板带轧制理论概述.
- 格式:ppt
- 大小:978.50 KB
- 文档页数:31
板带轧制工艺一、轧制原理板带轧制工艺是一种通过一系列的轧制过程,将原料轧制成具有所需厚度、宽度和表面质量的板带材的工艺。
轧制过程中,轧件在轧辊的压缩下产生塑性变形,从而获得所需的形状、尺寸和性能。
二、轧机类型1.横轧机:横轧机是使轧件在平行于轧制方向上受到压缩,从而获得所需尺寸的轧制设备。
根据轧辊旋转方向的不同,横轧机可分为立式和卧式两种。
2.纵轧机:纵轧机是使轧件在垂直于轧制方向上受到压缩,从而获得所需尺寸的轧制设备。
这种轧机广泛应用于板带材的生产。
3.混合轧机:混合轧机同时具有横轧机和纵轧机的特点,可以同时进行横向和纵向的压缩,适用于复杂形状的轧制。
三、轧制原料板带轧制的原料可以是各种形状的坯料,如方坯、圆坯、钢板等。
原料的化学成分、显微组织、表面质量等都会影响最终产品的质量和性能。
四、轧制工艺参数1.压下量:压下量是轧制过程中轧件减薄的量,是影响轧件厚度的重要参数。
压下量的大小直接影响着最终产品的尺寸精度和性能。
2.轧制速度:轧制速度是指轧辊在单位时间内对轧件施加的压力,是影响轧制过程的重要参数。
适当提高轧制速度可以提高生产效率,但过高的速度会导致轧件表面质量下降。
3.轧制温度:轧制温度是指轧件在轧制过程中的温度,对轧件的塑性和变形抗力有重要影响。
合理控制轧制温度可以改善产品质量和提高生产效率。
五、轧制缺陷及控制1.裂纹:裂纹是板带材常见的缺陷之一,主要是由于轧制过程中温度变化过大或轧制压力过大引起的。
控制裂纹的方法包括合理控制轧制温度和压下量,以及选用合适的轧辊材质和热处理工艺。
2.折皱:折皱是指在板带材表面形成的局部隆起或弯曲的现象,主要是由于轧制过程中润滑不均匀或轧辊磨损严重引起的。
控制折皱的方法包括加强润滑管理、定期检查和更换轧辊等措施。
3.表面粗糙:表面粗糙是指板带材表面不光滑的现象,主要是由于原料表面质量差或热处理工艺不当引起的。
控制表面粗糙的方法包括加强原料质量管理、选用合适的热处理工艺和采用合适的轧制工艺参数等措施。

板带轧制理论与工艺作业加工硬化是指金属材料在再结晶温度以下塑性变形时强度和硬度升高,而塑性和韧性降低的现象。
又称冷作硬化。
产生原因是,金属在塑性变形时,晶粒发生滑移,出现位错的缠结,使晶粒拉长、破碎和纤维化,金属内部产生了残余应力等。
加工硬化的程度通常用加工后与加工前表面层显微硬度的比值和硬化层深度来表示。
摩擦机制:在作相对滚动的运动副中,如果有一个运动体发生了塑性变形,则可使二者的接触面积增加。
同时,塑性变形又使得运动副产生较大的相对滑动。
所以该运动副间的相对运动是既滚又滑的复合运动。
要使物体运动需克服接触表面间的摩擦力,还需克服塑性变形对物体运动所产生的阻碍影响。
Karman方程另一种形式:表面粗糙度是指加工表面具有的较小间距和微小峰谷不平度。
其两波峰或两波谷之间的距离(波距)很小(在1mm以下),用肉眼是难以区别的,因此它属于微观几何形状误差。
表面粗糙度越小,则表面越光滑。
表面粗糙度的大小,对机械零件的使用性能有很大的影响。
真应力(S)为是瞬时载荷(P)除以试样的瞬时截面积(A),即:S=P/A。
;真应变(e)是瞬时伸长量除以瞬时长度de=dL/L。
工程应力:即由负荷和原始截面积计算所得,σ=P/A。
;工程应变ε=(L-L。
)/L 区别:由于负荷值的变化随时可以读出,但瞬间截面积很难直接读出,因此,一般只能得到工程应力。
在受拉实验中,在均匀变形的范围内,真应力恒大于名义应力,而真应变恒小于名义应变。
在弹性阶段由于应变值极小,二者的差异极小,没有必要加以区分。
板形锥:板形锥定义了轧件在轧制过程中不均匀变形的临界值。
由板形锥可知,只要各架的实际凸度值在临界凸度值以内则不产生浪形,超出临界值则会产生边浪或中间浪。
板形锥反映了板材形状,材质抵抗起浪的一种能力,它与设备无关。
随着板厚的增大,允许凸度值越大,抵抗起浪的能力越强;随着板宽的增加,允许凸度值越小,抵抗起浪的能力越差;不同的轧制规格,随着轧制规程的不同,板形锥是不同的,一种轧制规程只对应着一种板形锥。
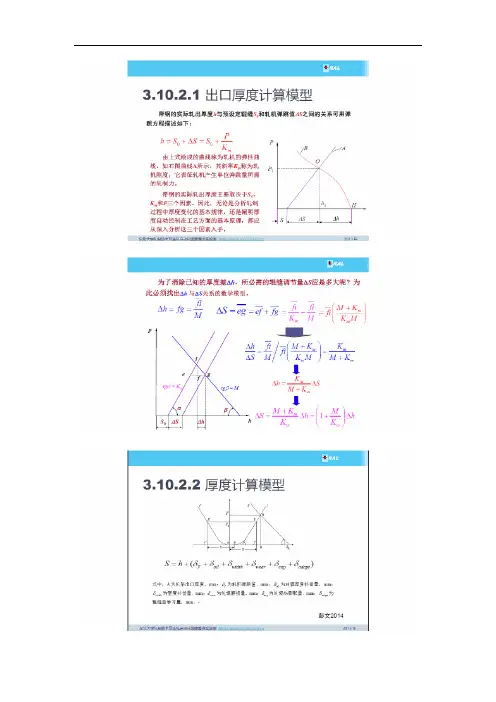
轧机的刚度是表示该轧机抵抗轧制压力引起弹性变形的能力,又称轧机模数或轧机模量。
轧制时,在轧制力的作用下,轧件产生塑性变形,其厚度尺寸和断面形状发生变化。
同时,轧件的反作用力使工作机座中轧辊,轧辊轴承,轴承座,垫板,压下油缸及牌坊等一系列零件相应产生弹性变形。
通常将这一系列受力零件产生的弹性变形总和称为轧机的弹跳值,也就是轧机的刚度。
轧机的弹性曲线并不完全是一条直线,在弹性曲线的起始段不是直线,而是一小段曲线,这是由于轧机各部件之间存在着一定的间隙和接触不均匀之故。
随着轧制压力的增加,弹性曲线的斜率逐渐增大。
当轧制压力增大到一定数值后,弹性曲线可近似地看成是一条直线。
实际生产中,轧机大多工作在弹性曲线的直,或称为轧机模数。
K线段范围内,因此,通常将直线部分的斜率称为轧机的刚度系数弹性变(1mm)轧机刚度系数的物理意义是指轧机工作机座抵抗弹性变形的能力的大小,即当轧机产生单位而轧机表明轧机刚度越大,,)即弹性曲线越陡(则刚度系数越大此力越大,形时所需要的轧制压力的大小,弹性变形就越小。
通俗地说,轧机刚度系数即表示轧机工作机座的软硬程度。
K现代化社会当中各种测厚仪出现在了各种机器的检测系统当中,从而有效的保证了各类产品的标准,然而需求不同,所以仪器的种类也不一样,在下文中我们主要了解接触式和非接触式薄膜测厚仪这两种仪器的区别。
接触式和非接触式薄膜测厚仪的字面区别就是一个需要接触被检测产品,另外一个就不需要。
接触式仪器主要可以分成超声波和涂层两大类型,超声波仪器的远离就是使用探头发射的超声波脉冲到被检测产品当中,并在产品中传播,当到材料分界面的时候会被反射回探头这里。
通过精确测量超声波在产品当中传播的时间来确定产品的厚度,这种仪器可以做出精确的测量,特别涂层仪器的原理主要是磁性和涡流原理。
是对各种板材和各种加工零件;非接触式薄膜测厚仪无辐射,安全性能好,响应快速,不受被测物材质影响,整体维护非常简单,而且精准度很高。

第二章 板带轧制工艺及理论1.板带钢产品的技术要求包括哪些方面?对板带钢产品的基本要求包括化学成分、几何尺寸、板形、表面、性能等几个方面。
(1)钢板的化学成分要符合选定品种的钢的化学成分(通常是指熔炼成分),这是保证产品性能的基本条件。
(2)钢板的外形尺寸包括厚度、宽度、长度以及它们的公差应满足产品标准的要求。
(3)钢板常常作为包复材料和冲压等进一步深加工的原材料使用,使用上要求板形要平坦。
在钢板的技术条件中对钢板的不平度提出要求,以钢板自由放在平台上,不施加任何外力的情况下,钢板的浪形和瓢曲程度的大小来度量。
(4)使用钢板作原料生产的零部件,原钢板的表面一般是工作面或外表面。
技术条件中通常要求钢板和钢带表面不得有气泡、裂纹、结疤、拉裂和夹杂,钢板和钢带不得有分层;钢板表面上的局部缺陷应用修磨的方法清除,清除部位的钢板厚度不得小于钢板最小允许厚度。
(5)根据钢板用途的不同,对钢板和钢带的性能要求不同,对性能的要求包括四个方面:力学性能、工艺性能、物理性能、化学性能。
对力学性能的要求包括对强度、塑性、硬度、韧性的要求;工艺性能包括冷弯、焊接、深冲等性能;材料使用时对物理性能有要求时在技术条件中提出,如电机和变压器用钢对磁感强度、铁磁损失等物理性能提出要求;材料使用时对化学性能有要求时在技术条件中提出,如不锈钢板钢带对防腐、防锈、耐酸、耐热等化学性能提出要求。
2.板带轧机的分类方法有几种?板带轧机的分类方法有按辊系分类、按轧辊驱动方式分类、按轧机组成分类、按轧机用途分类等多种分类方法。
(1)按辊系分类板带轧机按辊系分类是最常用、最基本的方式。
常用的轧机有二辊、三辊、四辊、六辊、八辊、十二辊、二十辊以及偏八辊、非对称式八辊、行星式轧机等,这些形式的轧机是由一对工作辊和多个支持辊构成。
(2)按轧辊驱动方式分类对称驱动方式:上、下工作辊,上、下中间辊,上、下支持辊;非对称驱动方式:一根工作辊,一根工作辊和一根支持辊;异步驱动:上、下辊异步传动,上、下工作辊异步传动。
材料加工工程硕士研究生选修课《板带轧制理论与工艺》4 板凸度和板平直度理论主讲人:邸洪双热轧卷板的主要质量问题性能:强度,塑性,冲击韧性表面:氧化铁皮,麻点,划伤,挂腊,夹杂,边裂,翘皮尺寸精度:厚度,宽度板形 (平直度,凸度,边部减薄,局部高点)板形对用户产品质量的影响由于带钢板形质量问题对用户使用及最终产品质量带来不利影响。
如汽车制造、工程机械设备、集装箱和冷轧生产等汽车梁成型后腿部距离回弹不一致,热轧卷板表面局部高点造成冷轧卷板成品表面产生粘结浪形导致下工序衬板、加强板组装困难集装箱板浪形影响集装箱整体焊接质量和外观工程机械钢卷板瓢曲造成吊车吊臂无法焊接4.1 板形和板凸度的概念板形(shape ) (平直度) 直观来说:指板材的翘曲程度Flatness, Buckle, Cambershape实 质:板带材内部残余应力的分布只要板带内部存在有残余的内应力,就称为板形不良。
如果这个应力虽然存在,但不足以引起板带翘曲,则称为“潜在”的板形不良;如果这个应力足够大,以致于引起板带翘曲,则称为“表观”的板形不良。
板形缺陷的产生 残余应力板形不良“潜在”的板形不良 “表观”的板形不良带钢实际平直度照片平直中浪边浪板形缺陷的分类板带中残余应力分布的规律不同,其所引起的板带翘曲形式也不同。
所以,可以根据内应力的分布规律和板带的翘曲情况,将板形缺陷分成不同的类型。
()22121p cr cr p E h k B πσν⎛⎫= ⎪+⎝⎭cr σ板带产生翘曲的临界应力cr k 临界应力系数p E 板带的弹性模量 p ν板带的泊松比 h 板带的厚度 B 板带的宽度(4-1) 式中: 板带翘曲的力学条件根据弹性力学的研究结果,板带发生翘曲的力学条件可表达为:研究结果表明,对于冷轧宽带钢,产生边浪时,k cr ≈12.6,产生中浪时,k cr ≈17.0。
对于热轧宽带钢,边浪时k cr ≈14,中浪时k cr ≈20良好板形的几何条件如右图所示,横坐标表示各点的横向位置,即横向各点距板带中心的距离,纵坐标分别为入口和出口轧件半厚,入口断面形状函数为H(x),出口断面形状函数为h(x)。

铜板带冷轧机的轧制原理及参数控制铜板带冷轧机是一种重要的金属加工设备,广泛应用于冶金、机械、建筑等行业。
它通过冷轧的方式将铜板带加工成所需厚度和尺寸的产品。
本文将深入探讨铜板带冷轧机的轧制原理及参数控制,以帮助读者更好地理解这个主题。
一、铜板带冷轧机的轧制原理铜板带冷轧机的轧制原理是基于金属塑性变形的规律。
在冷轧过程中,铜板带经过多次通过轧制辊的压力作用,使其产生塑性变形,从而实现厚度和尺寸的调整。
其具体步骤如下:1. 进料与切割:将铜板带送入冷轧机,切割成适当的长度以便进行下一步工序。
2. 初轧:将切割好的铜板带经过初轧辊的压力作用,使其产生初步的变形。
初轧可以消除材料的内应力,提高材料的塑性,为后续的轧制做好准备。
3. 中轧:经过初轧后,铜板带再经过中轧辊的压力作用,进一步实现厚度和尺寸的调整。
中轧一般采用多个辊道串联,逐步减小辊道间隙,从而使铜板带的厚度得到更细致的控制。
4. 终轧:在中轧之后,铜板带进入终轧辊的作用区域。
终轧辊通常采用高速旋转,通过较大的轧制力对铜板带进行再次变形,使其达到所需的厚度和尺寸。
5. 出料:经过终轧后,铜板带被送出冷轧机,进入后续工序或成为最终产品。
二、参数控制对轧制效果的影响在铜板带冷轧过程中,参数控制对轧制效果起到至关重要的作用。
以下是几个常见的参数及其对轧制效果的影响:1. 辊道间隙:辊道间隙是指轧制辊之间的距离。
辊道间隙的大小直接影响到铜板带的厚度控制。
辊道间隙过大会导致轧制力不足,铜板带厚度无法准确控制;而辊道间隙过小则会造成过度压制,容易引起辊道磨损和变形。
辊道间隙的调整是铜板带冷轧中重要的参数控制之一。
2. 轧辊直径:轧辊直径的大小也会对轧制效果产生影响。
较大的轧辊直径可以提高轧制效率,但厚度控制相对较差;而较小的轧辊直径则有利于获得更好的厚度控制。
在实际应用中,需要根据具体需求来选择适当的轧辊直径。
3. 轧制速度:轧制速度是指铜板带在冷轧机中通过轧制辊的速度。
轧制原理二板、带材生产概述1,推动板、带材轧制方法与轧机型式演变的主要矛盾是什么?轧件变形和轧机变形是在轧制过程中同时存在的。
我们的目的是要使轧件易于变形和轧机难于变形,亦即发展轧件的变形而控制和利用轧机的变形。
由于板、带轧制的特点是轧制压力大,轧件变形难,而轧机变形及其影响又大,因而使这个问题就成为左右、带轧制技术发展的主要矛盾。
2,板带材是如何分类的?(1)按产品尺寸规格:一般可以分为厚板(包括中板和特厚板)、薄板和极薄带材(箔材)三类。
一般称厚度在4.0mm以上者为中、厚板(其中4~20mm者为中板,20~60mm为厚板,60mm以上者为特厚板),4.0~0.2mm者为薄板,而0.2mm以下者为极薄带钢或箔材。
(2)按产品用途:造船板、锅炉板、桥梁板、压力容器板、汽车板、镀层板(镀锡、镀锌板等)、电工钢板、屋面板、深冲板、焊管坯、复合板及不锈、耐酸耐热等特殊用途钢板。
3,板、带材生产工艺有何特点?(1)板、带材是用平辊轧出,故改变产品规格较简单容易,调整操作方便,易于实现全面计算机控制和进行自动化生产。
(2)带钢的形状简单,可成卷生产,且在国民经济中用量最大,故必须而且能够实现高速度的连轧生产。
(3)由于宽厚比和表面积都很大,故生产中轧制压力很大,可达数百万至数千万牛顿,因此轧机设备复杂强大,而且对产品厚、宽尺寸精度和板形以及表面质量的控制变得十分困难和复杂。
4,板带材技术要求主要包含那些内容?“尺寸精确板型好,表面光洁性能高”(若分值较大,可分开详述)。
降低金属变形抗力的措施(提高刚度措施):叠轧:通过叠轧使轧件总厚度增大,并采用无水冷却的热辊轧制,才能使轧制温度容易保持及克服轧机弹跳的障碍,保证轧制过程的进行。
连续轧制:单层轧制薄而长的钢板时温降很快,不叠轧就必须快速操作和成卷轧制,争取有较高和较均匀的轧制温度。
炉卷轧机:优点:可用较少的设备投资和较灵活的工艺道次生产出批量不大而品种较多的产品,尤其适合生产塑性较差、加工温度范围较窄的合金钢板带。