缩)期焊接接头必然要承受较大的拉应力,这也促成各种类型热裂纹的产生。
2)方向性强的焊缝柱状晶组织的存在,有利于有害杂质的偏析及晶间液态夹层的形成。
3)奥氏体不锈钢的品种多,母材及焊缝的合金组成比较复杂。
含镍量高的合金对硫和磷形成易熔共晶更为敏感,在某些钢中硅和铌等元素,也能形成有害的易熔晶间层。
焊接工艺评定报告
报告编号:YAⅡ-PQR-PP-28
焊接工艺名称:Fe-8-1组不锈钢管对接手工钨极氩弧焊打底,手工电弧焊盖面(垂直固定)
焊接方法:手工钨极氩弧焊打底,手工电弧焊盖面
母材:0Cr18Ni9 (φ114×4)
焊材:焊丝H0Cr21Ni10 (ER308)
焊条A102(E308-16)
云南省第二安装工程公司
二零一二年八月
目录
一、表F.1预焊接工艺评定(pWPS)
二、表F.2焊接工艺评定报告(PQR)
三、试件检验记录
四、表F.2(续)焊接工艺评定结论
五、焊接工艺评定外观检验记录
六、附表母材和焊材原始数据
表F.1 预焊接工艺规程(pWPS)
表F.2(续)
附表
母材和焊接材料原始数据。
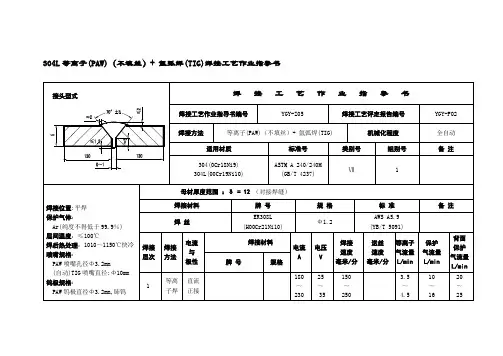
304L 等离子 (PAW)(不填丝) + 氩弧焊 (TIG) 焊接工艺作业指导书接头型式焊接工艺作业指导书焊接工艺作业指导书编号YGY-Z05焊接工艺评定报告编号YGY-P02焊接位置 : 平焊保护气体:Ar( 纯度不得低于99.9 % )层间温度:≤ 100℃焊后热处理: 1010~ 1150℃快冷喷嘴规格:PAW喷嘴孔径Φ 3.2mm( 自动 )TIG 喷嘴直径 : Φ 10mm 钨极规格:PAW钨极直径Φ 3.2mm,铈钨焊接方法等离子 (PAW)(不填丝) + 氩弧焊 (TIG)机械化程度全自动适用材质标准号类别号组别号备注304(0Cr18Ni9)ASTM A 240/240MⅦ1304L(00Cr19Ni10)(GB/T 4237)母材厚度范围:δ = 12(对接焊缝)焊接材料牌号规格标准备注焊丝ER308LΦ 1.2AWS A5.9(H00Cr21Ni10)(YB/T 5091)电流焊接材料焊接送丝等离子保护背面焊接焊接电压保护与电流速度速度气流量层次方法A V气流量毫米/分毫米/分L/min气流量极性牌号规格L/minL/min 等离直流18025150 3.510201~~~~~~子焊正接23035250 4.51625( 自动 )TIG 钨极直径 : Φ 4mm铈直流ER308L 25015150150010钨氩弧~~~~~2正接Φ1.2焊(H00Cr21Ni10)30025250250016氩弧直流ER308L25015150150010~~~~~3正接Φ1.2焊(H00Cr21Ni10)30025250250016工艺要求 :1 .从事焊接工作的焊工 , 应参加焊工基本知识和操作技能培训和考试 , 并取得由质量技术监督部门签发的焊工合格证的人员。
2. 焊接前的准备①检查焊机、焊枪、钨极、外保护气托罩(杆)、焊丝、焊剂、冷却水等,只有在各个系统正常的情况下才能焊接。
②核对工艺流通卡与待焊钢管的标识和内容,检查材质、规格、厚度是否与工艺流通卡一致。
氩弧焊焊接工艺参数一、电特性参数1.焊接电流钨极氩弧焊的焊接电流通常是根据工件的材质、厚度和接头的空间位置来选择的,焊接电流增加时,熔深增大,焊缝的宽度和余高稍有增加,但增加很少,焊接电流过大或过小都会使焊缝成形不良或产生焊接缺陷。
2.电弧电压钨极氩弧焊的电弧电压主要是由弧长决定的,弧长增加,电弧电压增高,焊缝宽度增加,熔深减小。
电弧太长电弧电压过高时,容易引起未焊透及咬边,而且保护效果不好。
但电弧也不能太短,电弧电压过低、电弧太短时,焊丝给送时容易碰到钨极引起短路,使钨极烧损,还容易夹钨,故通常使弧长近似等于钨极直径。
3.焊接速度焊接速度增加时,熔深和熔宽减小,焊接速度过快时,容易产生未熔合及未焊透,焊接速度过慢时,焊缝很宽,而且还可能产生焊漏、烧穿等缺陷。
手工钨极氩弧焊时,通常是根据熔池的大小、熔池形状和两侧熔合情况随时调整焊接速度。
二、其它参数1.喷嘴直径喷嘴直径(指内径增大,应增加保护气体流量,此时保护区范围大,保护效果好。
但喷嘴过大时,不仅使氩气的消耗增加,而且不便于观察焊接电弧及焊接操作。
因此,通常使用的喷嘴直径一般取8mm~20mm为宜。
2.喷嘴与焊件的距离喷嘴与焊件的距离是指喷嘴端面和工件间的距离,这个距离越小,保护效果越好。
所以,喷嘴与焊件间的距离应尽可能小些,但过小将不便于观察熔池,因此通常取喷嘴至焊件间的距离为7mm~15mm。
3.钨极伸出长度为防止电弧过热烧坏喷嘴,通常钨极端部应伸出喷嘴以外。
钨极端头至喷嘴端面的距离为钨极伸出长度,钨极伸出长度越小,喷嘴与工件间距离越近,保护效果越好,但过小会妨碍观察熔池。
通常焊对接缝时,钨极伸出长度为5mm~6mm较好;焊角焊缝时,钨极伸出长度为7mm~8mm较好。
4.气体保护方式及流量钨极氩弧焊除采用圆形喷嘴对焊接区进行保护外,还可以根据施焊空间将喷嘴制成扁状(如窄间隙钨极氩弧焊或其他形状。
焊接根部焊缝时,焊件背部焊缝会受空气污染氧化,因此必须采用背部充气保护。