SMT回流焊开关机流程图(A5打印)
- 格式:docx
- 大小:33.91 KB
- 文档页数:1
回流焊工艺流程图回流焊是一种常用的电子器件表面贴装技术,能够实现高效、精确地焊接器件到基板上。
下面是一份回流焊的工艺流程图,共计700字。
回流焊工艺流程图1. 准备工作:a. 准备回流焊设备、基板和器件。
b. 清洁基板和器件,确保表面干净。
2. 基板装夹:a. 将基板放置在回流焊设备的装夹台上。
b. 使用夹具或夹子将基板固定在装夹台上,并保证基板的平整度。
3. 贴片:a. 准备贴片机和贴片料。
b. 根据贴片机的操作指南,将贴片料装入贴片机内。
c. 设置贴片机的参数,如速度、力度等。
d. 运行贴片机,将器件精确地贴片到基板的指定位置上。
4. 焊接:a. 准备回流焊炉和焊锡膏。
b. 调节回流焊炉的温度和速度,使其适应焊接器件和基板的要求。
c. 在需要焊接的器件和基板上涂抹适量的焊锡膏。
d. 将已贴片的器件放置在基板上,确保器件与焊锡膏之间有适当的间隙。
e. 将装有器件和焊锡膏的基板放入回流焊炉中。
f. 回流焊炉会加热基板和器件,达到焊接温度。
g. 当焊锡膏熔化后,器件与基板之间形成焊接。
5. 冷却:a. 焊接完成后,将基板从回流焊炉中取出。
b. 放置基板在通风处,等待其自然冷却。
c. 冷却后,确保焊接完成的器件稳定固定在基板上。
6. 检验:a. 将焊接完成的基板送入检验区。
b. 使用精密仪器检测焊接点的连接情况。
c. 若发现焊接点存在问题,进行修复或更换。
7. 清洗:a. 如果需要,使用清洗剂清洗基板和器件,以去除焊锡残留物。
b. 在清洗过程中,注意避免基板和器件受到损伤。
8. 封装:a. 如果需要,将焊接完成的基板放入封装器件中。
b. 进行焊点封装,确保器件的长期稳定性。
以上是回流焊的工艺流程图,每个步骤都很重要,需要严格执行。
回流焊技术能够高效地将器件焊接到基板上,是电子器件表面贴装的重要工艺之一。
通过合理设置参数和严格进行检验,可以确保焊接质量和产品可靠性。
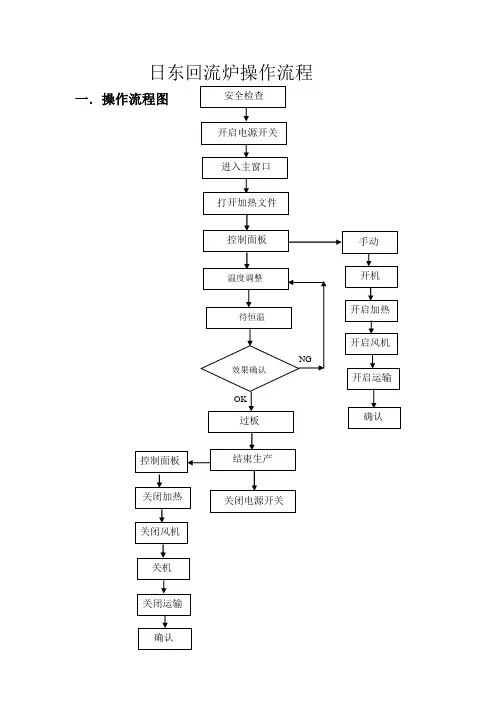
日东回流炉操作流程二、 外观介绍1.外观控制面板介绍:a. CONTROL :旋钮旋向ON 打开电源开关并启动计算机;旋向OFF 则关闭电源。
b. HOOD :控制炉体上盖的开启与停止。
旋钮旋至UP 炉体上盖电动上升打开;旋钮旋至DOWN 炉体上盖电动下降闭合;c. 紧急制动开关:按下紧急制动开关按钮,则中断电机供应电源,PC 电源开关仍然接通,此时机器顶部三色灯中的红色灯亮,蜂鸣器鸣叫报警。
注意:只有在紧急情况下才能按下此开关按钮,此键按下即自锁;在机器重新开始工作之前须将此按钮顺时针旋转使之弹起复位2.三色灯:a. 红灯—表示机器出现异常报警;b. 黄灯—表示回流焊正在升温或降温;c. 绿灯—表示回流焊处于恒温状态;三、 应用软件操作说明:1. 开机前检查a.检查位于出入口端部的紧急开关是否在正常状态b.检查炉膛进出口是否有异物存在2.系统启动将电源CONTROL旋至ON处,系统将自动引导,进入控制系统主窗口。
3.主窗口组成主菜单栏主工具栏工作主画面操作记录窗口如上图所示:主窗口包括四部分:☆主菜单栏;☆主工具栏;☆主工作画面;☆操作记录窗口。
●工作主画面:实时显示回流焊炉当前生产状态:等待.加热.恒温.降温.报警。
当前工作时间:时:分:秒当前文字状态:简体中文.繁体中文.英文当前炉子实际温度(PV)及设置温度(SV)当前炉子运输实际速度及设定速度●主菜单栏:包含所有的控制命令。
a.单击[文件]菜单,弹出下拉菜单,可对文件进行打开.保存.打印.打印预览.打印设置等操作,并可退出系统。
b.单击[操作]菜单,弹出下拉菜单,包括温度曲线测试.报警灯测试.参数设定.超温报警.定时设定.PID参数设定.机器参数.面板操作等项目。
其中主要项目专用工具栏的形式显示在主窗口上。
c.单击[查看]菜单,弹出下拉菜单,包括信息和工具栏两个选项。
单击[信息]选项显示生产信息和报警信息;单击[工具栏]选项显示或隐藏工具栏。

二、操作12344.14.24.34.4三、注意事项
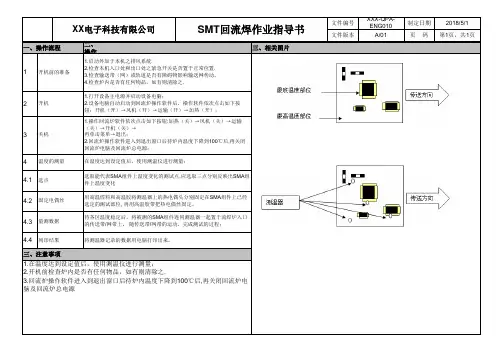
SMT 回流焊作业指导书1.在温度达到设定值后,使用测温仪进行测量;
2.开机前检查炉内是否有任何物品,如有则清除之.
3.回流炉操作软件进入到退出窗口后待炉内温度下降到100℃后,再关闭回流炉电脑及回流炉总电源XX 电子科技有限公司
固定电偶丝用高温焊料和高温胶将测温器上的热电偶头分别固定在SMA 组件上已经
选定的测试部位, 再用高温胶带把热电偶丝固定。
量测数据待各区温度稳定后,将被测的SMA 组件连同测温器一起置于流焊炉入口
的传送带/网带上, 随传送带/网带的运动,完成测试的过程;
列印结果
将测温器记录的数据用电脑打印出来。
关机 1.操作回流炉软件依次点击如下按钮:加热(关)→风机(关)→运输
(关)→开机(关)→
再单击菜单→退出;
2.回流炉操作软件进入到退出窗口后待炉内温度下降到100℃后,再关闭
回流炉电脑及回流炉总电源;
温度的测量在温度达到设定值后,使用测温仪进行测量;
选点选取能代表SMA 组件上温度变化的测试点,应选取三点分别反映出SMA 组
件上温度变化
一、操作流程三、相关图片开机前的准备 1.启动外加于本机之排风系统.2.检查本机入口处和出口处之紧急开关是否置于正常位置.
3.检查输送带(网)或轨道是否有障碍物影响输送网传动。
4.检查炉内是否有任何物品,如有则清除之.
开机 1.打开设备主电源并启动设备电脑;
2.设备电脑自动启动到回流炉操作软件后,操作软件依次点击如下按
钮:开机(开)→风机(开)→运输(开)→加热(开);
文件编号XXX-QPA-ENG010制定日期2018/5/1文件版本A/01页 码第1页,共1页。

回流焊操作规程
1、开机前的准备
1.1 确认电源供给正常;
1.2 确认各连接线良好;
1.3 确认网链上没有放置杂物,确认急停按钮处于关闭状态,盖好顶盖./ Z9 }- ]9 R# N' g& v4 a2 X) K+ `
2、开机+ G2 H h# r4 ^0 K( g
2.1 打开温度显示板及开关控制面板;
2.2 按下开关控制面板的绿色按钮,启动机器;
2.3开机后机器进入预热阶段,该过程持续时间约为20~30分钟,待温度达到规定要求时,方可进行回流焊接;
3、放板
3.1放板时,应对产品轻拿轻放,以免元器件走位或掉落;
3.2经过回流焊接的首个产品,应对其产品进行自检,确保产品在回流焊接过程中的品质质量,避免产品批量性的不合格;
4、关机
4.1 按下开关控制面板的关闭按钮,关闭机器;
4.2 关闭后,网带停止工作机器,进入冷却阶段,30分钟后,按下急停旋钮
注意事项
1.为确保人身安全,操作人员必须把厂牌及挂饰摘下,袖子不能过于松垮。
2操作时应注意高温,避免烫伤维护
3.不可随意设置回流焊的温区及速度
4.确保室内通风,排烟筒应通向窗户外面。
机器维护
1.日常应对各部件进行检查,特别注意传送网带,不能使其卡住或脱落
2 检修机器时,应关机切断电源,以防触电或造成短路
3.机器必须保持平稳,不得倾斜或有不稳定的现象
4.遇到个别温区停止加热的情况,应先检查对应的保险管
编制审核批准日期。
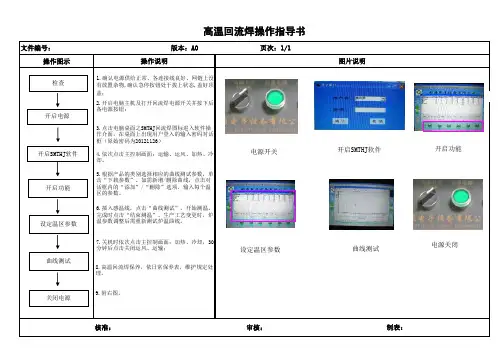
操作图示核准:审核:高温回流焊操作指导书操作说明图片说明
文件编号:
版本:A0页次:1/1制表:开启功能检查开启电源
1.确认电源供给正常、各连接线良好、网链上没
有放置杂物,确认急停按钮处于拔上状态,盖好顶盖;
8.高温回流焊保养,依日常保养表,维护规定处理。
电源开关开启SMTHJ 软件开启SMTHJ 软件开启功能设定温区参数曲线测试2.开启电脑主机及打开回流焊电源开关并按下后备电源按钮;9.附右图。
设定温区参数
曲线测试
关闭电源
3.点击电脑桌面之SMTHJ 回流焊图标进入软件操作介面,在桌面上出现用户登入的输入密码对话框(原始密码为20121126)
4.依次点击主控制画面:运输、运风、加热、冷
却。
5.根据产品的类别选择相应的曲线测试参数,单击“下载参数”。
如需新增/删除曲线,点击对话框内的“添加”/“删除”选项,输入每个温区的参数。
6.插入感温线,点击“曲线测试”,开始测温。
完成时点击“结束测温”。
生产工艺变更时,炉温参数调整后需重新测试炉温曲线。
7.关机时依次点击主控制画面:加热、冷却,30分钟后点击关闭运风、运输;电源关闭。
文件编号制作日期页数版本WI/PE-0182008/9/27
1A/1NO
制作审核批准1
2
3
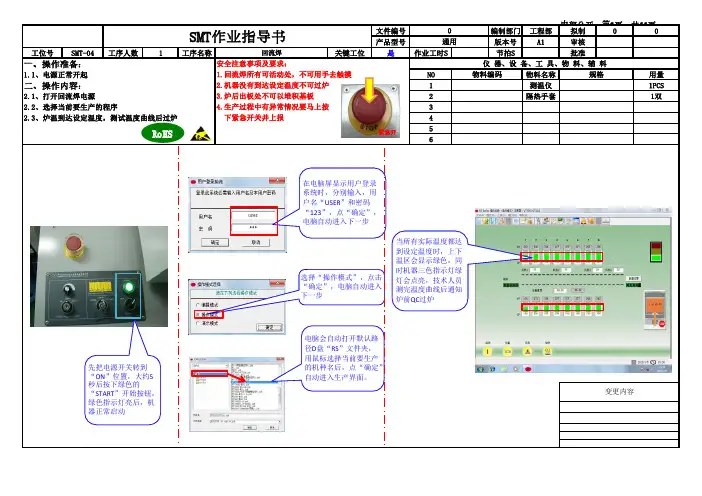
44贴好IC的PCB 1静电环2回流焊机3防静电隔板4、放置时注意不要把元件脚碰伤到;
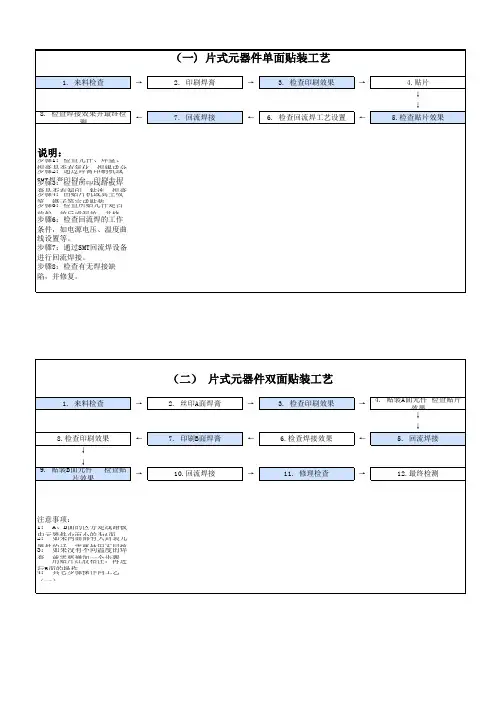
使用的物料NO 使用工具注意事项:
1、作业过程中应做好静电防护;
2、产品过回流焊后锡点符合工艺要求,产品元件无 损坏;
3、注意有铅产品和无铅产品的回流焊选择;2、根据产品设置好各项参数,待设备达到设置参数 值后即可开始过炉,将贴好的产品放在设备运输 带进口端,产品经过热风回流焊后由输送带出口 端流出;
3、出炉后自检并整齐放置在防静电的隔板上;作业指导书
工序名称
SMT之回流焊操作顺序及内容
关键部位工艺图1、上工序贴IC,下工序是贴切高温胶纸或后补;。
文件编号作业站名称版本页次A01二三四改版发行日期改版原因审核品质确认研发工程批准作 业 指 导 书2、遇到紧急情况时,首先按下“紧急按钮”切断机器的电源,待故障排除后方可重新开机。
3、如遇特殊情况须开盖拿出PCB板时,必须戴上高温手套。
4、每天要对设备进行点检,做好保养点检表记录。
初版发行日期制作6、完成上述的操作,当温度达到后要跟进PCB板的焊接效果,PCB板表面不能有发黄,锡珠、绿油\白油掉色,锡点要饱满、光泽,不能有哑黑、不熔锡等现象。
7、元件不能有立碑、歪斜、偏位、半焊、假焊、少锡、焊盘不上锡等不良。
8、发现回流不良现象是应及时通知管理人员进行处理。
9、每月的月初由供应提供炉温测试仪来我司协助对回流焊炉进行炉温测量。
.注意事项:1、操作员上岗前应接受岗前培训并佩戴上岗证,熟悉机器正确操作方法及技巧。
1、设置:将电源POWER总开关旋至“ON"档位。
2、调节好各温区的温度设置,打开传送链条开关。
如右图一所示3、各温区的温度及链条速度设置:4、温区 一 二 三 四 五 六 七 八上温区 120 140 160 170 190 225 235 200下温区 120 140 160 170 190 225 235 2005、预热区的温度120-140℃,焊接温区温度210-230, 运行速度:90(cm\min) 如右图一、二所示。
机种型号/名称IPC-708E回流焊SMT回流焊接一.目的:为了规范操作管理公司所回流焊的安全运作,提升设备利用率,保证品质.本文适用范围:公司所有回流焊的使用与维护.操作步骤:电源紧图二图一电源总温度曲线详细信息数据图2015.7.11//。
1 of 1 为确保 SMT 机器操作的正确性及规范化,保证机器不因操作不当导致的损失的办法
2.适用范围:
SMT 操作员及可能操作机器的相关人员
3.术语和定义:
无
4.相关文件:
无
5.实施内容:
5.1开机步骤:
5.1.1将机器的电源开关打至 “开” 位
5.1.2确认机器两端红色紧急按钮是否复位
5.1.3在机器操作面板上将电源打开
,电脑会进入启动过程
5.1.4选择对话里的操作模式进入打开文件选择合适炉温程序后按确定
5.1.5按下操作面板上的启动按钮,回流焊进入加热状态
5.2关机步骤:
5.2.1在下拉菜单中选择 “冷却机器”,使回流焊进入冷却操作模式
5.2.2待回流焊完成冷却模式后,控制系统会自动关闭,退后到桌面
5.2.3关闭系统,将电源开关置于 “关”的状态
6. 注意事项:
6.1回流过板前,必须确认轨道与PCB 宽度是否相符
6.2检查炉温设定是否与当前生产制程相符(红胶制程和锡膏制程)
6.3当机器出现异常时,请及时通知相关管理.工程人员
6.4所有曲线必需符合锡膏供应商提供的标准曲线
6.5炉温测试板上必需贴片CHIP 、IC 、排扦等所需贴的元件
6.6炉温测试板上必需有三条或三条以上测试线,三条线的取点分别为:PCB 、元件.IC
6.7一台回流焊炉同时过两种不同的PCB 板时,必须分别测试两次炉温一致
7. 相关记录/表格。
SMT回流焊开关机流程图(A5打印)
SMT回流焊开关机流程图
注意事项:
1、开机前,需开启车间排烟抽风开关,抽风机必须在回流焊不使用的情况下,才可关闭;
2、开机前,检查机器两端急停按钮是否弹起;
3、在刚开机或调整温度后,不能马上进行过炉焊接;冷机要预热20~30分钟,塔灯绿灯常亮,并观察窗口中实际
温度PV与设定值SV是否稳定后,方可开始过炉;
4、生产不同机种时,应根据基板的宽度调整回流焊轨道宽度,调轨道之前必须确认炉内是否有基板通过;
5、操作过程中不要触碰链条及网带,防止烫伤;
6、生产过程中应保证通风,防止空气污染,作业人员应戴好口罩;
7、生产过程中,设备出现任何异常,需立即查看及处理,有需要立即上报。
SMT回流焊开关机流程图
注意事项:
1、开机前,需开启车间排烟抽风开关,抽风机必须在回流焊不使用的情况下,才可关闭;
2、开机前,检查机器两端急停按钮是否弹起;
3、在刚开机或调整温度后,不能马上进行过炉焊接;冷机要预热20~30分钟,塔灯绿灯常亮,并观察窗口中实际
温度PV与设定值SV是否稳定后,方可开始过炉;
4、生产不同机种时,应根据基板的宽度调整回流焊轨道宽度,调轨道之前必须确认炉内是否有基板通过;
5、操作过程中不要触碰链条及网带,防止烫伤;
6、生产过程中应保证通风,防止空气污染,作业人员应戴好口罩;
7、生产过程中,设备出现任何异常,需立即查看及处理,有需要立即上报。