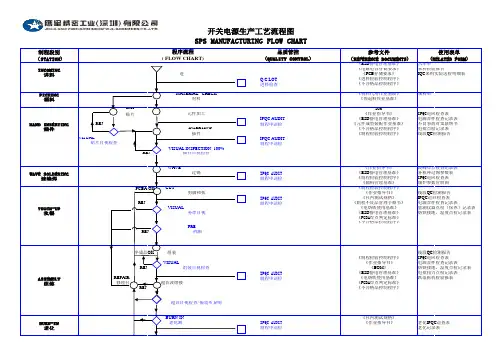
生产工艺流程图(开关)
- 格式:doc
- 大小:71.50 KB
- 文档页数:2
目录1.大容量注射剂生产区概况2.需要验证的关键工序及工艺验证3.工艺流程的实施4.操作过程及工艺条件5.技术安全、工艺卫生及劳动保护6.物料平衡及技经指标7.设备一览表8.岗位定员9.附件(含设备操作、清洁规程)10.变更记录1.大容量注射剂生产区概况本生产区面积904㎡,其中1万级净化区域167㎡,10万级净化区域174㎡.大容量注射剂车间采用10万级和1万级(局部百级)空气净化洁净级别,10万级区域设置缓冲、更衣、洗涤、洁具、称量、配碳、浓配、洗瓶等,1万级区域设置缓冲、更衣更鞋、稀配、化验、灌装、加塞、轧盖、洗涤、存放、洁具等功能间,所有隔断采用无粉尘产生的静电喷涂彩钢板,结合处采用圆角处理,不易产生积灰;人员经过三次更衣和二次更鞋后进入洁净区操作,物料进入洁净区均采用传递窗或气闸进行传递,人流、物流的进入相对分开,保证了洁净区空气洁净度要求;生产设备均采用优质不锈钢材料制造,采用洗瓶、灌装、压塞、轧盖联动线生产,其中洗瓶出口、灌装、加塞采用百级层流保护,灭菌器采用水浴式灭菌器。
1.1 大容量注射剂生产工艺流程图(见后页)1.2 大容量注射剂生产区工艺布局布置图(见后页)1.3 大容量注射剂生产区工艺设备布置图(见后页)1.4 大容量注射剂生产区送回风口平面布置图(见后页)以上项目按验证文件规定,均已在规定周期内进行相关的验证,验证方案及报告见相应文件。
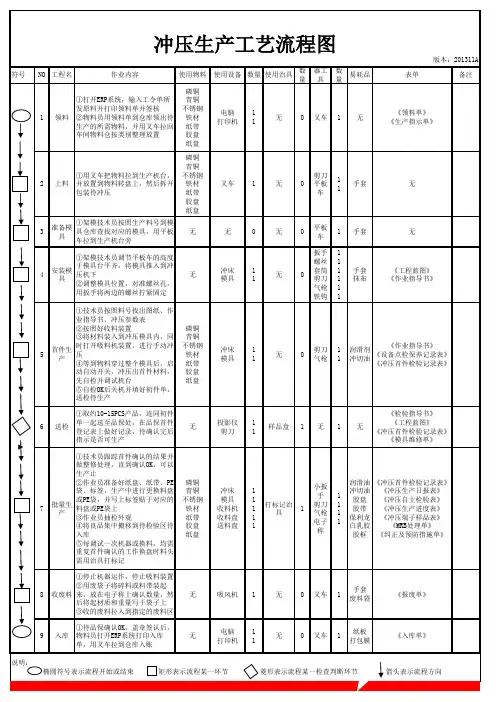
大容量注射剂生产工艺流程图3.工艺流程的实施3.1 批生产指令的签发3.1.1 批生产指令由车间技术负责人根据生产计划表起草,并依据产品工艺规程于生产前一个工作日制定。
3.1.2 批生产指令应经QA质监员审核并签字,由车间主任签字批准后生效。
3.2 生产批记录的发放3.2.1 除配制工序和包装工序外,工序相应的生产批记录于生产当日由车间工艺质监员发放给各工序负责人,并于工序结束当日填写完整返回车间工艺质监员处汇总。
3.2.2 配制工序和包装工序的生产批记录于生产前一天由车间工艺质监员随同批生产指令或批包装指令一同发放,并于工序结束当日填写完整返回车间工艺质监员处汇总。
开关电源变压器的制造工艺(以下简称变压器)变压器所用的主要材料为铁氧体磁心、固定夹、漆包线、胶带(聚脂胶带、无纺布胶带)绝缘漆、定位胶、铜箔等。
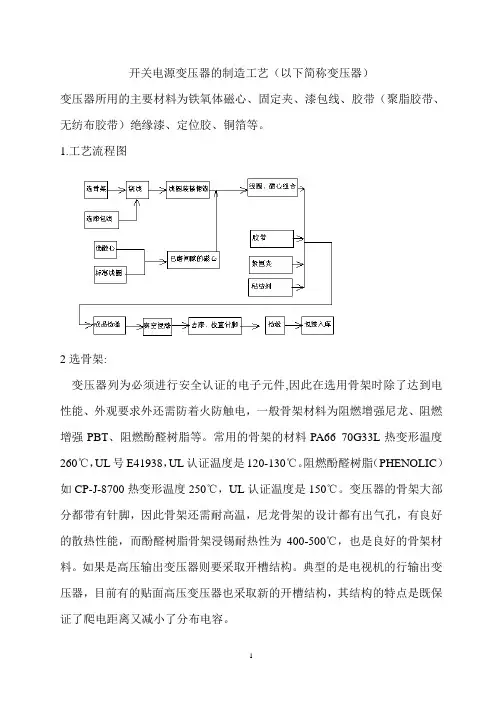
1.工艺流程图2选骨架:变压器列为必须进行安全认证的电子元件,因此在选用骨架时除了达到电性能、外观要求外还需防着火防触电,一般骨架材料为阻燃增强尼龙、阻燃增强PBT、阻燃酚醛树脂等。
常用的骨架的材料PA66 70G33L热变形温度260℃,UL号E41938,UL认证温度是120-130℃。
阻燃酚醛树脂(PHENOLIC)如CP-J-8700热变形温度250℃,UL认证温度是150℃。
变压器的骨架大部分都带有针脚,因此骨架还需耐高温,尼龙骨架的设计都有出气孔,有良好的散热性能,而酚醛树脂骨架浸锡耐热性为400-500℃,也是良好的骨架材料。
如果是高压输出变压器则要采取开槽结构。
典型的是电视机的行输出变压器,目前有的贴面高压变压器也采取新的开槽结构,其结构的特点是既保证了爬电距离又减小了分布电容。
3.选择漆包线:变压器工作在高频状态,由于集肤效应和邻近效应的影响,其高频电阻r1比其直流电阻r0大的多,因此由于高频的集肤效应,必须选择较细的导线,允许的计算导线最大直径按D y=f 2.132如果根据有效电流计算的导线直径大于此值,就必须采用多股绞线,当然多股线在绞合要有节距要求,如果是自己采用多筒线在绕制中并线,就必须保证其良好的平整度,不容许乱绕,否则会产生Q 值偏大,甚至严重发热烧坏线圈。
当然如果电流有效值很大的也采用厚度小于允许的导线直径的铜箔,铜箔的面积大于允许的导线面积就可以了,但是铜箔是用胶带作为绝缘,所以铜箔的两边要保证光滑无毛刺,不允许损伤胶带,否则会引起绕组的短路。
以下是山东新泰部分常用漆包线的耐压标准155℃直焊漆包线的最小击穿电压(V)美标线径S --单漆膜H --双漆膜T --加厚漆膜AWG25 0.455 2625 4725 6325AWG26 0.404 2550 4600 6150AWG27 0.361 2500 4500 6000AWG28 0.312 2425 4375 5850AWG29 0.287 2375 4250 5700AWG30 0.254 2300 4150 5550AWG31 0.227 2075 3825 4600AWG32 0.202 1850 3525 4275AWG33 0.179 1675 3250 3950AWG34 0.16 1500 2975 3675AWG35 0.143 1325 2750 3425AWG36 0.127 1200 2525 3175AWG37 0.113 1075 2325 2950AWG38 0.101 950 2150 2725AWG39 0.089 850 1975 2525AWG40 0.079 775 1800 2350AWG41 0.071 700 1675 2175AWG42 0.063 625 1525 2025AWG43 0.056 550 1400 1875AWG44 0.05 500 1300 1750线径:<0.1mm用圆铜法,0.1-2.5mm用扭绞法。
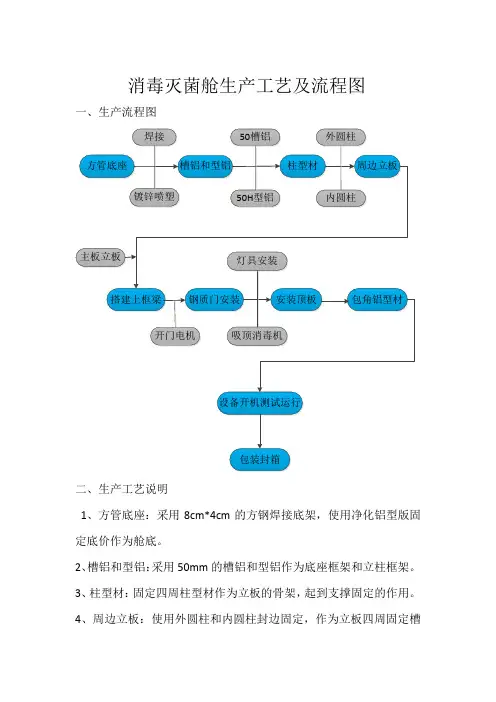
消毒灭菌舱生产工艺及流程图
一、生产流程图
二、生产工艺说明
1、方管底座:采用8cm*4cm的方钢焊接底架,使用净化铝型版固定底价作为舱底。
2、槽铝和型铝:采用50mm的槽铝和型铝作为底座框架和立柱框架。
3、柱型材:固定四周柱型材作为立板的骨架,起到支撑固定的作用。
4、周边立板:使用外圆柱和内圆柱封边固定,作为立板四周固定槽
板。
5、搭建上框梁:周边立板完成后搭建上框梁,作为顶板的支撑主体。
6、钢质门安装:安装门体和控制开关门电机,安装红外开门感应器。
7、安装顶板:在顶板安装照明灯具和消毒灭菌机,接线,安装顶板。
8、包角铝型材:内弧包角安装,打胶封缝,去除板材包装膜。
9、设备开机测试:接通220V交流电,进行设备开机测试运行。
10、包装封箱:采用泡沫和纸箱对舱体进行封装打包。

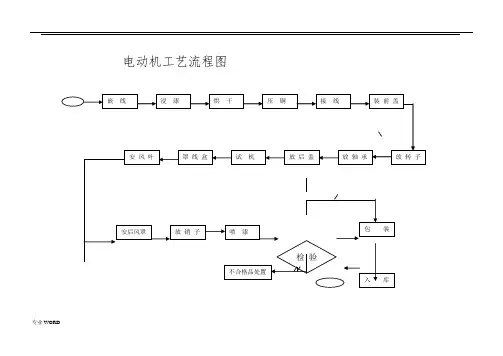
电动机生产工艺流程图————————————————————————————————作者:————————————————————————————————日期:23电动机工艺流程图压装接放 安 试 放放 放安后检 验不合格包罩 喷 浸嵌烘产品型号Y90L-2 产品名称电动机另件号每台件数下料方式共 3 页第 1 页工艺卡片材料毛坯尺寸责任车间第车间工序安装工步工序内容加工车间设备工艺装备名称与编号工时定额(分)工夹具刃具量具准备操作1 1 嵌线装配车间一字螺丝刀把漆包线嵌入定子中,根据需要放绝缘纸2 浸漆将带线的定子在绝缘漆中浸30±5分钟后吊出吊车3 烘干烘箱把吊出后的整框送入烘箱,于90±10℃烘90±30分钟4 压铜压模用压模把线卷压入外壳中5 接线把线放入接线柱相应孔内,拧紧带平垫和螺帽压线的螺丝6 装前盖用3枚6×30标准六角螺丝将前盖装好螺丝刀7 放转子将转子放进里面8 放轴承把轴承放在转子上入49 放后盖用3枚6×30标准六角螺丝将前盖装好更改内容编制审核批准产品型号Y90L-2 产品名称电动机另件号每台件数下料方式共 3 页第 2 页工艺卡片材料毛坯尺寸责任车间第车间工序安装工步工序内容加工车间设备工艺装备名称与编号工时定额(分)工夹具刃具量具准备操作1 10 试机把三相电接入电机相应的相线,打开电机开关,听声音看电流、电压11 罩线盒用4枚5×14圆头螺丝将线盒固定好12 安风叶用一字螺丝刀和郎头把风叶固定在转子上13 安后风罩用3枚5×6圆头一字螺丝将后风罩固定好14 放销子用1枚8×30的销子置入销子套中15 喷漆用喷枪把油漆均匀喷于电机外壳壳体上,自然晾干90±30气泵分钟。
16 检验检测5由质检部的检验员实施检验设备更改内容编制审核批准产品型号Y90L-2 产品名称电动机另件号每台件数下料方式共 3 页第 3 页工艺卡片材料毛坯尺寸责任车间第车间工序安装工步工序内容加工车间设备工艺装备名称与编号工时定额(分)工夹具刃具量具准备操作1 17 包装将检验合格的电机用纸箱进行包装,封好封胶带18 入库由搬运人员将包装好的电机送入仓库。
浓香型白酒生产工艺及流程图浓香型白酒的生产工艺流程如下:1.原料处理浓香型白酒的主要原料是高粱,糯高粱是首选,要求籽粒饱满、成熟、干净、淀粉含量高。
原料需要粉碎,以增加表面积,有利于淀粉颗粒的吸水膨胀和蒸煮糊化,为糖化发酵创造良好的条件。
但粉碎要适中,过粗或过细都会影响出酒的质量。
采用高温曲或中温曲作为糖化发酵剂,要求质硬、干燥、带有浓郁的曲香味,不带任何霉臭味和酸臭味。
2.发酵浓香型酒采用续渣法工艺,原料需要经过多次发酵。
稻壳是优良的填充剂和疏松剂,要求新鲜干燥,呈金黄色,不带霉烂味。
为了驱除异味和有害物质,需要预先清蒸并凉干。
酒醅及酒糟统称为糟,浓香型酒厂采用经多次循环发酵的酒醅进行配料,人们把这种糟称为“万年糟”。
3.出窖浓香型白酒的质量与窖、糟有着密切关系。
正常生产时,每个窖中一般有六甑物料,最上面一甑回糟(面糟),下面五甑粮糟。
不少酒厂采用老五甑操作法,窖内存放四甑物料。
在起糟出窖时,需要先除去窖皮泥,然后起出面糟,再起粮糟(母糟)。
在起母糟之前,堆糟坝要彻底清扫干净,以免母糟受到污染。
面糟需要单独蒸馏,蒸后作丢糟处理,蒸得的丢糟酒常常回醅发酵。
接着,需要起出五甑粮糟,分别配入高粱粉,做成五甑粮糟和一甑红糟,分别蒸酒,重新回入窖池发酵。
当出窖起糟到一定的深度,会出现黄水,应停止出窖。
可以在窖内母糟中央挖一个0.7m直径、深至窖底的黄水坑;也可将粮糟移到窖底较高的一端,让黄水滴入较低部位;或者把粮糟起到窖外堆糟坝上,滴出黄水。
有的厂在建窖时预先在窖底埋入一个黄水缸,使黄水自动流入缸内,出窖时将黄水抽尽,这种操作称为“滴窖降酸”和“滴窖降水”。
黄水是窖内酒醅向下层渗漏的黄色淋浆水,它含有1~2%的残余淀粉,0.3~0.7%的残糖,4~5%(V/V)的酒精,以及醋酸、腐植质和酵母菌体的自溶物等。
黄水较酸,酸度高达5度左右,而且还有一些经过驯化的己酸菌和白酒香味的前体物质,它是制造人工老窖的好材料,促进新窖老熟,提高酒质。