焊接冶金学有色金属的焊接
- 格式:ppt
- 大小:1.14 MB
- 文档页数:56
有色金属焊接方法有色金属焊接是指对铜、铝、镍、钛等非铁基金属的焊接过程。
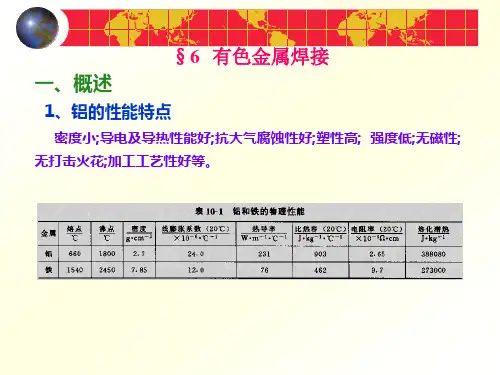
由于这些金属的熔点低、导热性能好、导电性能好以及韧性强等特点,使得它们成为各种工业领域中广泛应用的材料。
下面将详细介绍一些常见的有色金属焊接方法。
1. 焊锡焊接:焊锡焊接主要适用于铜及铜合金的焊接。
该方法通过在焊缝上焊锡来完成焊接过程。
焊锡具有低的熔点,使得在加热的过程中只需受热区域达到焊锡的熔点即可保证焊接质量。
这种方法适用于很多领域,如电子器件、仪器仪表、管道等。
2. 氩弧焊接:氩弧焊接适用于铝及其合金的焊接。
氩气在该焊接方法中起到保护焊缝的作用,以防止氧化。
在焊接过程中,电弧通过铝焊丝,并在氩气的保护下使焊丝熔化,然后与基材达到焊接温度,形成焊缝。
这种方法适用于飞机、汽车、船舶等航空航天工业和交通工具制造业。
3. 电阻焊接:电阻焊接适用于铜、铝等金属的焊接。
该方法利用电流通过工件引起局部加热,使两个工件达到熔点而完成焊接过程。
这种方法能够在短时间内实现快速焊接,适用于各种金属材料的焊接,如汽车制造、管道安装等。
4. 慢速电弧焊接:慢速电弧焊接适用于钛及其合金的焊接。
由于钛的反应性较强,容易氧化,所以在焊接过程中需要使用惰性气体来保护焊缝。
电弧的温度可达到5000摄氏度,因此在焊接过程中需要较高的焊接能量。
这种方法适用于航空航天工业和化工工业中的钛材料焊接。
5. 气体焊接:气体焊接适用于铜、铝、镍等金属的焊接。
气体焊接主要包括氩气焊接、氢气焊接和二氧化碳焊接等。
其中,氩气焊接适用于非铁基金属及其合金的焊接,氢气焊接适用于高温合金的焊接,二氧化碳焊接适用于低碳钢等的焊接。
这种方法适用于船舶、汽车制造、建筑等各个领域。
总结起来,有色金属焊接方法有很多种,每种方法都有其适用的金属与焊接需求。
在选择合适的焊接方法时,需要根据具体的材料和焊接要求进行综合考虑。
同时,焊接操作和焊接设备的选择也是影响焊接质量的重要因素,需要严格遵循相关的操作规程和标准,确保焊接质量。

有色金属焊接方法
有色金属焊接方法主要包括以下几种:
1. 熔化焊:根据有色金属的特性,选择适当的焊接材料,通过熔化使焊材与工件接触表面结合,常用的熔化焊方法包括电弧焊、气焊、激光焊等。
2. 压力焊:通过施加压力使焊件接触表面产生塑性流动,并将焊件压接在一起,常用的压力焊方法包括冷压焊、热压焊、摩擦焊等。
3. 铺层焊:将焊材铺在基材表面,通过加热或压力使焊材与基材融合,常用的铺层焊方法包括溶射、蒸镀等。
4. 点焊:通过电流传递产生瞬时高温,使焊接部位融化并形成焊点,常用于薄板金属焊接。
5. 预焊:先将焊件预热至一定温度,再施加外力使焊件结合,常用于高温金属焊接。
需要根据具体的有色金属材料和焊接要求来选择适当的焊接方法。

有色金属的焊接(讲义)笫一章:铜及铜合金的焊接一、铜及铜合金的性能:良好的导电、导热、耐蚀性(除氧化性的酸外);良好的冷热加工性和较高的强度;纯铜(T1~T4)1、紫铜(Cu≥%)TU1~TU2—用于电子真空元件无氧铜TUP-焊接用材TUmm-用于电子真空元件压力加工黄铜:H6八、H6二、HPb59-一、HMn58-二、2、黄铜 HSi80-3等铸造黄铜: ZHAlFeMn66-6-3-二、ZHMn58-2-二、ZHMnFe55-6-3、ZHSi80-3二、铜及铜合金压力加工青铜:、QAl9-二、、QSi3-1的分类:3、青铜铸造青铜:ZQSnP10-一、ZQSnZnPb6-6-3ZQAlMn9-2、ZQAlFe9-4锡青铜:铝青铜:QAl-2、QAl19-2、QAl19-4、QAl4-9硅青铜:QSi3-1B104、白铜B30三、铜及铜合金的焊接性:1、焊接缺点:①未焊透及未熔合—导热性好所致。
应采用能量集中、大功率的热源及预热方式来减少未焊透和未熔合。
②变形大—线膨胀系数大热影响区宽所致。
③应力大—拘束及刚度所致。
④热裂纹A、共晶物熔点低于铜的熔点;Cu的熔点:1083℃;CuO2的熔点:1060℃;Cu+Pb共晶熔点:270℃;Cu+Bi共晶熔点:270℃;CuS共晶熔点:1067℃;B、上述物质散布在枝状晶间或晶界处→热脆性C、应力作用;D、A+B+C共存→热裂纹。
处置方式:控制O(<%);S(<%);Pb(<%);Bi(<%)。
⑤气孔H2—溶解度随温度下降而突变;O2、CO2、H2—熔池来不及凝固而残余;⑥接头的塑性、导电性及耐腐性—发生在焊缝、热影响区。
产生原因:A、热循环后→晶粒粗大;B、晶界面上存在低熔点共晶物→塑、韧性下降;C、Mn、Si元素(脱氧)、杂质、合金元素的加入→导电性下降;D、Zn、Ni、Al元素(耐腐)受热下降→烧损和蒸发。
⑦其它无相变。
σs、δ、αK下降→必需进行低温预热;元素烧损→能见度下降、自身健康受影响。