有色金属的焊接
- 格式:ppt
- 大小:2.90 MB
- 文档页数:2
有色金属焊接方法有色金属焊接是指对铜、铝、镍、钛等非铁基金属的焊接过程。
由于这些金属的熔点低、导热性能好、导电性能好以及韧性强等特点,使得它们成为各种工业领域中广泛应用的材料。
下面将详细介绍一些常见的有色金属焊接方法。
1. 焊锡焊接:焊锡焊接主要适用于铜及铜合金的焊接。
该方法通过在焊缝上焊锡来完成焊接过程。
焊锡具有低的熔点,使得在加热的过程中只需受热区域达到焊锡的熔点即可保证焊接质量。
这种方法适用于很多领域,如电子器件、仪器仪表、管道等。
2. 氩弧焊接:氩弧焊接适用于铝及其合金的焊接。
氩气在该焊接方法中起到保护焊缝的作用,以防止氧化。
在焊接过程中,电弧通过铝焊丝,并在氩气的保护下使焊丝熔化,然后与基材达到焊接温度,形成焊缝。
这种方法适用于飞机、汽车、船舶等航空航天工业和交通工具制造业。
3. 电阻焊接:电阻焊接适用于铜、铝等金属的焊接。
该方法利用电流通过工件引起局部加热,使两个工件达到熔点而完成焊接过程。
这种方法能够在短时间内实现快速焊接,适用于各种金属材料的焊接,如汽车制造、管道安装等。
4. 慢速电弧焊接:慢速电弧焊接适用于钛及其合金的焊接。
由于钛的反应性较强,容易氧化,所以在焊接过程中需要使用惰性气体来保护焊缝。
电弧的温度可达到5000摄氏度,因此在焊接过程中需要较高的焊接能量。
这种方法适用于航空航天工业和化工工业中的钛材料焊接。
5. 气体焊接:气体焊接适用于铜、铝、镍等金属的焊接。
气体焊接主要包括氩气焊接、氢气焊接和二氧化碳焊接等。
其中,氩气焊接适用于非铁基金属及其合金的焊接,氢气焊接适用于高温合金的焊接,二氧化碳焊接适用于低碳钢等的焊接。
这种方法适用于船舶、汽车制造、建筑等各个领域。
总结起来,有色金属焊接方法有很多种,每种方法都有其适用的金属与焊接需求。
在选择合适的焊接方法时,需要根据具体的材料和焊接要求进行综合考虑。
同时,焊接操作和焊接设备的选择也是影响焊接质量的重要因素,需要严格遵循相关的操作规程和标准,确保焊接质量。
《金属材料焊接》课程标准一、课程定位《金属材料焊接》是焊接技术及自动化专业的核心专业课程。
该课程是焊接技术及自动化专业的必修科目,前期知识包括金属材料与热处理等专业基础课,后期是金属材料的焊接操作方法等专业课程。
本课程主要是对各种金属材料的分类与性能进行介绍,然后分析其焊接性,通过分析焊接性再制定各种焊接方法与焊接工艺。
最后要达到能够对各种金属材料选择焊接方法,制定焊接工艺,特别是不同的金属材料在选择焊接工艺过程中的差异。
二、课程目标通过《金属材料焊接》课程的学习,使学生具备对各种不同的金属材料焊接工艺进行合理的选择与制定的基本知识,为学习掌握和提高专业知识和职业技能打下基础。
1.知识目标(1)理解金属焊接性的基本概念与内容,以及理解影响金属焊接性的四大因素,特别是各个因素的主要内容,掌握金属焊接性的各个实验方法。
(2)掌握非合金钢(碳钢)焊接性的分析方法,焊条电弧焊、埋弧焊、熔化极与非熔化极气体保护焊等焊接方法的焊接工艺的制定。
(3)掌握低合金高强度钢焊接性的分析方法,焊条电弧焊、埋弧焊、熔化极与非熔化极气体保护焊等焊接方法的焊接工艺的制定。
(4)掌握低合金特殊用钢焊接性的分析方法,焊条电弧焊、埋弧焊、熔化极与非熔化极气体保护焊等焊接方法的焊接工艺的制定。
(5)掌握不锈钢焊接性的分析方法,焊条电弧焊、埋弧焊、熔化极与非熔化极气体保护焊等焊接方法的焊接工艺的制定。
(6)掌握铸铁焊接性的分析方法,焊条电弧焊、埋弧焊、熔化极与非熔化极气体保护焊等焊接方法的焊接工艺的制定。
(7)掌握有色金属焊接性的分析方法,焊条电弧焊、埋弧焊、熔化极与非熔化极气体保护焊等焊接方法的焊接工艺的制定。
(8)掌握异种金属焊接性的分析方法,焊条电弧焊、埋弧焊、熔化极与非熔化极气体保护焊等焊接方法的焊接工艺的制定。
(9)掌握堆焊焊接性的分析方法,焊条电弧焊、埋弧焊、熔化极与非熔化极气体保护焊等焊接方法的焊接工艺的制定。
(10)掌握新型金属材料焊接性的分析方法,焊条电弧焊、埋弧焊、熔化极与非熔化极气体保护焊等焊接方法的焊接工艺的制定。

简单介绍铅的焊接方法及安全防护事项?一,铅的性质和焊接特点性质铅属于有毒的有色金属。
具有良好的抗腐蚀性能,和很强的阻止各种有害的射线的能力。
铅是化工工业领域和原子能工业领域的重要材料。
焊接的特点1,熔点为327℃,热传导率很低仅为铁的13%。
2,铅极易氧化、生成的氧化铅薄膜熔点却高达1525℃,给焊接带来了一定的麻烦。
3,铅的比重相当大为11,34。
液态铅流动性很高,一般只适宜平焊对接和塔接焊缝及船形式的角焊缝焊接,若是立焊位置对接焊缝时就须利用模具夹板配合。
4,铅的沸点很低只有1619℃。
焊接时铅蒸气与空气中与氧化合成毒性较大氧化物、易被人吸入造成铅中毒,所以安全防护非常重要。
5,铅具有优良的压延伸缩性能,所以焊接中焊接后焊件产生焊接应力和变形较小。
二,铅焊热源的种类1,钣厚在4мм以下一般采用氢━氧焰焊接或氧━乙炔焰焊接。
2,钣厚在4мм以上也可以采用效率较高的碳弧焊接法。
3,氢━氧焰因火焰温度较氧━乙炔低(2500℃左右)容易控制,故焊接效果较理想。
三,铅焊工艺1,清理。
除去一般清理工作外、对接头部分表面的氧化层进行括除、直到露出铅金属本色为止。
2,自制铅焊条。
可用焊件边角料剪切或熔制成焊条。
3,焊接火焰。
一般采用的火焰有中性焰,过氢焰或过乙炔焰即碳化焰,忌用氧化焰。
4,防止中毒措施。
(1,保持作业场所良好的通风,减低空气中铅的含量。
(2,及时冲洗作业场地减少含铅尘土。
(3,作业场地应远离生话场所、如休息室、宿舍、食堂等。
(4,焊工要做到严格穿戴好工作服、手套、工作帽、口罩等。
工作下班前不吃东西不吸烟。
(5,工作结束后及时淋浴,工作服一天一换,未洗工作服禁忌穿回家。
(6,饭前脱去工作服、洗手、洗睑、漱口刷牙后方可进食。
(7,定期健康检查。
如果发现口中含甜味时应及时求医。
一. 制定镍及镍合金焊接规范的目的:氯碱化工制碱成套设备的开发、制造是我公司确定的重要增长极,也是我公司发展壮大的战略部署。
镍及镍合金焊接是氯碱化工制碱工艺流程主要耐蚀设备制作的关键工序之一,镍及镍合金焊接质量的好坏直接影响到该设备的使用寿命,因此它也是我公司成功进入制碱设备制造的核心技术之一。
为严格把握镍及镍合金的焊接质量特制订本规范。
二. 镍材焊接的特点及注意事项:因为镍具有单相组织,焊接时存在焊接热裂纹倾向、焊缝气孔、焊接接头的晶间腐蚀倾向等等。
1. 镍在高温中易于生成高度致密的保护膜,在多层焊接的结合面易产生裂纹缺陷,严重影响到材料焊接处的强度及耐蚀性,因此焊接时必须采用氩气保护焊。
在焊接面上应采用专门的保护罩防止氩气的扩散,提高氩气保护层的浓度;镍材间焊接时焊缝背后面也应有氩气保护,防止镍金属在高温时的氧化。
2.镍材的焊接最容易出现的缺陷为裂纹。
产生裂纹的主要元素为氧(O)、硫(S)、铅(Pb)等,它们易与镍形成低熔点的共晶体分布于晶界上。
在焊接时必须选用含氧、硫、铅低,且与母材耐蚀性相同的焊丝,同时注意坡口及中间焊缝表面的氧化层的清除工作。
3.镍材的焊接最容易出现的焊缝缺陷还有气孔。
焊丝、焊件表面上的水分、锈蚀、油污则是焊缝中形成氢气孔的主要来源。
因此镍的焊接必须注意焊缝表面的清洁以及焊丝、焊件的加热、保温和烘干。
4. 高温含硫气体能使镍材腐蚀和变脆。
焊接或热处理前,应彻底清除工件上的油污、油漆及润滑剂等一切含硫或含铅的污染物。
加热炉的气氛中应严格控制含硫量。
加热用煤气或天然气的含硫量应小于0.57g/m3(重庆气矿对天然气脱硫规定为小于0.29g/m3),燃料油的含硫量应小于0.5%,不得用焦炭或煤加热。
5. 焊接热循环的影响:在焊接的热作用下,焊缝和基本金属容易过热,造成晶粒粗大,使接头力学性能和耐腐蚀性能下降。
6.焊接热裂纹的产生:镍基合金具有高的焊接热裂敏感性,在弧坑易产生大口裂纹,焊缝可能产生宏观裂纹、微观裂纹或二者同时存在的裂纹。
有色金属焊接方法
有色金属焊接方法主要包括以下几种:
1. 熔化焊:根据有色金属的特性,选择适当的焊接材料,通过熔化使焊材与工件接触表面结合,常用的熔化焊方法包括电弧焊、气焊、激光焊等。
2. 压力焊:通过施加压力使焊件接触表面产生塑性流动,并将焊件压接在一起,常用的压力焊方法包括冷压焊、热压焊、摩擦焊等。
3. 铺层焊:将焊材铺在基材表面,通过加热或压力使焊材与基材融合,常用的铺层焊方法包括溶射、蒸镀等。
4. 点焊:通过电流传递产生瞬时高温,使焊接部位融化并形成焊点,常用于薄板金属焊接。
5. 预焊:先将焊件预热至一定温度,再施加外力使焊件结合,常用于高温金属焊接。
需要根据具体的有色金属材料和焊接要求来选择适当的焊接方法。
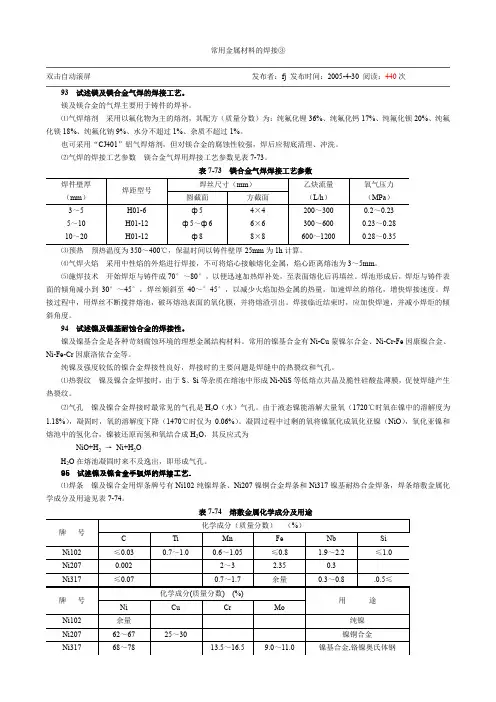
常用金属材料的焊接③双击自动滚屏发布者:fj 发布时间:2005-4-30 阅读:440次93 试述镁及镁合金气焊的焊接工艺。
镁及镁合金的气焊主要用于铸件的焊补。
⑴气焊熔剂采用以氟化物为主的熔剂,其配方(质量分数)为:纯氟化锂36%、纯氟化钙17%、纯氟化钡20%、纯氟化镁18%、纯氟化钠9%、水分不超过1%、杂质不超过1%。
也可采用“CJ401”铝气焊熔剂,但对镁合金的腐蚀性较强,焊后应彻底清理、冲洗。
⑵气焊的焊接工艺参数镁合金气焊用焊接工艺参数见表7-73。
表7-73 镁合金气焊焊接工艺参数⑶预热预热温度为350~400℃,保温时间以铸件壁厚25mm为1h计算。
⑷气焊火焰采用中性焰的外焰进行焊接,不可将焰心接触熔化金属,焰心距离熔池为3~5mm。
⑸施焊技术开始焊炬与铸件成70°~80°,以便迅速加热焊补处,至表面熔化后再填丝。
焊池形成后,焊炬与铸件表面的倾角减小到30°~45°,焊丝倾斜至40~°45°,以减少火焰加热金属的热量,加速焊丝的熔化,增快焊接速度。
焊接过程中,用焊丝不断搅拌熔池,破坏熔池表面的氧化膜,并将熔渣引出。
焊接临近结束时,应加快焊速,并减小焊炬的倾斜角度。
94 试述镍及镍基耐蚀合金的焊接性。
镍及镍基合金是各种苛刻腐蚀环境的理想金属结构材料。
常用的镍基合金有Ni-Cu蒙镍尔合金、Ni-Cr-Fe因康镍合金、Ni-Fe-Cr因康洛依合金等。
纯镍及强度较低的镍合金焊接性良好,焊接时的主要问题是焊缝中的热裂纹和气孔。
⑴热裂纹镍及镍合金焊接时,由于S、Si等杂质在熔池中形成Ni-NiS等低熔点共晶及脆性硅酸盐薄膜,促使焊缝产生热裂纹。
⑵气孔镍及镍合金焊接时最常见的气孔是H2O(水)气孔。
由于液态镍能溶解大量氧(1720℃时氧在镍中的溶解度为1.18%),凝固时,氧的溶解度下降(1470℃时仅为0.06%)。
凝固过程中过剩的氧将镍氧化成氧化亚镍(NiO),氧化亚镍和熔池中的氢化合,镍被还原而氢和氧结合成H2O,其反应式为NiO+H2→Ni+H2OH2O在熔池凝固时来不及逸出,即形成气孔。

金属熔焊原理
金属熔焊是一种利用高温熔化金属,再通过控制冷却结晶,以达到连接金属的方法。
其原理包括以下方面:
1. 熔化过程:金属在高温下熔化成液态,形成熔池。
熔池中的金属原子获得足够的能量,摆脱束缚,成为自由原子。
2. 扩散过程:在高温下,金属原子在熔池中扩散,使熔池中的原子分布均匀。
3. 结晶过程:当熔池冷却时,金属原子重新结合成固体金属,完成结晶过程。
金属熔焊的优点包括:
1. 连接强度高:由于金属在熔焊过程中完全融合,连接强度高。
2. 适用范围广:金属熔焊适用于各种金属材料,包括钢铁、有色金属等。
3. 操作简便:金属熔焊操作简单,易于掌握。
需要注意的是,金属熔焊过程中需要注意控制温度、时间、冷却速度等因素,以保证焊接质量。
同时,对于不同的金属材料和焊接要求,需要选择合适的焊接方法和工艺参数。
铝和铁怎样焊接最简便常用焊接方法及特点:一、什么是钎焊?钎焊是如何分类的?钎焊的接头形式有何特点?钎焊是利用熔点比母材低的金属作为钎料,加热后,钎料熔化,焊件不熔化,利用液态钎料润湿母材,填充接头间隙并与母材相互扩散,将焊件牢固的连接在一起。
根据钎料熔点的不同,将钎焊分为软钎焊和硬钎焊。
(1)软钎焊:软钎焊的钎料熔点低于450°C,接头强度较低(小于70 MPa)。
(2)硬钎焊:硬钎焊的钎料熔点高于450°C,接头强度较高(大于200 MPa)。
钎焊接头的承载能力与接头连接面大小有关。
因此,钎焊一般采用搭接接头和套件镶接,以弥补钎焊强度的不足。
二、电弧焊的分类有哪些,有什么优点?利用电弧作为热源的熔焊方法,称为电弧焊。
可分为手工电弧焊、埋弧自动焊和气体保护焊等三种。
手工自动焊的最大优点是设备简单,应用灵活、方便,适用面广,可焊接各种焊接位置和直缝、环缝及各种曲线焊缝。
尤其适用于操作不变的场合和短小焊缝的焊接;埋弧自动焊具有生产率高、焊缝质量好、劳动条件好等特点;气体保护焊具有保护效果好、电弧稳定、热量集中等特点。
三、焊条电弧焊时,低碳钢焊接接头的组成、各区域金属的组织与性能有何特点?(1)焊接接头由焊缝金属和热影响区组成。
1)焊缝金属:焊接加热时,焊缝处的温度在液相线以上,母材与填充金属形成共同熔池,冷凝后成为铸态组织。
在冷却过程中,液态金属自熔合区向焊缝的中心方向结晶,形成柱状晶组织。
由于焊条芯及药皮在焊接过程中具有合金化作用,焊缝金属的化学成分往往优于母材,只要焊条和焊接工艺参数选择合理,焊缝金属的强度一般不低于母材强度。
2)热影响区:在焊接过程中,焊缝两侧金属因焊接热作用而产生组织和性能变化的区域。
(2)低碳钢的热影响区分为熔合区、过热区、正火区和部分相变区。
1)熔合区位于焊缝与基本金属之间,部分金属焙化部分未熔,也称半熔化区。
加热温度约为1 490~1 530°C,此区成分及组织极不均匀,强度下降,塑性很差,是产生裂纹及局部脆性破坏的发源地。
1手弧焊手弧焊是各种电弧焊方法中发展最早、目前仍然应用最广的一种焊接方法。
它是以外部涂有涂料的焊条作电极和填充金属,电弧是在焊条的端部和被焊工件表面之间燃烧。
涂料在电弧热作用下一方面可以产生气体以保护电弧,另一方面可以产生熔渣覆盖在熔池表面,防止熔化金属与周围气体的相互作用。
熔渣的更重要作用是与熔化金属产生物理化学反应或添加合金元素,改善焊缝金属性能。
手弧焊设备简单、轻便,操作灵活。
可以应用于维修及装配中的短缝的焊接,特别是可以用于难以达到的部位的焊接。
手弧焊配用相应的焊条可适用于大多数工业用碳钢、不锈钢、铸铁、铜、铝、镍及其合金。
2钨极气体保护电弧焊这是一种不熔化极气体保护电弧焊,是利用钨极和工件之间的电弧使金属熔化而形成焊缝的。
焊接过程中钨极不熔化,只起电极的作用。
同时由焊炬的喷嘴送进氩气或氦气作保护。
还可根据需要另外添加金属。
(在国际上通称为TIG 焊)。
钨极气体保护电弧焊由于能很好地控制热输入,所以它是连接薄板金属和打底焊的一种极好方法。
这种方法几乎可以用于所有金属的连接,尤其适用于焊接铝、镁这些能形成难熔氧化物的金属以及象钛和锆这些活泼金属。
这种焊接方法的焊缝质量高,但与其它电弧焊相比,其焊接速度较慢。
3熔化极气体保护电弧焊这种焊接方法是利用连续送进的焊丝与工件之间燃烧的电弧作热源,由焊炬喷嘴喷出的气体保护电弧来进行焊接的。
熔化极气体保护电弧焊通常用的保护气体有:氩气、氦气、CO2气或这些气体的混合气。
以氩气或氦气为保护气时称为熔化极惰性气体保护电弧焊(在国际上简称为MIG焊)。
以惰性气体与氧化性气体(O2,CO2)混合气为保护气体时,或以CO2气体或CO2+O2混合气为保护气时,或以CO2气体或CO2+O2混合气为保护气时,统称为熔化极活性气体保护电弧焊(在国际上简称为MAG焊)。
熔化极气体保护电弧焊的主要优点是可以方便地进行各种位置的焊接,同时也具有焊接速度较快、熔敷率高等优点。
熔化极活性气体保护电弧焊可适用于大部分主要金属,包括碳钢、合金钢。