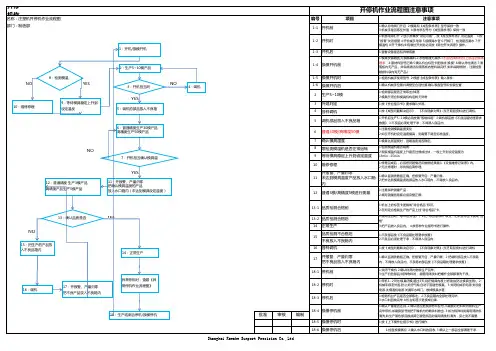
注塑机开关机流程图.
- 格式:xlsx
- 大小:36.65 KB
- 文档页数:2
注塑机开机步骤I.开机前准备:清料用的铁钩,铜锤等及个人防护用品2•针型阀处于禁用状态,且气管连接正确3.开机前,PET料至少干燥4~6个小时,分三阶段:第一阶段,加热2个小时,温度设定为120度;第二阶段,加热2个小时,温度为150度;第三阶段,加热2个小时,温度为170~180度。
干燥完成后,记录露点(dew point)4.确认打开模具除湿机,空气压缩机和水塔水供应5.打开冰水机,温度设定为7左右6.生产前1.5小时打开机器加热7.打开模具冷却水,检查记录冷却水进出口的压力和温度8.开机前大约45分钟左右,开启分流板和浇道衬套的加热,取消针型阀禁用,确认阀针处于关闭状态。
检查预先调试好的所有机器设置,包括机械手设置。
9.打开液压泵,油温加热到47度以上10.打开机械手电源开关II.确认所有相关警报都已复位12.打开模具13.关闭液压泵15.根据具体情况,确定是否润滑型腔法兰锥面和模唇锥面16.打开液压泵,在模具设置下顶出顶板,然后关闭油泵17.检查顶板底面确认无残留塑料,飞边等19.打开油泵,选择空循环模式,啮合机械手。
将开合模速度调小,如500 ;将取出板进出速度调小,如1000.20.按周期开始键,开始空循环。
如果动作一切正常,则逐渐加快速度,将开合模速度调到2000,取出板速度调到430022.如果原料干燥完毕,则开启料筒送料喉。
送料前,再次确认磁力架已放送料单元内23.排料:2)如果是第一次排料,则将注射量设到最大注射量的10%,即34mm.排料5 次左右5 )排料期间不断清理废料,观察至V漏料点有连续的料滴下,说明活塞已润滑良好。
排出的料颜色透明,不发黄,没有明显气泡,则排料可以结束。
24.手动方式下和模,加锁模力,然后按注射座向前直到射嘴接触到模具浇口衬道,设定注射座向前和注射座太前的数值。
然后退回注射座到清料位置25.分流板加热完成后,打开注嘴加热,在开机时,注嘴加热百分比可以设定的高一些,60%左右,可以防止欠注。
手把手教你正确操作注塑机立式注塑机操作开机前准备检查各润滑部分是否充分润滑.检查油泵是否有异常噪音.小心安装紧固模具,注意上下模时要确保安全调整各段压力设定各段温度手动操作及调整用手动操作来调整各接开关位置,并确保模具之安全性能.将电控面板“手动”按钮设定为ON(开),本机手动操作时,电控操作面板上各动作按钮只有在按钮按下(ON)时才能有动作,松手时各动作消失。
调模:首先将关模关高压近接开关行程档块调至最低点,再将模具装于上下模之间中心処,然后按下电控操作面板上的“调模”(抽出)按钮,此时上模板以低压慢速开始関模,儅模具合模密合好后,再将関模関高压近拉开关挡块调至能起高压位置,此时按手动“関模”按钮时,関高压表起高压関模:半自动时,双手按住操作台两只“自动开始”按钮,此时机器関模,开始时为快速関模,儅関模向下関模进接开关挡块相接触时,进行慢速缓行関模到関模完毕。
碰触到関模高压近接开关挡块时生産高压锁模。
座进:调模对准模具时使用,即控制料嘴油缸台前进之使用。
座退:调模对准模具时使用,即控制料嘴缸座台后退之使用射出:根据产品材料,形状,大小,调好射压,保压愈射出时间及位置后,按“射出”按钮即可进行射胶作成。
(注意:温度达到设定值方可进行射胶东作)螺杆加料:按“加料”按钮后,螺杆转动胶料被搅拌混炼压缩螺杆因而被上升(上升快慢由背压调节阀调整决定),儅螺杆上升动作碰到加料近接开关挡块时,加料动作停止,加料行程的大小依产品所需的射胶量大小而定。
松退:1)儅使用手动时按“松退”按钮后,螺杆向上移动,即可进行射退动作。
2)儅使用半啓动时,松退动作主要是爲了自动加料完成后,把螺杆向上拉一距离(此距离由松退时间来决定),此动作的目的是防止胶料因加料时的压缩及加料热缩造成的膨胀,而溢出于料筒口処(即称漏斗),阻塞模具之浇道,无法将胶料再次射入模具进料口。
顶出:按“顶上”按钮,产品即被顶出,半自动时可调整顶出前后延长时间来决定顶出高度。
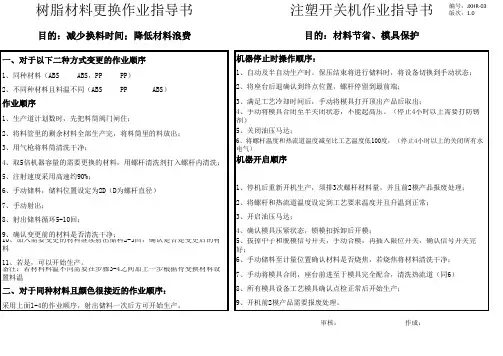
树脂材料更换作业指导书目的:减少换料时间;降低材料浪费一、对于以下二种方式变更的作业顺序1、同种材料(ABS ABS,PP PP)2、不同种材料且料温不同(ABS PP ABS)作业顺序1、生产道计划数时,先把料筒阀门闸住;2、将料管里的剩余材料全部生产完,将料筒里的料放出;3、用气枪将料筒清洗干净;4、取5倍机器容量的需要更换的材料,用螺杆清洗剂打入螺杆内清洗;5、注射速度采用高速约90%;6、手动储料,储料位置设定为2D(D为螺杆直径)7、手动射出;8、射出储料循环5-10回;9、确认变更前的材料是否清洗干净;10、加入需要变更的材料继续射出储料2-3回,确认是否是变更后的材料11、若是,可以开始生产。
备注:若材料料温不同需要在步骤3-4之间加上一步根据待变换材料设置料温二、对于同种材料且颜色很接近的作业顺序:采用上面1-4的作业顺序,射出储料一次后方可开始生产。
审核:作成:1、停机后重新开机生产,须排3次螺杆材料量,并且前2模产品报废处理;注塑开关机作业指导书目的:材料节省、模具保护机器停止时操作顺序:1、自动及半自动生产时。
保压结束将进行储料时,将设备切换到手动状态;2、将座台后退确认到终点位置,螺杆停留到最前端;3、满足工艺冷却时间后,手动将模具打开顶出产品后取出;4、手动将模具合闭至半关闭状态,不能起高压。
(停止4小时以上需要打防锈剂)5、关闭油压马达;6、将螺杆温度和热流道温度减至比工艺温度低100度,(停止4小时以上的关闭所有水电气)机器开启顺序8、所有模具设备工艺模具确认点检正常后开始生产;9、开机前2模产品需要报废处理。
2、将螺杆和热流道温度设定到工艺要求温度并且升温到正常;3、开启油压马达;4、确认模具压紧状态,锁模扣拆卸后开模;5、拔掉中子和脱模信号开关,手动合模,再插入限位开关,确认信号开关完好;6、手动储料至计量位置确认材料是否烧焦,若烧焦将材料清洗干净;7、手动将模具合闭,座台前进至于模具完全配合,清洗热流道(同6)编号:JXHR-03版次:1.0。
注塑机开机准备1、合上机床总电源开关,检查设备是否漏电,按设定的工艺温度要求给机筒、模具进行预热,在机筒温度达到工艺温度时必须保温20分钟以上,确保机筒各部位温度均匀。
2、打开油冷却器冷却水阀门,对回油及运水喉进行冷却,点动启动油泵,未发现异常现象,方可正式启动油泵,待荧屏上显示“马达开”后才能运转动作注意马达反转,检查安全门的作用是否正常。
3、手动启动螺杆转动,查看螺杆转动声响有无异常及卡死。
4、操作工必须使用安全门,如安全门行程开关失灵时不准开机,严禁不使用安全门(罩)操作。
(员工强调)5、运转设备的电器、液压及转动部分的各种盖板,防护罩等要盖好,固定好。
6、非当班操作者,未经允许任何人都不准按动各按钮、手柄,不许两人或两人以上同时操作同一台注塑机。
7、安放模具、嵌件时要稳准可靠,合模过程中发现异常应立即停车,通知技术人员排除故障。
8、机器修理或较长时间(10分钟以上)清理模具时,一定要先将注射座后退使喷嘴离开模具,关掉马达,维修人员修机时,操作者不准脱岗。
9、有人在处理机器或模具时任何人不准启动电机马达。
10、身体进入机床内或模具开档内时,必须切断电源。
11、避免在模具打开时,用注射座撞击定模,以免定模脱落。
12、对空注射一般每次不超过5秒,连续两次注不动时,注意通知邻近人员避开危险区。
清理射嘴胶头时,不准直接用手清理,应用铁钳或其他工具,以免发生烫伤。
13、熔胶筒在工作过程中存在着高温、高压及高电力,禁止在熔胶筒上踩踏、攀爬及搁置物品,以防汤伤、电击及火灾。
14、在料斗不下料的情况下,不准使用金属棒、杆,粗暴捅料斗,避免损坏料斗内分屏、护屏罩及磁铁架,若在螺杆转动状态下极易发生金属棒卷入机筒的严重损坏设备事故。
15、机床运行中发现设备响声异常、异味、火花、漏油等异常情况时,应立即停机,立即向有关人员报告,并说明故障现象及发生之可能原因。
注塑机的操作流程:1、接通操纵柜上的主开关,并将操作的选择开关调到点动或手动上;2、冷却料筒的冷却水必须打开;3、接通加热及温度调节系统;4、预热液压油;5、机器启动应在系统无压的情况下进行泵的启动;6、关闭安全门,根据安全保护要求,机器在工作时所有安全门都应关闭,打开操作侧的安全门时,油泵就会停止工作;7、调好所有行程开关的位置,使动模板运行畅通;8、安装模具在安装模具之前必须清理干净模具表面和与机器模板的接触面,检查模具的定心是否与动模板的定心相符,要检查顶出杆是否伸进动模板内太多,在定模板方面要仔细检查模具的定心凸缘是否进入前模板的同心圆内,然后在低压下将模具锁上,用螺丝拧紧固定模具的夹板。
这一切都需用吊车或起重架辅助下进行,在模具安装好之后,调节行程滑块,限制动模板的行和。
9 、调整顶出机构,使之能够达到将制品从型腔顶出的行和。
10 、调整模具保险装置,再调整好模具闭合时的限位开关。
11 、调整锁模力,在保证制质量前提下应将锁模力调到能需要的最小值。
12、调节开闭模运动的速度及压力。
13、检查料斗是否有杂质或异物再根据产量加料。
14、调节注射座行程,要在闭模状态下调整。
15、调节计量及防御行程。
16、调节注射压力,保压压力(时间)17、调节背压压力,喷嘴控制油缸压为以及顶出压力18、手动合模开模 1-2 次,并检查顶针及行位是否顺畅。
19、试啤产品并配合调整,直至通过 QC 检验合格,记下注塑机的所有参数,并一模产品存档保存。
20、调整机械手位置行程,开全自动减少间歇时间操作完停车后要注意以下事项:⑴、把选择开关转到手动位置。
⑵、关闭入料闸板,停止继续向料筒供料。
⑶、注射座退回,使喷嘴脱离和模具的接触。
⑷、清除料筒中的余料,反复注射、预料,使物料不再从喷嘴流诞为止。
⑸、对加工过易分解的树旨,比如 PVC 等要用 PE 或 PP 清洗。
⑹、把所有操作开关和选择开关选到断开位置。
⑺、把操纵电源开关转到断开位置,切断总电源开关。
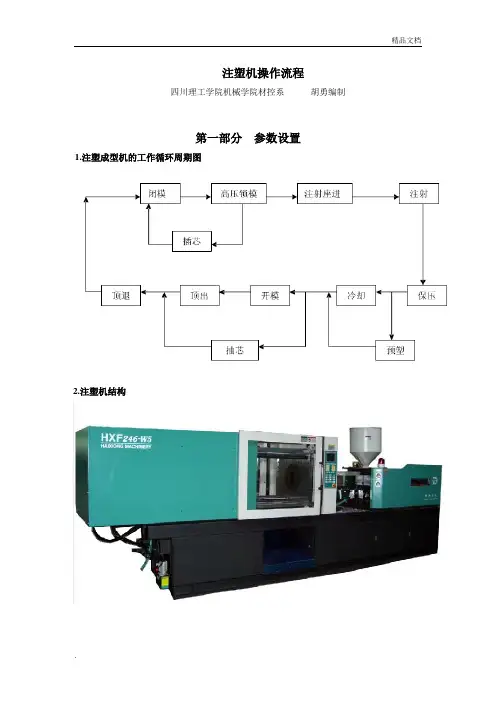
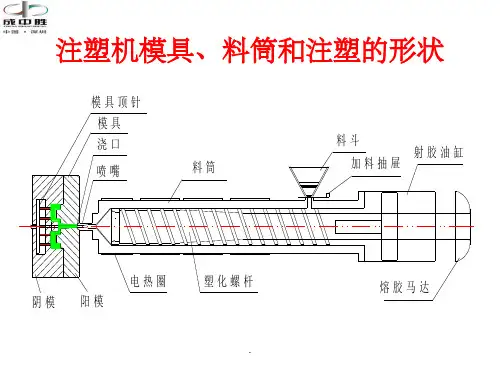
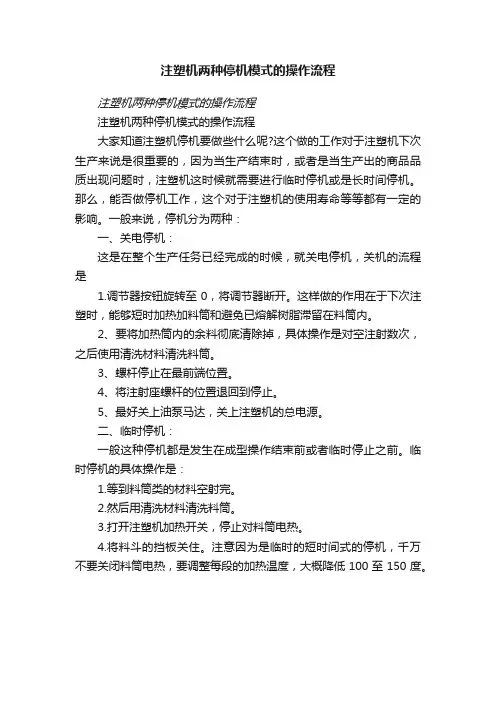
注塑机操作流程四川理工学院机械学院材控系胡勇编制第一部分参数设置1.注塑成型机的工作循环周期图2.注塑机结构3.注塑机控制面板1.状态显示画面2.开关模参数设置显示画面4.熔胶抽胶参数设置显示画面5.脱模参数设置显示画面7.温度参数设置显示画面8.时间参数设置显示画面第二部分操作流程1.注塑机的动作程序:喷嘴前进→注射→保压→预塑→倒缩→喷嘴后退→冷却→开模→顶出→退针→开门→关门→合模→喷嘴前进2.注塑机操作项目:注塑机操作项目包括控制键盘操作、电器控制柜操作和液压系统操作三个方面。
分别进行注射过程动作、加料动作、注射压力、注射速度、顶出型式的选择,料筒各段温度及电流、电压的监控,注射压力和背压压力的调节等。
3.注射过程动作选择:一般注塑机既可手动操作,也可以半自动和全自动操作。
(1)调整操作:①工作特点:各部位的工作运动,是在按住相应的按钮开关时才能慢速动作,手离开按钮,动作即停止。
此动作方式也可叫点动。
②应用原则。
应用在模具的安装调整工作,试验检查某一部位的工作运动时及维修拆卸螺杆时应用。
(2)手动操作:①工作特点。
手指按动某一按钮,其相应控制的某一零部件开始运动。
直至完成动作停止。
不再按动此按钮,也就不再有重复动作。
②应用原则。
在模具装好后试生产时应用,检查模具装配质量及模具锁紧力的大小调试。
对某些制品生产时的特殊情况,也可用手动操作。
(3)半自动操作:①工作特点。
关闭安全门后,注塑制品的各个生产动作时间继电器和限位开关连通控制,按事先调好的动作顺序进行至制品成型,打开安全门,取出制件为止。
机器自动完成一个工作周期,但每一个生产周期完毕后操作者必须拉开安全门,取下工件,再关上安全门,机器方可以继续下一个周期的生产;②应用原则。
注塑机的各部位工作零部件,质量完好,能够准确完成各自的工作动作,批量生产某一制品时,采用半自动操作。
(4)全自动操作:①工作特点:注塑机的各部位工作零部件质量完好,能够保证各动作正确工作条件下,由电器自动控制各工作程序,使各种动作按固定编制好的程序循环工作。
注塑机两种停机模式的操作流程
注塑机两种停机模式的操作流程
注塑机两种停机模式的操作流程
大家知道注塑机停机要做些什么呢?这个做的工作对于注塑机下次生产来说是很重要的,因为当生产结束时,或者是当生产出的商品品质出现问题时,注塑机这时候就需要进行临时停机或是长时间停机。
那么,能否做停机工作,这个对于注塑机的使用寿命等等都有一定的影响。
一般来说,停机分为两种:
一、关电停机:
这是在整个生产任务已经完成的时候,就关电停机,关机的流程是
1.调节器按钮旋转至0,将调节器断开。
这样做的作用在于下次注塑时,能够短时加热加料筒和避免已熔解树脂滞留在料筒内。
2、要将加热筒内的余料彻底清除掉,具体操作是对空注射数次,之后使用清洗材料清洗料筒。
3、螺杆停止在最前端位置。
4、将注射座螺杆的位置退回到停止。
5、最好关上油泵马达,关上注塑机的总电源。
二、临时停机:
一般这种停机都是发生在成型操作结束前或者临时停止之前。
临时停机的具体操作是:
1.等到料筒类的材料空射完。
2.然后用清洗材料清洗料筒。
3.打开注塑机加热开关,停止对料筒电热。
4.将料斗的挡板关住。
注意因为是临时的短时间式的停机,千万不要关闭料筒电热,要调整每段的加热温度,大概降低100至150度。
原创注塑机操作流程示意图1. 引言注塑机作为一种常见的工业设备,广泛应用于塑料制品加工行业。
它通过将熔化的塑料材料注入模具中,经过冷却和凝固,最终形成塑料制品。
操作注塑机需要严格遵守操作规程和安全注意事项,本文将详细介绍注塑机的操作流程示意图。
2. 操作流程示意图以下是注塑机操作流程示意图:1.准备工作–根据生产任务和工艺要求,选择合适的注塑机设备。
–检查注塑机设备的状态,确保其正常工作。
–准备所需的塑料材料,确保其质量符合要求。
–准备好模具,并进行必要的清洁和润滑。
2.设置注塑机参数–打开注塑机的电源,确保电源供应稳定。
–设置注塑机的操作模式,例如手动模式或自动模式。
–设置注塑机的温度控制参数,根据塑料材料的熔化温度进行调整。
–设置注塑机的注射速度、压力和时间等注射参数,根据模具和产品要求进行调整。
3.加载塑料材料–打开注塑机的塑料进料口,并将塑料材料粉碎成适当的颗粒状或融化状态。
–使用专用的塑料材料存储器(如料斗)将塑料材料装载到注塑机的料斗中。
–将料斗插入注塑机的进料口,确保塑料材料能够顺利进入机器。
4.开模和喷嘴喷蜡–按下开模按钮,注塑机开始执行开模动作。
–当模具完全分开时,使用喷蜡润滑剂喷涂在模具的表面,以防止塑料粘附。
5.开始注射–按下注射按钮,注塑机开始执行注射动作。
–注塑机将熔化的塑料材料注入模具中,填充模具的空腔。
–控制注射速度和压力,以确保塑料材料均匀填充模具,并避免产生气泡或短充等缺陷。
6.保压和冷却–注塑机注射完成后,开始进行保压和冷却阶段。
–注塑机会向模具施加一定的保压力,以确保塑料充分凝固和稳定。
–注塑机会根据设定的冷却时间对模具进行冷却,加快塑料的凝固速度。
7.顶出和脱模–冷却完成后,注塑机会进行顶出和脱模操作。
–顶出机构会通过特定的运动将塑料制品从模具中顶出。
–检查模具中是否有残余塑料,及时清理和保养模具。
8.循环操作–完成一次注塑加工后,可以根据需要重复执行上述操作流程,连续生产更多的塑料制品。
注塑机开关机注意事项注塑机关机与开机注意事项年假即将来临,注塑机停机需要多加注意,以防放假期间设备损坏。
开关机时请注意一下几点:一、注塑机与模具保护在注塑机停机前,应将模具打开至5-10mm距离的状态,使锁模曲臂处于不受力的停留状态,并于模具型腔面喷涂模具防锈剂,以更好的保护模具和锁模机构。
二、辅机开关机流程模温机:(1)、开启模温机1.先打开循环水;2.开启电源,将侧面电源开关打到“ON”状态;3.将温度设定到产品需要的温度;4.开启水泵,点开面板上run按键。
(2)、关闭模温机1.点开面板上“cool”将温度降低到正常水温;2.关闭run,打到off状态;3.关闭循环水和电源。
冰水机:(1)、开启冷水机1.先打开循环水2.开启电源,将面板上的“电源”开关打到“ON“位置。
3.开启水泵,将面板上的“水泵”开关打到“ON”位置。
4.调整面板上温控仪的温度值来调整水温。
5.将面板上的“压缩机”开关打到“ON”位置,启动冷水机压缩机即可。
(2)、关闭冷水机1.请依次将面板上的“压缩机”,“水泵”,“电源”开关打到“OFF”位置即关闭冷水机,但仍执行正常生产,待模具温度达到常温。
即可关闭水泵。
2.如有模具浇道加热,待热浇道加热器降温,即可关闭水泵。
3.关闭循环水和电源。
干燥机:(1)、开启干燥机1.打开主开关2.按“RUN/STOP”键,开始进行烘料作业。
3.温度设定(1.按“SET”键后设定数字会开始闪动,此时可按▲▼键来增减温度设定值。
2.当温度设定完成后按“ENTER”键以确定输入值)(2)、关闭干燥机1.关闭加热2.清扫料筒3.关闭电源机械手:(1)、开启机械手1.打开机械手电源2.检查机械手是否在安全位置3.机械手复位,等待复位完成4.手动操作机械手,更换治具(2)、关闭机械手1.手动操作机械手,拆除治具2.机械手手动移至初始点3.关闭机械手电源三、料筒清洗停机前应将料筒内的塑料清理干净,可用PP或PE原料把原来的原料清洗出来。
注塑机开停机操作规程PP-R注塑机开机操作规程首先打开主电源,打开操控面板上的急停按钮,等待显示屏显示厂家名称并且手动按钮处指示灯亮起时打开加热开关并检查加热是否正常。
正常加热后打开马达开关,等待3秒且马达显示灯亮起时(马达启动3秒内马达显示灯为闪烁状态)可正常操作设备。
检查设备各动作是否正常(包括开关模,顶进,顶退,注射坐台的进退),设备磨具的各个动作部位是否润滑。
清理磨具表面的油污,并检查磨具,设备的冷却水道是否通畅并对不合理的工艺参数进行改正。
做好试生产的准备。
温度到达后,再次确认生产工艺无误后,关闭安全门,手动和模,确认锁模压力正常。
手动储料,储满之后手动注射坐台进,确认喷嘴与模具浇口完全配合后,把机台上的旋钮对准限位开关。
打开安全门,按下半自动按钮,重新关上安全门进行试生产。
确认产品合格和生产工艺无异后,进入正常生产。
PP-R注塑机停机操作规程当停机或换模时根据实际情况提前10——30分钟关闭进料口。
当料筒内的余料做完之后,改为手动模式,把注射坐台后退。
手动排空料桶内余料,并把螺杆置于料筒前端位置,预留位置为5mm左右。
确认磨具内无异物后在行腔内均匀的喷上一层防锈剂(包括浇口套内)。
关上安全门,把磨具处于半闭合状态(模面间隙约为20mm);并关闭模具设备的冷却系统。
关闭电热和马达开关,按下急停按钮再关闭机器电源,清洁工作机台和工作场地!注意事项1.爱护机器,严禁野蛮操作!不得随意攀爬,翻越机台!2.作好设备磨具的点检和日常保养工作,发现异常及时解决;3.禁使用钢铁类工具接触模具型腔表面和敲打模具!如需要进行此类操作时,应使用紫铜类软质工具;如需对型腔进行接触时,应由专业人员进行操作;4.严禁在模具开着的情况下,操作座进动作冲击定模;5.操作完成后随时记住关上安全防护门(包括前后门);6.机器在运转过程中严禁把头伸入开着的模具中间,例如手动取件、维修模具时;7.座退射料时必须关上安全防护罩,尽量远离射嘴;不得用手直接捏拿刚射出的新料;8.维修机台和模具时应关闭机器马达和相对应的电源,并作好防护措施!。