003 工艺查证记录
- 格式:doc
- 大小:49.00 KB
- 文档页数:1
标准工艺专项检查记录
编辑整理:
尊敬的读者朋友们:
这里是精品文档编辑中心,本文档内容是由我和我的同事精心编辑整理后发布的,发布之前我们对文中内容进行仔细校对,但是难免会有疏漏的地方,但是任然希望(标准工艺专项检查记录)的内容能够给您的工作和学习带来便利。
同时也真诚的希望收到您的建议和反馈,这将是我们进步的源泉,前进的动力。
本文可编辑可修改,如果觉得对您有帮助请收藏以便随时查阅,最后祝您生活愉快业绩进步,以下为标准工艺专项检查记录的全部内容。
监理“标准工艺”检查记录表
监理“标准工艺”检查记录表
监理“标准工艺”检查记录表
浙江电力建设监理公司
浙江电力建设监理限公司
浙江电力建设监理有限公司
浙江电力建设监理有限公司
浙江电力建设监理有限公司
编号:。
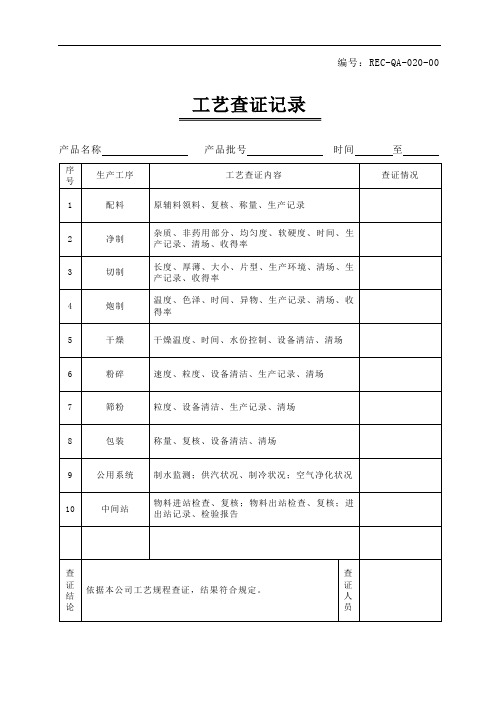

3见证记录试验表3第一篇:3见证记录试验表3见证记录试验表3编号:工程名称:取样部位:取样地点:取样日期:见证记录:样品名称:取样数量:代表数量:质保书编号:取样方法:委托检测项目:有见证取样和送检印章:取样人签字:见证人签字:填制本记录日期:年月日第二篇:C08,,,,,重型击实试验记录表C08重型击实试验记录表编号:工程名称合同段施工单位使用部位使用范围取样地点试验日期监理单位试验规程试样类别水泥剂量% 试筒体积cm3击锤重kg 落距cm 超尺寸颗粒粒径及含量(%)击实方法击实层数每层击数试验序号 1 2 3 4 5 6 干密度加水量(g)筒+土重(g)筒重(g)湿土重(g)湿密度(g/cm 3)干密度(g/cm 3)含水率盒号盒+湿土重(g)盒+干土重(g)盒质量(g)水重(g)干土重(g)含水率(%)平均含水率(%)最佳含水率(%)最大干密度(g/cm 3)超尺寸颗粒毛体积比重(g/cm3)超尺寸颗粒吸水率(%)修正后最大干密度(g/cm3)修正后最佳含水率(%)自检意见监理意见试验:复核:试验负责人:第三篇:000(通用)试验记录黔张常铁路(通用)试验记录委托单位委托编号工程名称记录编号施工部位样品编号样品产地代表数量规格种类试验日期仪器设备及环境条件仪器设备名称型号管理编号示值范围分辨力温度(℃)相对湿度(%)样品状态描述采用标准附注:试验计算复核表号:铁建试录 000 标准代号:Q/CR 9205-2015第四篇:试验记录XX单位试验记录本项目:XXXXX研发中心试验记录本是用来记录试验想法、试验过程和试验结果的日志,请用心记录和保存。
试验日期:_______________________试验项目:______________________ 试验地点:_______________________试验人员:______________________ 试验名称:___________________________________________________________ 试验目的:___________________________________________________________ 试验计划:____________________________________________________________________ ____________________________________________________________________ ____________________________________________________________________ ________________________________ 参考文献:___________________________________________________________ ______________________________________________________________________________________________________________________试验物料:____________________________________________________________________ __________________________________________________ 试验设备:____________________________________________________________________ __________________________________________________ 试验规范:____________________________________________________________________ __________________________________________________ 试验过程:____________________________________________________________________ ____________________________________________________________________ ____________________________________________________________________ ____________________________________________________________________ __________________________________________________________________________________________________________________________________________________ ____________________________________________________________________ ____________________________________________________________________ __________________________________________________________________________________________________________________________________________________________________________________________________________________________ ____________________________________________________________________ ________________________________________________________________________________________________________________________________________________________________________ ____________________________________________________________________ ____________________________________________________________________ _______________________________________________________________________________________________________________________________________________________________ ____________________________________________________________________ ____________________________________________________________________ _______________________________________________________________________________________________________________________________________________________________ ____________________________________________________________________ ____________________________________________________________________ ____________________________________ 结果分析:____________________________________________________________________ ____________________________________________________________________ ____________________________________________________________________ ________________________________ 后期设想:____________________________________________________________________ ____________________________________________________________________ ____________________________________________________________________ ________________________________ 相关文档:____________________________________________________________________ ____________________________________________________________________ _________________________________________第五篇:试验记录管理目的规范公司一般性的技术开发试验进行有效控制及管理。

“三检制”检查验收记录表(总14页)--本页仅作为文档封面,使用时请直接删除即可----内页可以根据需求调整合适字体及大小--“三检制”检查验收记录表表格编号: TJ07-001项目名称:**项目编号:分项工程名称:主塔桩基础开挖检检验部位:自检结果及处理意见:锁口施工质量及高度满足要求:是□否□护壁混凝土厚度、质量满足要求:是□否□开挖成孔良好无欠挖:是□否□垂直度满足要求:是□否□孔径、孔深满足要求:是□否□孔内渗水描述:无□湿渍□渗水□滴水□涌水□基底清理情况描述:清理彻底,无虚渣□虚渣较厚,需处理□处理意见描述:班组长:日期:互检结果及处理意见:桩基成孔质量能否满足下道工序施工:是□否□如不能,注明处理意见:下道工序班组长:日期:现场技术负责人:日期:现场施工负责人:日期:专检结果与处理意见:桩基成孔质量能否满足下道工序施工:是□否□如不能,注明处理意见:质检工程师:日期:备注说明:1.本表必须认真填写,各道工序“三检”验收合格后方可进入下一步施工,内容写不下或影像资料可附页;2.本表一式四份,班组、现场施工负责人、现场技术负责人、质检工程师各一份。
“三检制”检查验收记录表表格编号: TJ07-002项目名称:**项目编号:分项工程名称:主塔桩基础钢筋加工及安装检检验部位:自检结果及处理意见:钢筋数量、长度、间距满足要求:是□否□钢筋笼直径、线性满足要求:是□否□钢筋连接质量满足要求:是□否□钢筋连接接头同一截面数量少于50%:是□否□箍筋绑扎质量及间距满足要求:是□否□钢筋笼吊环质量满足要求;是□否□声测管安装情况描述:安装稳固,密封完好□安装及密封需处理□处理意见描述:班组长:日期:互检结果及处理意见:钢筋笼加工质量能否满足下道工序施工:是□否□如不能,注明处理意见:下道工序班组长:日期:现场技术负责人:日期:现场施工负责人:日期:专检结果与处理意见:钢筋笼加工质量能否满足下道工序施工:是□否□如不能,注明处理意见:质检工程师:日期:备注说明:1.本表必须认真填写,各道工序“三检”验收合格后方可进入下一步施工,内容写不下或影像资料可附页;2.本表一式四份,班组、现场施工负责人、现场技术负责人、质检工程师各一份。
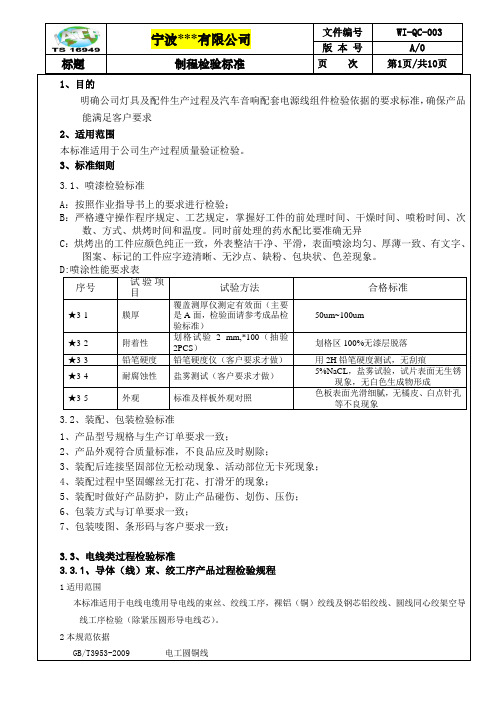
1、目的明确公司灯具及配件生产过程及汽车音响配套电源线组件检验依据的要求标准,确保产品能满足客户要求2、适用范围本标准适用于公司生产过程质量验证检验。
3、标准细则3.1、喷漆检验标准A:按照作业指导书上的要求进行检验;B:严格遵守操作程序规定、工艺规定,掌握好工件的前处理时间、干燥时间、喷粉时间、次数、方式、烘烤时间和温度。
同时前处理的药水配比要准确无异C:烘烤出的工件应颜色纯正一致,外表整洁干净、平滑,表面喷涂均匀、厚薄一致、有文字、图案、标记的工件应字迹清晰、无沙点、缺粉、包块状、色差现象。
D:喷涂性能要求表序号试验项目试验方法合格标准★3-1 膜厚覆盖测厚仪测定有效面(主要是A面,检验面请参考成品检验标准)50um~100um★3-2 附着性划格试验 2 mm,*100(抽验2PCS)划格区100%无漆层脱落★3-3 铅笔硬度铅笔硬度仪(客户要求才做)用2H铅笔硬度测试,无刮痕★3-4 耐腐蚀性盐雾测试(客户要求才做)5%NaCL,盐雾试验,试片表面无生锈现象,无白色生成物形成★3-5 外观标准及样板外观对照色板表面光滑细腻,无橘皮、白点针孔等不良现象3.2、装配、包装检验标准1、产品型号规格与生产订单要求一致;2、产品外观符合质量标准,不良品应及时剔除;3、装配后连接坚固部位无松动现象、活动部位无卡死现象;4、装配过程中坚固螺丝无打花、打滑牙的现象;5、装配时做好产品防护,防止产品碰伤、划伤、压伤;6、包装方式与订单要求一致;7、包装唛图、条形码与客户要求一致;3.3、电线类过程检验标准3.3.1、导体(线)束、绞工序产品过程检验规程1适用范围本标准适用于电线电缆用导电线的束丝、绞线工序,裸铝(铜)绞线及钢芯铝绞线、圆线同心绞架空导线工序检验(除紧压圆形导电线芯)。
2本规范依据GB/T3953-2009 电工圆铜线GB/T3955-2008 电工圆铝线GB/T1179-2008 铝绞线及钢芯铝绞线GB/T1179-2008 圆线同心绞架空导线GB/T3956-2008 电缆的导体3质量要求3.1束、绞前后的圆铜线外径,应符合相关产品工艺卡片及导体丝径检验规范的规定。

1、仓库送请验单。
1.1 原辅料进公司后入原辅料库中转区,黄色绳围栏。
1.2 中转库保管员验收后填写请验单(应包括品名、批号、规格、数量、产地、时间等)。
1.3 如为进口原料应附有卫生部授权的药品检验所的检验合格报告书,原厂家的报告书。
国产原料附生产厂家的检验报告书。
2、取样:按原辅料取样操作程序。
3、化验3.1 化验人员收到请验单及样品,应及时核对(样品、检验目的)无误后再进行化验。
3.2 按化验品种的编号或品名选定化验方法。
准备好化验需要的仪器、试液、标准药液及其它必需品。
如果规定了化验周期,就应在规定期限内完成化验。
3.3 严格按规定的化验标准进行操作,不得修改化验方法。
如果化验方法有问题,应通知QC主管,但未经QC主管允许,不得对化验方法做任何更改。
化验方法有问题时,应通知QC 主管使其得以解决。
3.4 在需较长时间使用仪器(如HPLC或紫外分光光度仪)时,可将一签有姓名的“仪器正在使用”的标签挂在仪器上。
待仪器使用完毕后,及时取下,并填写使用记录。
应按相应的 SOP 检查并校核仪器。
定期校核记录装置,只有在其正常运行时才能使用仪器。
如果仪器不正常,使用人应及时挂上“请勿使用”的标签,直到问题解决为止。
3.5 除含量一项需做两份平行化验外,其它检测项目通常做一份即可。
如果平行化验数据超出方法中规定的误差要求(但在合格限内),应通知质量部负责人。
一般情况下需要再做一次化验(也即无法判断误差原因时需做的再次化验)。
3.6 化验完毕后应及时清理使用过的仪器,以备下一个化验员使用。
所有的玻璃器具都应在使用后冲洗掉实验样品,以免样品干燥后难以清洗,然后清洗。
对易挥发物品进行处理和化验时,应在通风厨内进行。
应使用适当的方法处理挥发和有毒物品。
3.7 样品化验结束后,化验员应填写化验报告,报告应由QA主管审核。
如果样品符合规定,就在化验单上加盖合格章批准,如不批准,则加盖不合格章。
如遇不合格项目,操作者应复验原样品,并将复验结果通知质检负责人。
QA●.01●体系文件(管理与操作)的管理●附码●审核●归档●《文件管理台账(SR-WJ-001)》●发放●《文件、记录发放记录(SR-WJ-002)》●回收●《文件回收、销毁记录(SR-WJ-003)》●销毁●《文件回收、销毁记录(SR-WJ-003)》●相关审批登记台账●《文件新建、修订申请批准记录(SR-WJ-013)》●配合各部门需要调阅复印●《档案文件借阅记录(SR-WJ-004)》●培训管理●入职、转岗法规体系培训●年度培训计划与实施●《年度培训计划表(SR-JR-004)》●《员工入职、转岗培训计划(SR-JR-005)》●《个人培训记录(SR-JR-007)》●《培训实施记录(SR-JR-012)》●培训效果评估●自检方案记录与报告●《年度自检通知》●《自检计划表(SR-ZL-115)》●《签到表首末次会议(SR-JR-010)》●《自检记录》●《自检报告(SR-ZL-114)》●召回方案记录与报告●《召回产品接收记录(SR-XS-006)》●《产品召回通知单(SR-XS-007)》●《产品召回记录(SR-XS-009)》●《召回计划表(SR-XS-013)》●《产品召回报告(SR-XS-014)》●年度文件●验证总计划●《年度验证总计划(SR-YZ-006)》●质量回顾●《质量回顾登记表(SR-ZL-040)》●《年度质量回顾记录(SR-ZL-108)》●质量风险评估●计算机化系统管理员●新建用户●冻结用户●确认与验证●确认与验证文件审核●变更审批●变更方案审核●变更评审●变更登记台账●《变更申请表(SR-ZL-032)》●《变更方案批准表(SR-ZL-033)》●《变更执行评审表(SR-ZL-034)》●《变更登记台账(SR-ZL-034)》●偏差(包含OOS)与CAPA●偏差(包含OOS)跟踪记录●偏差(包含OOS)处理台账●《OOS调查报告(SR-ZL-045)》●CAPA实施记录●《纠正和预防措施实施记录(SR-ZL-038)》●CAPA实施报告●《纠正和预防措施实施报告(SR-ZL-039)》●.02●资质评估●供应商审计●原料GSP公司●原料农户●原料其它●辅料●包材●记录●供应商质量体系审计项目●供应商审计结果通知书●合格供应商目录●客户审计●医院客户●GSP公司客户●药店客户●门诊客户●不合格品管理●不合格品通知●不合格证●不合格品处理记录●《不合格品通知单(SR-ZL-029)》●《不合格品处理申请单(SR-WL-018)》●《不和合格品销毁记录(SR-WL-009)》●《不合格品台账(SR-WL-019)》●标本室管理●台账管登记●问题标本更换●新标本增加●温湿度管理●相关记录见空白记录发放栏●设备记录复核●设备运行记录,设备清洁记录,设备巡检记录,设备维修养护记录,纯化水系统运行记录,纯化水系统电导率记录,纯化水不锈钢储罐、管道清洗、灭菌记录,压差检测记录,空调净化系统运行记录,消防设施安全检测记录,灭蝇灯检查、清理记录,紫外灯使用记录,臭氧消毒记录。
HAD003(04)核电厂质量保证记录制度安全导则 HAD003/04《核电厂质量保证记录制度》根据HAF003《核电厂质量保证安全规定》中提出的原则和目标,本导则专门叙述核电厂质量保证记录制度。
本导则共包括6章和1个附录,它们分别是:1.引言;2.记录制度的建立;3.记录分类;4.记录制度;5.贮存、保管和保卫;6.检查。
附录列出了记录内容及保存分类。
本安全导则对有关核电厂设计、制造、建造、调试和运行等方面记录的标识、收集、编索引、归档、贮存、保管和处理提出了要求和建议。
本导则不包括记录编写的细节,也不包括在质量保证大纲管理中如何使用记录制度。
1 引言记录是指为各种物项或服务的质量以及影响质量的各种活动提供客观证据的文件。
本章对下列方面作出了说明和规定。
《安全规定》要求每个核电厂必须按书面程序和指令建立和执行有关质量保证记录的编写、标识、收集、编索、贮存、保管及处理的制度。
有秩序地建立和保持质量保证记录制度是提供充分置信度的基础方法之一,该制度可以证明,对核电厂质量有影响的各项活动均已按规定要求完成,并已达到和保持所要求的质量。
质量保证记录的内容,从总体上说,至少包括下列方面:用于评价执行质量保证大纲有效性的现有基准;核电厂构筑物、系统和部件的设计、制造、建造、调试和运行的有关质量保证活动方面的历史资料,包括过去的故障模式及异常运行;有关产品或工作过程质量的定量和定性的资料签署完毕的质量计划;电厂设备运行日志和有关的资料;人员培训资格和资格授权等资料)。
在确定所要求记录的内容时,应对每一种记录的必要性进行仔细评价,以避免文件过于繁琐。
质量保证记录内容根据情况可包括以下内容:质量要求文件a、质量保证大纲文件;1b、设计准则;c、适用的法规和标准;d、设计资料交付程序;e、工作程序或细则;f、投标要求;g、采购技术要求;h、材料、零件和部件的标识体系;i、特殊过程控制程序;j、检查和试验计划;k、检查程序;l、标定程序;m、吊装、贮存和运输程序或细则;n、建造、调试和启动试验程序。
工艺验收检查记录一、背景在工业生产和工程项目中,工艺的合理性、准确性和稳定性对于产品质量和项目的顺利推进至关重要。
为了确保工艺符合相关标准和要求,保障生产过程的高效与安全,进行工艺验收检查是必不可少的环节。
本次工艺验收检查旨在对具体工艺名称进行全面、细致的评估,以确定其是否达到预期的质量和性能标准。
二、验收检查对象本次验收检查的对象为具体工艺项目名称,该工艺应用于具体产品或项目的生产制造过程中。
三、验收检查依据1、相关的国家标准和行业规范,如具体标准编号和名称。
2、企业内部制定的工艺文件和技术要求,包括工艺流程图、操作手册、质量控制标准等。
3、合同中规定的工艺性能指标和验收标准。
四、验收检查人员由以下人员组成验收检查小组:1、工艺专家专家姓名,具备丰富的工艺设计和实践经验。
2、质量管理人员管理人员姓名,熟悉质量管理体系和检验标准。
3、生产部门代表代表姓名,了解生产现场实际情况和操作流程。
五、验收检查内容及方法1、工艺文件审查检查工艺流程图的合理性和完整性,是否清晰地展示了生产流程中的各个环节和物料流向。
审核操作手册,查看操作步骤是否详细、准确,是否包含了安全注意事项和应急处理措施。
检查质量控制标准,确认检验项目、检验方法和合格判定准则是否明确。
2、现场设备与工装检查对生产设备进行检查,包括设备的型号、规格是否符合工艺要求,设备的运行状态是否良好,是否进行了定期维护和保养。
检查工装夹具的设计和制造质量,是否能够满足产品加工的精度要求,是否便于操作和更换。
3、原材料检验核对原材料的品种、规格和质量是否符合工艺要求,检查原材料的进货检验报告和质量证明文件。
对现场存放的原材料进行抽样检验,检测其物理性能、化学成分等指标。
4、生产过程检查观察生产现场的操作过程,检查操作人员是否按照工艺文件的要求进行操作,操作是否规范、熟练。
检查生产过程中的工艺参数控制情况,如温度、压力、时间等,是否在规定的范围内波动。
查看生产过程中的质量检验记录,了解产品的自检、互检和专检情况,是否存在不合格品及对不合格品的处理方式。