第六章2-注射成型解析
- 格式:ppt
- 大小:1.52 MB
- 文档页数:71
序言及第一章1.为什么塑料成型加工技术的发展要经历移植、改造和创新三个时期?(P2)第一段2.移植期、改造期和创新期的塑料成型加工技术各有什么特点?答:移植时期用移植技术制造的塑料制品性能较差,只能成型加工形状与结构简单的制品.而且制品的生产效率也比较低。
这段时问虽然已经出现了几种改性纤维素类热塑性塑料,但其使用性远不如酚醛和脲醛等热固性塑料料,从而使压缩模塑等特别适合成型热固性塑料的制品生产技术;其一是塑料的成型加工技术更加多样化,从前一时期仅有的几种技术发展到数十种技术,借助这几十种技术可将粉状、粒状、纤维状、碎屑状、糊状和溶液状的各种塑料原材料制成多种多样形状与结构的制品,如带有金属嵌件的模制品、中空的软制品和用织物增强的层压制品等;其二是塑料制品的质量普遍改善和生产效率明显提高,成型过程的监测控制和机械化与自动化的生产已经实现,全机械化的塑料制品自动生产线也已出现;其三是由于这一时期新开发的塑料品种主要是热塑性塑料,加之热塑性塑料有远比热固性塑料良好的成型工艺性,因此,这一时期塑料成型加工技术的发展,从以成型热固性塑料的技术为重点转变到以成型热塑性塑料的技术为主; 进入创新时期的塑料加工技术与前一时期相比,在可成型加工塑料材料的范围、可成型加工制品的范围和制品质量控制等方面均有重大突破。
采用创新的成型技术,不仅使以往难以成型的热敏性和高熔体粘度的她料可方便地成型为制品,而且也使以往较少采用的长纤维增强塑料、片状馍型料和团状模塑料也可大量用作高效成型技术的原材料。
3.按所属成型加工阶段划分,塑料成型加工可分为几种类型?分别说明其特点。
答:一次成型技术,二次成型技术,二次加工技术一次成型技术,是指能将塑料原材料转变成有一定形状和尺寸制品或半制品的各种工艺操作方法。
目前生产上广泛采用的挤塑、注塑、压延、压制、浇铸和涂覆等。
二次成型技术,是指既能改变一次成型所得塑料半制品(如型材和坯件等)的形状和尺寸,又不会使其整体性受到破坏的各种工艺操作方法。

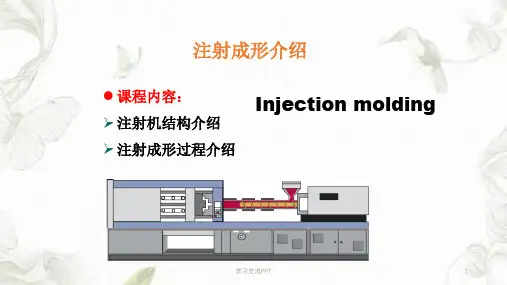
注射成型知识讲解塑料在注塑机加热料筒中塑化后,由柱塞或往复螺杆注射到闭合模具的模腔中形成制品的塑料加工方法。
此法能加工外形复杂、尺寸精确或带嵌件的制品,生产效率高。
大多数热塑性塑料和某些热固性塑料(如酚醛塑料)均可用此法进行加工。
用于注塑的物料须有良好流动性,才能充满模腔以得到制品。
主要装置注塑机由注射装置、合模装置和注塑模具三部分组成。
注塑机的规格有两种表示法:一种是每次最大注射体积或重量,另一种是最大合模力。
注塑机其他主要参数为塑化能力、注塑速率和注射压力。
注射装置注塑机的主要部分。
将塑料加热塑化成流动状态,加压注射入模具。
注射方式有柱塞式、预塑化式和往复螺杆式。
后者(图1)具有塑化均匀、注射压力损失小、结构紧凑等优点,应用较广泛。
合模装置用以闭合模具的定模和动模,并实现模具开闭动作及顶出成品。
注塑模具简称注模。
它由浇注系统、成型零件和结构零件所组成。
①浇注系统是指自注射机喷嘴到型腔的塑料流动通道;②成型零件是指构成模具型腔的零件,由阴模、阳膜组成;③结构零件,包括导向、脱膜、抽芯、分型等各种零件。
模具分为定模和动模两大部分,分别固定于合模装置之定板和动板上,动模随动板移动而完成开闭动作。
模具根据需要可加热或冷却。
因加工物料而异。
热塑性塑料的注射成型包括加料、塑化、注射、保压、冷却、脱模等过程。
热固性塑料和橡胶的成型也包括同样过程,但料筒温度较热塑性塑料的低,注射压力却较高,模具是加热的,物料注射完毕在模具中需经固化或硫化过程,然后趁热脱膜。
注射成型是指有一定形状的模型,通过压力将融溶状态的胶体注入摸腔而成型,工艺原理是:将固态的塑胶按照一定的熔点融化,通过注射机器的压力,用一定的速度注入模具内,模具通过水道冷却将塑胶固化而得到与设计模腔一样的产品。
注塑成型的七个步骤1、关门2、锁模3、注射保压4、冷却5、开模6、打开安全门7、取出产品。
重复执行这种作业流程,就可连续生产产品。
1、关门半自动需开关安全门,全自动安全门设置在关的状态。
第六章注塑成型一、简答题1.简单描述一个完整的注塑过程。
塑化物料,注塑,保压冷却,开模,脱模,合模2.注塑制品有何特点。
壁厚均匀;制品上有凸起时,要对称,这样容易加工;为加强凸台的强度.要设筋,并在拐角处加工出圆角;倾斜的凸台或外形会使模具复杂化,而且体积变大,应该设计为和分型面垂直的形状;深的凹进部分.尽可能的集中在制品的同一侧;对于较薄的壁.为避免出现侧凹,可将制品上的凹孔设计成v形槽;所有的拐角处都应有较大的圆角。
3.注塑机有几种类型,包括哪些组成部分。
按传动方式:机械式注塑机,液压式注塑机,机械液压式注塑机按操纵方式:手动注塑机、半自动注塑机、全自动注塑机按塑化方式:柱塞式注塑机、预塑式注塑机、橡胶注塑机包括以下:注射装置、合模装置、液压电气控制系统4.柱塞在柱塞式注塑机中的作用。
柱塞将注塑力传递至聚合物,并将一定的熔料快速注射入模腔。
5.挤出机和注塑机的螺杆有何异同。
注塑机的螺杆存在前进、后退运动,多为尖头,压缩比较小6.为了防止“流涎”现象,喷嘴可采用哪几种形式,描述每种形式的工作原理。
小孔型:孔径小而射程长。
料压闭锁型:利用预塑时熔料的压力,推动喷嘴芯达到防止“流涎”弹簧锁闭式:用弹簧侧向压合顶针。
可控锁闭式:用液(或电、气)动控制顶针开闭7.锁模系统有哪几种型式,描述每种型式的工作原理。
液压式,轴杆式8.注塑机料筒清洗要注意哪些问题。
1.首先使用上要注意操作的问题。
2.如果加工的物料有腐蚀性,且停机后需要一定时间才开机,则要及时对料筒进行清洗。
清洗工作应在料筒加热情况下进行,一般用聚苯乙烯作为清洗料。
在清洗结束后,立即关闭加热开关,并做结束工作。
3.如果是一般物料,清洗时一定要升温到上次实验物料的熔点之上进行清洗,否则螺杆会扭断。
后在降温到所需温度进行实验。
4.清洗时可采用高低不同转速进行清洗,容易洗净。
最后在所需转速清洗,后进行实验。
9.嵌件预热有何意义。
为了装配和使用强度的要求,理解塑件内常常嵌入金属嵌件。