轧制变形理论第一至第五章
- 格式:ppt
- 大小:3.85 MB
- 文档页数:134
《金属轧制原理》习题集绪论一.概念题1)轧制2)轧制分类3)平辊轧制4)型辊轧制5)纵轧6)横轧7)斜轧二.填空题三.问答题1)轧制有哪些分类方法,如何分类?2)轧制在国民经济中的作用如何?3)现代轧制工艺技术的特点和发展趋势如何?四.计算题第一篇轧制理论第1章轧制过程基本概念一.概念题1)轧制过程2)简单轧制过程3)轧制变形区(07成型正考)4)几何变形区5)咬入角6)接触弧长度(09成型正考)7)变形区长度8)轧辊弹性压扁(08成型正考)9)轧件弹性压扁10)绝对变形量11)相对变形量12)变形系数13)均匀变形理论14)刚端理论15)不均匀变形理论16)变形区形状系数二.填空题三.问答题1)简述不均匀变性理论的主要内容。
2)简述沿轧件断面高度方向上速度的分布特点。
3)简述沿轧件断面高度方向上变形的分布特点。
4)简述变形区形状系数对轧件断面高度方向上速度与变形的影响。
5)简述沿轧件宽度方向上的金属的流动规律。
四.计算题1)咬入角计算2)接触弧长度计算3)在Ø650mm轧机上轧制钢坯尺寸为100mm×100mm×200mm,第1道次轧制道次的压下量为35mm,轧件通过变形区的平均速度为3.0m/s时,试求:(12分) (07成型正考) (08成型正考)(1) 第1道次轧后的轧件尺寸(忽略宽展);(2) 第1道次的总轧制时间;(3) 轧件在变形区的停留时间;(4) 变形区的各基本参数。
4)在Ø750mm轧机上轧制钢坯尺寸为120mm×120mm×250mm,第1道次轧制道次的压下量为35mm,轧件通过变形区的平均速度为3.5m/s时,试求:(12分) (09成型正考)(1) 第1道次轧后的轧件尺寸(忽略宽展);(2) 第1道次的总轧制时间;(3) 轧件在变形区的停留时间;(4) 变形区的各基本参数。
第2章实现轧制过程的条件一.概念题1)咬入2)自然咬入3)自然咬入条件(07成型正考)4)极限咬入条件(09成型正考)5)稳定轧制6)合力作用点系数7)稳定轧制条件(08成型正考)8)极限稳定轧制条件二.填空题三.问答题1)简述改善咬入条件的途径。

第一节 轧制变形基本原理1、金属的塑性变形与弹性变形1.1 影响金属热塑性变形的主要因素影响金属热塑性变形的因素,有金属本身内部因素和加热等外部条件。
1) 钢中存在碳及其他合金元素,使钢的高温组织,除有奥氏体外,还有其他过剩相。
这些过剩相降低钢的塑性。
钢中的杂质也是影响金属热塑性变形的内在因素,钢中的硫能使钢产生热脆。
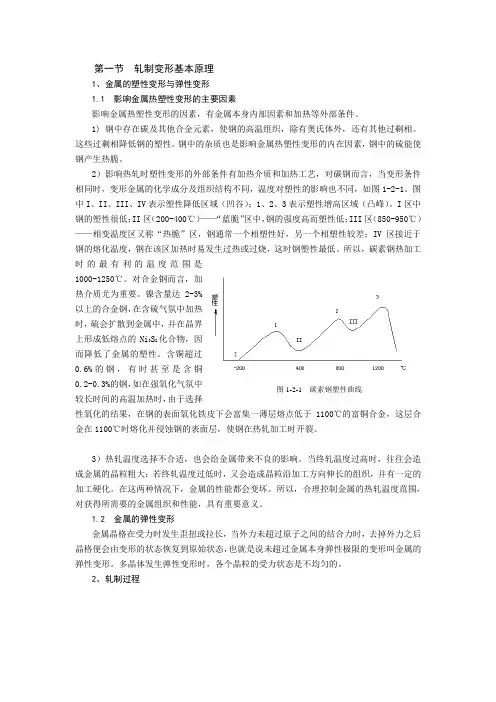
2)影响热轧时塑性变形的外部条件有加热介质和加热工艺,对碳钢而言,当变形条件相同时,变形金属的化学成分及组织结构不同,温度对塑性的影响也不同,如图1-2-1。
图中I 、II 、III 、IV 表示塑性降低区域(凹谷);1、2、3表示塑性增高区域(凸峰)。
I 区中钢的塑性很低;II 区(200-400℃)——“蓝脆”区中,钢的强度高而塑性低;III 区(850-950℃)——相变温度区又称“热脆”区,钢通常一个相塑性好,另一个相塑性较差;IV 区接近于钢的熔化温度,钢在该区加热时易发生过热或过烧,这时钢塑性最低。
所以,碳素钢热加工时的最有利的温度范围是1000-1250℃。
对合金钢而言,加热介质尤为重要。
镍含量达2-3%以上的合金钢,在含硫气氛中加热时,硫会扩散到金属中,并在晶界上形成低熔点的Ni 3S 2化合物,因而降低了金属的塑性。
含铜超过0.6%的钢,有时甚至是含铜0.2-0.3%的钢,如在强氧化气氛中较长时间的高温加热时,由于选择性氧化的结果,在钢的表面氧化铁皮下会富集一薄层熔点低于1100℃的富铜合金,这层合金在1100℃时熔化并侵蚀钢的表面层,使钢在热轧加工时开裂。
3)热轧温度选择不合适,也会给金属带来不良的影响。
当终轧温度过高时,往往会造成金属的晶粒粗大;若终轧温度过低时,又会造成晶粒沿加工方向伸长的组织,并有一定的加工硬化。
在这两种情况下,金属的性能都会变坏。
所以,合理控制金属的热轧温度范围,对获得所需要的金属组织和性能,具有重要意义。
1.2 金属的弹性变形金属晶格在受力时发生歪扭或拉长,当外力未超过原子之间的结合力时,去掉外力之后晶格便会由变形的状态恢复到原始状态,也就是说未超过金属本身弹性极限的变形叫金属的弹性变形。

绪论金属压力加工:金属压力加工时金属在外力作用并且不破坏自身完整性的条件下稳定改变其形状与尺寸,而且也改善其组织和性能的加工方法,也叫金属的塑性加工。
金属加工分类:弯曲、剪切、锻造、轧制、挤压、拉拔、冲压锻造:自由锻(镦粗、延伸)、模锻轧制:纵轧、横扎、斜扎挤压:正挤压、反挤压第一章金属塑性变形原理第二章应力和变形第一节力和应力一、外力外力:作用力、反作用力(1)作用力:压力加工设备的可动工具部分对工件作用的力叫做作用力,又叫主动力。
(2)约束反力:正压力、,摩擦力约束反力:变形物体的整体运动和质点流动受到工具另外组成部分的约束,及工件与工具接触面上摩擦里的制约,工件在这些力的作用下产生形变,这些力叫约束反力。
二、内里和应力内力:当物体在外力作用下,并且物体的运动受到阻碍时,或者由于物理和物理化学等作用而引起物体内原子之间距离发生改变,在物体内部产生的一种力,叫作内力。
引起内力的两种原因:(1)为平衡外部的机械作用,在金属内部产生于外力相平衡的内力。
(2)由于物理和物理化学作用而引起的内力。
应力:内力的强度称为应力,或者说内力的大小是以应力来度量的,单位面积上作用的内力称为应力。
第二节变形变形:金属在受力状态下产生内里的同时,其形状及尺寸也产生变化,这种现象称为变形变形:弹性变形,塑性变形从微观上看:弹性变形的实质,就是所施加的外力或能不足以使原子跃过势垒。
塑性形变,如果能越过上述势垒而使大量原子定向的从原有的平衡位置转移到另一平衡位置上去,这就表现为塑性形变。
从宏观上看:金属在外里作用下产生变形,外力去除后,又恢复到原来的形状和尺寸,这样的变形称为弹性变形。
如果外力去除后,变形金属的形状和尺寸能保留下来,不会恢复到变形前的状态,这样的变形称为塑性变形。
第三节应力状态及图示主平面:只有正应力,而切应力为零的平面称为主平面主应力:主平面上的正应力称为主应力塑性变形中拉应力最容易导致金属破坏,因为它使金属内的细小疏松、空隙、裂纹等缺陷扩大,压应力有利于减小或抑制缺陷的发生与发展。
(完整word版)第五章轧制规程的计算典型产品的孔型、压下规程设计在设备能⼒允许条件下尽量提⾼产量充分发挥设备潜⼒以提⾼产量的途径不外乎是提⾼压下两、缩减轧制道次、确定合理速度规程、缩短轧制周期、减少换辊时间,提⾼作业率及合理选择原料增加坯重等。
对于连轧机⽽⾔主要是合理分配压下并提⾼轧制速度。
⽆论是提⾼压下量还是提⾼轧制速度,都涉及到轧制压⼒轧制⼒矩和电机功率。
⼀⽅⾯要求充分发挥设备的潜⼒,另⼀⽅⾯⼜要求保证设备安全和操作⽅便,就是说在设备能⼒允许的条件下努⼒提⾼产量。
⽽限制压下量和速度的主要因素包括咬⼊条件、轧辊及接轴叉头等的强度条件、电机能⼒的限制以及轧机的具体情况考虑其他因素等。
在保证操作稳便的条件下提⾼产量①操作稳便的钢板轧制定⼼条件,努⼒提⾼轧机的刚度。
尽⼒消除机架刚度对钢板纵向和横向精度的影响②提⾼板形及尺⼨精度质量。
板带材轧制的精轧阶段对于保证钢板的性能、表⾯质量、板形及尺⼨精度有着极为重要的作⽤。
为了保证板形质量及厚度精度,必须遵守均匀延伸或所谓的“板凸度⼀定”的原则去确定各道次的压下量。
③注意保证板组织性能和表⾯质量。
例如有些钢种对终轧温度和压下量有⼀定的要求,都需要根据钢种特性和产品技术要求在设计轧制规程时加以考虑。
制定压下规程以典型产品为例确定板坯长度(典型产品:x70,规格:17.5*3500*15000mm)取轧件轧后两边剪切余量为△b=100×2mm,头尾剪切余量为△l=500×2mm。
则:轧件轧后的⽑板宽度b=3500+100×2=3700mm;轧件轧后的⽑板长度l=15000+500×2=16000mm。
若忽略烧损和热胀冷缩,则根据体积不变定律可得:L =h b l /H B =17.5 * 3700 * 16000 / 175 * 2000=2960 mm根据板坯定尺取:L=3000mm咬⼊条件的计算参考现场数据及有关资料,热轧中厚板轧机的咬⼊⾓为18°~ 22°,当低速咬时,咬⼊⾓可取20°,并且轧辊⼯作直径取最⼩值1030mm,1120mm。
轧制原理第1章轧制过程基本概念轧制:⾦属通过旋转的轧辊受到压缩,横断⾯积减⼩,长度增加的过程。
纵轧:⼆轧辊轴线平⾏,转向相反,轧件运动⽅向与轧辊轴线垂直。
斜轧:轧辊轴线不平⾏,即在空间交成⼀个⾓度,轧辊转向相同,轧件作螺旋运动。
横轧:轧辊轴线平⾏,但转向相同,轧件仅绕⾃⾝的轴线旋转,没有直线运动。
轧制过程:靠旋转的轧辊与轧件之间的摩擦⼒将轧件拖⼊辊缝之间,并使之受到压缩产⽣塑性变形,获得⼀定形状、尺⼨和性能产品的压⼒加⼯过程。
体积不变规律:在塑性加⼯变形过程中,如果忽略⾦属密度的变化,可以认为变形前后⾦属体积保持不变。
最⼩阻⼒定律:物体在塑性变形过程中,其质点总是向着阻⼒最⼩的⽅向流动。
简单轧制过程:轧制时上下辊径相同,转速相等,轧辊⽆切槽,均为传动辊,⽆外加张⼒或推⼒,轧辊为刚性的。
变形区概念:轧件承受轧辊作⽤,产⽣塑性变形的区域。
⼏何变形区:轧件直接承受轧辊作⽤,产⽣塑性变形的区域。
物理变形区:轧件间接承受轧辊作⽤,产⽣塑性变形的区域。
接触弧s (咬⼊弧):轧制时,轧件与轧辊相接触的圆弧(弧AB )咬⼊⾓α:接触弧所对应的圆⼼⾓。
变形区(接触弧)长度(l ):接触弧的⽔平投影长度。
咬⼊⾓α: △h = D (l-cos α)cos α=1- △h /D变形区长度l 简单轧制,即上下辊直径相等。
绝对变形量:轧前、轧后轧件尺⼨的绝对差值。
压下量△ h = H-h宽展量△b = b-B延伸量△l = l- L相对变形量:轧前、轧后轧件尺⼨的相对变化。
相对压下量ε=(△h/H )% e = ln h/H相对宽展量εb=(△b /B )% eb= ln b/B相对延伸量εl=(△l/L )% el= ln l/L 。
变形系数:轧前轧后轧件尺⼨的⽐值表⽰的变形。
压下系数:η=H/h宽展系数:β(ω)= b/B延伸系数: µ (λ)=l/L总延伸系数与总压下率(累积压下率)设轧件原始⾯积为F0 ,经过n 道次轧制后⾯积为Fn ,则轧制过程:靠旋转的轧辊与轧件之间的摩擦⼒将轧件拖⼊辊缝,并使之受到压缩产⽣塑性变形,获得⼀定形状、尺⼨和性能的压⼒加⼯过程。
第一章轧制理论基础第一节轧制的基本概念1、轧制金属通过两个旋转方向相反的轧辊时,在轧辊压力作用下,使金属生产塑性变形。
从而改变其断面的形状和尺寸,这种工艺过程称为轧制,被轧制的金属称为轧件。
轧制按轧制时的温度不同,分为冷轧和热轧。
在金属再结晶温度以下进行轧制叫冷轧,在金属再结晶温度以上轧制叫热轧。
2、变形区以平辊轧制矩形轧件为例,轧辊直径为D,辊身长度为B,轧制前的轧件厚度为ho,轧制后的轧件厚度为h1,轧制前的轧件宽度为bo,轧制后的轧件宽度为b1,轧件的入口速度为v o ,轧件的出口速度为v1,如图2-1所示。
轧件开始与轧辊接触的平面AA’,称入口平面,轧件从轧辊离开的平面BB’,称出口平面。
入口平面AA’,出口平面BB’,轧辊与轧件的接触弧面AB和A’B’构成轧件在轧制时的变形区.轧件在变性区内发生塑性变形。
3、变形量轧件轧制前和轧制后的厚度之差称为绝对压下值,用△h表示△h =ho -h1:绝对压下量△h与轧前厚度的比值称为相对压下量,常用Y表示。
即:Y=△h/ho 相对压下量可用小数和百分数来表示。
轧件轧制后与轧制前的宽度之差称为绝对宽展量,用△b表示。
△b=b1-bo。
绝对压下量与绝对宽展量是经常使用的两个变形参数。
轧件轧制前的长度为1o ,轧制后的长度为11,轧制后与轧制前的轧件长度之差称为绝对延展量,用△1表示。
故有△1=11-1o。
轧前厚度与轧后厚度之比,称为压下系数,通常用η表示。
即η=ho /h1;轧后宽度与轧前宽度之比,称为侧压系数,通常用k 表示。
即 k=b 1/b 0; 轧后长度与轧前长度之比,称为延伸系数,通常用μ表示。
即μ=l 1/l 0。
4、咬入弧与咬入角轧辊与轧件接触部分的A ⌒B 和A ’⌒B ’弧称为咬入弧(又称接触弧)。
与咬入弧 A ⌒B 和A ’⌒B ’所对应的圆心角α称为咬入角。
由图2-1中的几何关系可知,△ABC ∽△EBA ,由此可得: AB 2=BE ⨯BC 式中 BE=2R BC=(h o -h 1)/2=△h/2所以咬入弧所对的弦长AB=hR ∆。
1 第四章 轧制变形基本原理金属塑性加工是利用金属能够产生永久变形的能力,使其在外力作用下进行塑性成型的一种金属加工技术,也常叫金属压力加工。
基本加工变形方式可以分为:锻造、轧制、挤压、分为:热加工、冷加工、温加工。
金属塑性加工的优点(1)因无废屑,可以节约大量的金属,成材率较高;(2)可改善金属的内部组织和与之相关联的性能;(3)生产率高,适于大量生产。
第一节 轧钢的分类轧钢是利用金属的塑性使金属在两个旋转的轧辊之间受到压缩产生塑性变形,从而得到具有一定形状、尺寸和性能的钢材的加工过程。
被轧制的金属叫轧件;使轧件实现塑性变形的机械设备叫轧钢机;轧制后的成品叫钢材。
一、根据轧件纵轴线与轧辊轴线的相对位置分类轧制可分为横轧、纵轧和斜轧。
如图1、2、3。
横轧:轧辊转动方向相同,轧件的纵向轴线与轧辊的纵向轴线平行或成一定锥角,轧制时轧件随着轧辊作相应的转动。
它主要用来轧制生产回转体轧件,如变断面轴坯、齿轮坯等。
纵轧:轧辊的转动方向相反,轧件的纵向轴线与轧辊的水平轴线在水平面上的投影相互垂直,轧制后的轧件不仅断面减小、形状改变,长度亦有较大的增长。
它是轧钢生产中应用最广泛的一种轧制方法,如各种型材和板材的轧制。
斜轧:轧辊转动方向相同,其轴线与轧件纵向轴线在水平面上的投影相互平行,但在垂直面上的投影各与轧件纵轴成一交角,因而轧制时轧件既旋转,又前进,作螺旋运动。
它主要用来生产管材和回转体型材。
图1 横轧简图1—轧辊;2—轧件;3—支撑辊图2 纵轧示意图图3 斜轧简图1—轧辊;2—坯料;3—毛管;4—顶头;5—顶杆二、根据轧制温度不同又可分为热轧和冷轧。
所有的固态金属和合金都是晶体。
温度和加工变形程度对金属的晶体组织结构及性能都有不可忽视的影响。
金属在常温下的加工变形过程中,其内部晶体发生变形和压碎,而引起金属的强度、硬度和脆性升高,塑性和韧性下降的现象,叫做金属的加工硬化。
把一根金属丝固定于某一点在手中来回弯曲多次后,钢丝就会变硬、变脆进而断裂,这就是加工硬化现象的一个例子。