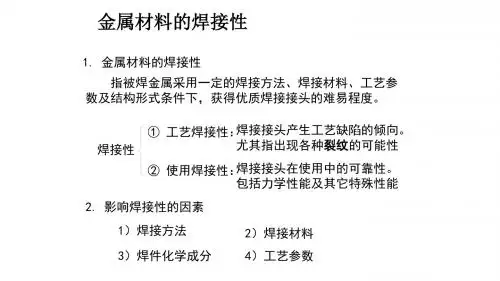
常用有色金属的焊接
- 格式:pptx
- 大小:1.17 MB
- 文档页数:58
有色金属焊接方法有色金属焊接是指对铜、铝、镍、钛等非铁基金属的焊接过程。
由于这些金属的熔点低、导热性能好、导电性能好以及韧性强等特点,使得它们成为各种工业领域中广泛应用的材料。
下面将详细介绍一些常见的有色金属焊接方法。
1. 焊锡焊接:焊锡焊接主要适用于铜及铜合金的焊接。
该方法通过在焊缝上焊锡来完成焊接过程。
焊锡具有低的熔点,使得在加热的过程中只需受热区域达到焊锡的熔点即可保证焊接质量。
这种方法适用于很多领域,如电子器件、仪器仪表、管道等。
2. 氩弧焊接:氩弧焊接适用于铝及其合金的焊接。
氩气在该焊接方法中起到保护焊缝的作用,以防止氧化。
在焊接过程中,电弧通过铝焊丝,并在氩气的保护下使焊丝熔化,然后与基材达到焊接温度,形成焊缝。
这种方法适用于飞机、汽车、船舶等航空航天工业和交通工具制造业。
3. 电阻焊接:电阻焊接适用于铜、铝等金属的焊接。
该方法利用电流通过工件引起局部加热,使两个工件达到熔点而完成焊接过程。
这种方法能够在短时间内实现快速焊接,适用于各种金属材料的焊接,如汽车制造、管道安装等。
4. 慢速电弧焊接:慢速电弧焊接适用于钛及其合金的焊接。
由于钛的反应性较强,容易氧化,所以在焊接过程中需要使用惰性气体来保护焊缝。
电弧的温度可达到5000摄氏度,因此在焊接过程中需要较高的焊接能量。
这种方法适用于航空航天工业和化工工业中的钛材料焊接。
5. 气体焊接:气体焊接适用于铜、铝、镍等金属的焊接。
气体焊接主要包括氩气焊接、氢气焊接和二氧化碳焊接等。
其中,氩气焊接适用于非铁基金属及其合金的焊接,氢气焊接适用于高温合金的焊接,二氧化碳焊接适用于低碳钢等的焊接。
这种方法适用于船舶、汽车制造、建筑等各个领域。
总结起来,有色金属焊接方法有很多种,每种方法都有其适用的金属与焊接需求。
在选择合适的焊接方法时,需要根据具体的材料和焊接要求进行综合考虑。
同时,焊接操作和焊接设备的选择也是影响焊接质量的重要因素,需要严格遵循相关的操作规程和标准,确保焊接质量。
《金属材料焊接》课程标准一、课程定位《金属材料焊接》是焊接技术及自动化专业的核心专业课程。
该课程是焊接技术及自动化专业的必修科目,前期知识包括金属材料与热处理等专业基础课,后期是金属材料的焊接操作方法等专业课程。
本课程主要是对各种金属材料的分类与性能进行介绍,然后分析其焊接性,通过分析焊接性再制定各种焊接方法与焊接工艺。
最后要达到能够对各种金属材料选择焊接方法,制定焊接工艺,特别是不同的金属材料在选择焊接工艺过程中的差异。
二、课程目标通过《金属材料焊接》课程的学习,使学生具备对各种不同的金属材料焊接工艺进行合理的选择与制定的基本知识,为学习掌握和提高专业知识和职业技能打下基础。
1.知识目标(1)理解金属焊接性的基本概念与内容,以及理解影响金属焊接性的四大因素,特别是各个因素的主要内容,掌握金属焊接性的各个实验方法。
(2)掌握非合金钢(碳钢)焊接性的分析方法,焊条电弧焊、埋弧焊、熔化极与非熔化极气体保护焊等焊接方法的焊接工艺的制定。
(3)掌握低合金高强度钢焊接性的分析方法,焊条电弧焊、埋弧焊、熔化极与非熔化极气体保护焊等焊接方法的焊接工艺的制定。
(4)掌握低合金特殊用钢焊接性的分析方法,焊条电弧焊、埋弧焊、熔化极与非熔化极气体保护焊等焊接方法的焊接工艺的制定。
(5)掌握不锈钢焊接性的分析方法,焊条电弧焊、埋弧焊、熔化极与非熔化极气体保护焊等焊接方法的焊接工艺的制定。
(6)掌握铸铁焊接性的分析方法,焊条电弧焊、埋弧焊、熔化极与非熔化极气体保护焊等焊接方法的焊接工艺的制定。
(7)掌握有色金属焊接性的分析方法,焊条电弧焊、埋弧焊、熔化极与非熔化极气体保护焊等焊接方法的焊接工艺的制定。
(8)掌握异种金属焊接性的分析方法,焊条电弧焊、埋弧焊、熔化极与非熔化极气体保护焊等焊接方法的焊接工艺的制定。
(9)掌握堆焊焊接性的分析方法,焊条电弧焊、埋弧焊、熔化极与非熔化极气体保护焊等焊接方法的焊接工艺的制定。
(10)掌握新型金属材料焊接性的分析方法,焊条电弧焊、埋弧焊、熔化极与非熔化极气体保护焊等焊接方法的焊接工艺的制定。

金材焊接材料
金材焊接材料有很多种,具体选择哪种需要根据实际需求和条件来决定。
以下是一些常见的金材焊接材料:
1. 金锡合金:金锡合金是一种常用的金属焊接材料,主要成分是金、银和锡。
这种材料具有良好的耐腐蚀性、韧性和延展性,流动性好,可以用于焊接黄金饰品等。
2. 银钎料:以银为主体,具有良好的导电性和导热性,常用于黄金饰品的焊接。
焊接后连接处可有效防止氧化和变色,对金属的机械性能影响较小。
3. 氢氧化钠:一种实用的化学品,也可作为黄金饰品焊接时的辅助材料。
使用时需要将黄金饰品连接处刷上一层氢氧化钠,然后在焊接处进行加热。
优点是操作简单,可以保证连接处的稳定性和美观度。
4. 黄金焊料:主要由含金量较高的黄金、银和铜组成,能够与黄金饰品完美融合,并具有良好的光泽和韧性。
使用时需注意掌握适当的焊接温度,避免黄金的蒸发。
5. 铂金焊料:由铂金、钯和银组成,具有高的耐磨性和耐高温性能,在黄金饰品焊接中也被广泛使用。
但因为含铂金量高,价格相对黄金焊料更加昂贵。
此外,还有铜、镍、铝等有色金属焊料,可以与黄金饰品很好地融合,但会对黄金的颜色产生影响。
以上内容仅供参考,如需更多信息,建议查阅相关文献或咨询材料学专家。
有色金属焊接方法
有色金属焊接方法主要包括以下几种:
1. 熔化焊:根据有色金属的特性,选择适当的焊接材料,通过熔化使焊材与工件接触表面结合,常用的熔化焊方法包括电弧焊、气焊、激光焊等。
2. 压力焊:通过施加压力使焊件接触表面产生塑性流动,并将焊件压接在一起,常用的压力焊方法包括冷压焊、热压焊、摩擦焊等。
3. 铺层焊:将焊材铺在基材表面,通过加热或压力使焊材与基材融合,常用的铺层焊方法包括溶射、蒸镀等。
4. 点焊:通过电流传递产生瞬时高温,使焊接部位融化并形成焊点,常用于薄板金属焊接。
5. 预焊:先将焊件预热至一定温度,再施加外力使焊件结合,常用于高温金属焊接。
需要根据具体的有色金属材料和焊接要求来选择适当的焊接方法。
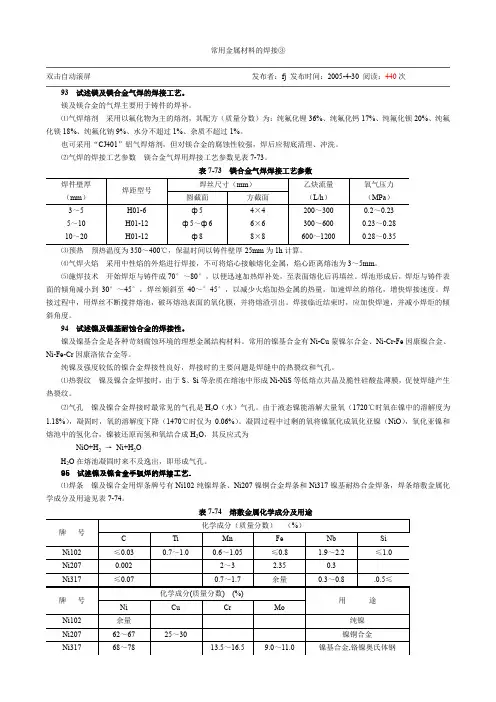
常用金属材料的焊接③双击自动滚屏发布者:fj 发布时间:2005-4-30 阅读:440次93 试述镁及镁合金气焊的焊接工艺。
镁及镁合金的气焊主要用于铸件的焊补。
⑴气焊熔剂采用以氟化物为主的熔剂,其配方(质量分数)为:纯氟化锂36%、纯氟化钙17%、纯氟化钡20%、纯氟化镁18%、纯氟化钠9%、水分不超过1%、杂质不超过1%。
也可采用“CJ401”铝气焊熔剂,但对镁合金的腐蚀性较强,焊后应彻底清理、冲洗。
⑵气焊的焊接工艺参数镁合金气焊用焊接工艺参数见表7-73。
表7-73 镁合金气焊焊接工艺参数⑶预热预热温度为350~400℃,保温时间以铸件壁厚25mm为1h计算。
⑷气焊火焰采用中性焰的外焰进行焊接,不可将焰心接触熔化金属,焰心距离熔池为3~5mm。
⑸施焊技术开始焊炬与铸件成70°~80°,以便迅速加热焊补处,至表面熔化后再填丝。
焊池形成后,焊炬与铸件表面的倾角减小到30°~45°,焊丝倾斜至40~°45°,以减少火焰加热金属的热量,加速焊丝的熔化,增快焊接速度。
焊接过程中,用焊丝不断搅拌熔池,破坏熔池表面的氧化膜,并将熔渣引出。
焊接临近结束时,应加快焊速,并减小焊炬的倾斜角度。
94 试述镍及镍基耐蚀合金的焊接性。
镍及镍基合金是各种苛刻腐蚀环境的理想金属结构材料。
常用的镍基合金有Ni-Cu蒙镍尔合金、Ni-Cr-Fe因康镍合金、Ni-Fe-Cr因康洛依合金等。
纯镍及强度较低的镍合金焊接性良好,焊接时的主要问题是焊缝中的热裂纹和气孔。
⑴热裂纹镍及镍合金焊接时,由于S、Si等杂质在熔池中形成Ni-NiS等低熔点共晶及脆性硅酸盐薄膜,促使焊缝产生热裂纹。
⑵气孔镍及镍合金焊接时最常见的气孔是H2O(水)气孔。
由于液态镍能溶解大量氧(1720℃时氧在镍中的溶解度为1.18%),凝固时,氧的溶解度下降(1470℃时仅为0.06%)。
凝固过程中过剩的氧将镍氧化成氧化亚镍(NiO),氧化亚镍和熔池中的氢化合,镍被还原而氢和氧结合成H2O,其反应式为NiO+H2→Ni+H2OH2O在熔池凝固时来不及逸出,即形成气孔。
锡银铜合金焊料
锡银铜合金焊料是一种常用于电子器件焊接的合金材料,由锡、银和铜组成。
它具有优异的导电性、导热性和耐腐蚀性能,能够提供可靠的焊接连接。
锡银铜合金焊料的优点包括:
1. 良好的导电性和导热性:锡银铜合金焊料中的银和铜元素可以提高焊料的导电性和导热性,使得焊接接头具有更好的电气性能。
2. 优异的耐腐蚀性能:锡银铜合金焊料中的锡和铜元素可以形成一种稳定的氧化膜,保护焊接接头不受腐蚀的影响。
3. 容易加工和成型:锡银铜合金焊料具有良好的可塑性和流动性,可以通过各种工艺方法进行加工和成型。
4. 低成本:相对于其他类型的焊料,锡银铜合金焊料的成本较低,因此在大规模生产中得到了广泛的应用。
锡银铜合金焊料的缺点包括:
1. 强度较低:由于锡银铜合金焊料中含有较多的有色金属元素,
其强度相对较低,容易发生变形或断裂。
2. 对某些材料的焊接适应性较差:锡银铜合金焊料对某些材料的焊接适应性较差,需要进行特殊处理才能获得良好的焊接效果。


MIG焊、MAG焊和CO2气保焊及其适用原则作为焊接人员,我们在职称答辩或者专业面试时经常面对如下问题,介绍一下MIG焊和MAG焊及应用,或介绍MAG焊和C02气保焊及应用。
大多时候我们是能够说出个大体概念,但具体到应用或者想稍微延伸时就紧张停顿,甚至部分专业人员分不清MAG焊和C02气保焊,而这两种焊接方法在公司实际应用中最为广泛。
今天我们来详细说明一下这三种焊接方式,也是我们焊接人员必须知道的基本知识之一。
先说基本定义,只有了解和对比其定义,我们才容易理解区分和记忆,三种焊接方式对比定义如下:(1)MIG焊熔化极惰性气体保护焊,英文:Meta1Inert-gaswe1ding o使用熔化电极,以外加惰性气体(Ar或He)作为电弧介质,并保护金属熔滴、焊接熔池和焊接区高温金属的电弧焊方法,称为熔化极惰性气体保护焊,简称MIG焊。
(2)MAG焊:熔化极活性气体保护焊,英文:Meta1ActiveGasArcWe1ding o使用熔化电极,以外加混合气体(惰性气体主要是氮气中加入少量的氧化性气体)作为电弧介质,并保护金属熔滴、焊接熔池和焊接区高温金属的电弧焊方法,称为熔化极活性气体保护焊,简称MIG焊。
氧化性气体主要是氧气,二氧化碳或其混合气体,我国常用的是80%Ar+20%C02或者90%Ar+10%C02的混合气体。
由于混合气体中氨气占的比例较大,故常称为富氮混合气体保护焊。
当然只要是熔化电极,不管氧化活性气体含量有多少,只要含有氧化活性气体都是MAG焊,而不能称为MIG焊。
(3)CO2气保焊:二氧化碳气体保护焊,英文:CarbonDioxideArcWe1ding o使用熔化电极,以外加C02气体作为电弧介质,并保护金属熔滴、焊接熔池和焊接区高温金属的电弧焊方法,称为二氧化碳气体保护焊,简称C02焊。
通过以上定义对比,明显能将三种方式说清并区分出来:三种方法都属于电弧焊,都是熔化电极,主要区别是电弧的气体介质不同,保护气体全部惰性气体的叫MIG焊,保护气体全部是二氧化碳的是Co2气保焊,保护气体是惰性气体和活性气体混合体的是MAG焊。