电气镀锌钢管套丝连接技术交底
- 格式:docx
- 大小:19.54 KB
- 文档页数:16
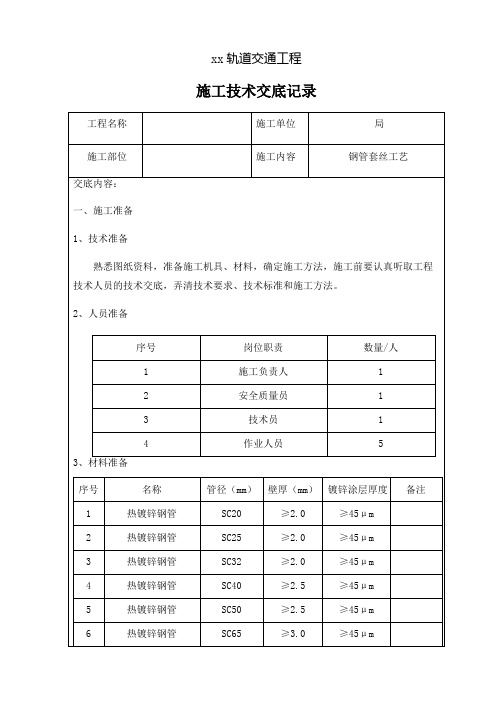
xx轨道交通工程施工技术交底记录
7 热镀锌钢管SC80 ≥3.0 ≥45μm
8 热镀锌钢管SC100 ≥3.0 ≥45μm
4、工器具准备
序号名称单位数量备注
1 套丝机台 1
2 角磨机台 2
3 切割机台 1
4 锉刀把 5
5 油漆刷子把10
6 卷尺把 2
7 记号笔支10
8 机械黄油桶10
9 防锈漆桶 5
10 银粉漆桶 5
二、施工工艺
1、工艺流程
钢管确定板牙选择套丝成品保护
2、操作工艺
1、钢管确定
套丝前,检查钢管是否符合标准,钢管是否完整、无凹陷、破损,管口是否平整、无翘脚、毛刺等;
确认钢管管径,以便后续选择合适的板牙;
用铅笔在钢管上画出套丝长度,套丝长度露出管箍2~3扣最佳。
2、板牙选择。

热镀锌钢管套丝技术交底xx 轨道交通工程录施工技术交底记工程名称施工单位局施工部位施工内容钢管套丝工艺交底内容:一、施工准备1、技术准备工程熟悉图纸资料,准备施工机具、材料,确定施工方法,施工前要认真听取技术人员的技术交底,弄清技术要求、技术标准和施工方法。
2、人员准备责数量/ 人序号岗位职1 施工负责人 12 安全质量员 13 技术员 14 作业人员5 3、材料准备备注厚度序号名称管径(mm)壁厚(mm)镀锌涂层1 热镀锌钢管SC20 ≥ 2.0 ≥45μm2 热镀锌钢管SC25 ≥ 2.0 ≥45μm3 热镀锌钢管SC32 ≥ 2.0 ≥45μm4 热镀锌钢管SC40 ≥ 2.5 ≥45μm5 热镀锌钢管SC50 ≥ 2.5 ≥45μm6 热镀锌钢管SC65 ≥ 3.0 ≥45μm7 热镀锌钢管SC80 ≥ 3.0 ≥45μm8 热镀锌钢管SC100 ≥ 3.0 ≥45μm4、工器具准备序号名称单位数量备注1 套丝机台 12 角磨机台 23 切割机台 14 锉刀把 55 油漆刷子把106 卷尺把 27 记号笔支108 机械黄油桶109 防锈漆桶 510 银粉漆桶 5二、施工工艺1、工艺流程钢管确定板牙选择套丝成品保护2、操作工艺1、钢管确定是否平套丝前,检查钢管是否符合标准,钢管是否完整、无凹陷、破损,管口整、无翘脚、毛刺等;确认钢管管径,以便后续选择合适的板牙;2~3扣最佳。
用铅笔在钢管上画出套丝长度,套丝长度露出管箍2、板牙选择根据管子的管径选择合适的板牙组。
(每组板牙上有两组数字,一组是板牙的规格,每支是一样的如:3/4,另一组是安装的顺序号如:1、2、3、4)。
3、套丝a、把板牙头从滑架上取下(掀起),松开手柄螺母,转动曲线盘,使曲线盘到刻度最大的位置。
b、将选好的板牙组按对应顺序号逐个装入板牙槽内,其锁紧缺口就会与曲线盘吻合,然后扳动曲线盘,使曲线盘上的刻度指示线与所需加工件的刻度尺对齐,拧紧手柄螺母,该板牙就正确定位,将板牙头扳起备用。
xx轨道交通工程施工技术交底记录
7 热镀锌钢管SC80 ≥3.0 ≥45μm
8 热镀锌钢管SC100 ≥3.0 ≥45μm
4、工器具准备
序号名称单位数量备注
1 套丝机台 1
2 角磨机台 2
3 切割机台 1
4 锉刀把 5
5 油漆刷子把10
6 卷尺把 2
7 记号笔支10
8 机械黄油桶10
9 防锈漆桶 5
10 银粉漆桶 5
二、施工工艺
1、工艺流程
钢管确定板牙选择套丝成品保护
2、操作工艺
1、钢管确定
套丝前,检查钢管是否符合标准,钢管是否完整、无凹陷、破损,管口是否平整、无翘脚、毛刺等;
确认钢管管径,以便后续选择合适的板牙;
用铅笔在钢管上画出套丝长度,套丝长度露出管箍2~3扣最佳。
2、板牙选择。

镀锌钢管丝接施工技术交底1、为确保本工程施工质量达到优良标准,施工班组在施工前必须树立“质量第一”思想,重视施工质量,认真熟悉图纸,了解施工规范,精心施工,增强“创建品牌工程,让顾客满意”的质量目标意识。
2、根据上级管理部门联合发布的关于禁止使用冷镀锌钢管的通知精神,本工程采用的镀锌钢管均为热镀锌钢管,在材料进入现场时,一定要仔细验看产品合格证、质保书,如有不符,坚决抵制,必须要选用合格准用的产品(材料)。
3、班组在施工前必须要熟悉图纸,按照设计要求,先画出管道走向透视详图,确定分段预制的管段方案。
根据建筑的实际尺寸,仔细量出每一分段管道的长度,逐段将管子和管件连接成管段。
4、在预制管段的过程中要注意:一根管段如同时有几个管件装在同一直线方向或各个不同方向时,预制后必须要仔细观察几个管件的中心线是否正确,认真校正、调直后方可安装。
5、钢管丝接后丝纹必须清楚,不得有毛刺或乱丝现象,断丝或缺口的丝纹不得大于丝牙扣数的10%o6、钢管套丝的丝纹要有一定的坡度,以随手能旋进2〜3牙为准。
丝扣连接的管件应按旋紧方向一次拧紧,不得倒回。
拧紧后的丝纹根部应有适当的外露丝尾,一般应出2〜3牙为宜,并清除干净剩余得填充物(白柒麻丝或生丝带),外露丝牙应及时涂刷防锈漆。
7、钢管安装应横平竖直,立管段每米垂直允许偏差应小于2mm,全长为5m以上允许的偏差应小于IOmm;横管中横方向弯曲度,当管经在IOOmm以下时海米允许偏差应小于0.5mm,当管经在IOomm 以上时,每米允许偏差应小于Imm。
.8、当管经在32mm及以下时,其管壁离墙净距应保持在20〜25mm,当管径大于32mm时,其管壁离墙净距应保持在25〜30mm。
在安装管道的同时,各类管道支架固定电应随管道及时设置,并牢固将管道固定在墙面上。
9、在排列各类管道安装位置时,特别要考虑到给水管的车装维修方便,给水立管不得设置在排水立管后面,支管经过排水管时,要避开排水管承插口。


热镀锌钢管套丝技术交
底
HEN system office room【HEN 16H-HENS2AHENS8Q8-HENH1688
XX轨道交通工程施工技术交底记录
二、施工工艺
1、工艺流程
1、钢管确定
套丝前,检查钢管是否符合标准,钢管是否完整、无凹陷、破损,管口是否平 整、无翘脚、毛刺等;
确认钢管管径,以便后续选择合适的板牙;
用铅笔在钢管上画出套丝长度,套丝长度露出管箍2、3扣最佳。
2、 板牙选择
根据管子的管径选择合适的板牙组。
(每组板牙上有两组数字,一组是板牙的 规格,每支是一样的如:3/4,另一组是安装的顺序号如:1、2、3、4)。
3、 套丝
a.把板牙头从滑架上取下(掀起),松开手柄螺母,转动曲线盘,使曲线盘到
刻度最大的位置。
、操作工艺
b、将选好的板牙组按对应顺序号逐个装入板牙槽内,其锁紧缺口就会与曲线盘吻合,然后扳动曲线盘,使曲线盘上的刻度指示线与所需加工件的刻度尺对齐,拧紧手柄螺母,该板牙就正确定位,将板牙头扳起备用。
年月日。
xx轨道交通工程施工技术交底记录
7 热镀锌钢管SC80 ≥3.0 ≥45μm
8 热镀锌钢管SC100 ≥3.0 ≥45μm
4、工器具准备
序号名称单位数量备注
1 套丝机台 1
2 角磨机台 2
3 切割机台 1
4 锉刀把 5
5 油漆刷子把10
6 卷尺把 2
7 记号笔支10
8 机械黄油桶10
9 防锈漆桶 5
10 银粉漆桶 5
二、施工工艺
1、工艺流程
钢管确定板牙选择套丝成品保护
2、操作工艺
1、钢管确定
套丝前,检查钢管是否符合标准,钢管是否完整、无凹陷、破损,管口是否平整、无翘脚、毛刺等;
确认钢管管径,以便后续选择合适的板牙;
用铅笔在钢管上画出套丝长度,套丝长度露出管箍2~3扣最佳。
2、板牙选择。
xx轨道交通工程施工技术交底记录
5 热镀锌钢管SC50 ≥≥45μm
6 热镀锌钢管SC65 ≥≥45μm
7 热镀锌钢管SC80 ≥≥45μm
8 热镀锌钢管SC100 ≥≥45μm
4、工器具准备
序号名称单位数量备注
1 套丝机台 1
2 角磨机台 2
3 切割机台 1
4 锉刀把 5
5 油漆刷子把10
6 卷尺把 2
7 记号笔支10
8 机械黄油桶10
9 防锈漆桶 5
10 银粉漆桶 5
二、施工工艺
1、工艺流程
钢管确定板牙选择套丝成品保护
2、操作工艺
1、钢管确定
套丝前,检查钢管是否符合标准,钢管是否完整、无凹陷、破损,管口是否平整、无翘脚、毛刺等;
确认钢管管径,以便后续选择合适的板牙;
用铅笔在钢管上画出套丝长度,套丝长度露出管箍2~3扣最佳;。