菱形定位销设计
- 格式:pdf
- 大小:136.35 KB
- 文档页数:2

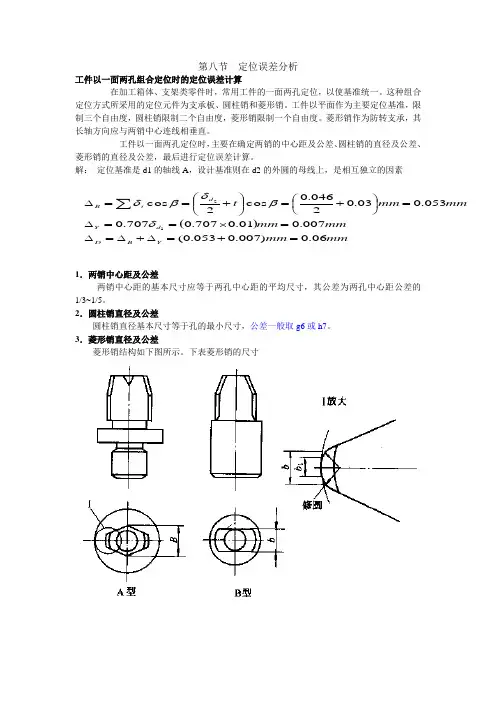
第八节 定位误差分析工件以一面两孔组合定位时的定位误差计算在加工箱体、支架类零件时,常用工件的一面两孔定位,以使基准统一。
这种组合定位方式所采用的定位元件为支承板、圆柱销和菱形销。
工件以平面作为主要定位基准,限制三个自由度,圆柱销限制二个自由度,菱形销限制一个自由度。
菱形销作为防转支承,其长轴方向应与两销中心连线相垂直。
工件以一面两孔定位时,主要在确定两销的中心距及公差、圆柱销的直径及公差、菱形销的直径及公差,最后进行定位误差计算。
解: 定位基准是d1的轴线A ,设计基准则在d2的外圆的母线上,是相互独立的因素1.两销中心距及公差两销中心距的基本尺寸应等于两孔中心距的平均尺寸,其公差为两孔中心距公差的1/3~1/5。
2.圆柱销直径及公差圆柱销直径基本尺寸等于孔的最小尺寸,公差一般取g6或h7。
3.菱形销直径及公差菱形销结构如下图所示。
下表菱形销的尺寸()mm mm mm mm mm mm t Y B D d Y d i B 06.0)007.0053.0(007.001.0707.0707.0053.003.02046.0cos 2cos 12=+=∆+∆=∆=⨯==∆=⎪⎭⎫ ⎝⎛+=⎪⎪⎭⎫ ⎝⎛+==∆∑δβδβδ菱形销直径可按下式计算,公差一般取h6d2=D2—X2min式中 D2—以菱形销定位孔的直径(mm);X2min —菱形销定位的最小间隙(mm)。
X2min 以下式计算式中 b ——菱形销圆柱部分的宽度(mm );D2——工件定位孔的最大实体尺寸(mm );a ——补偿量。
补偿量a 以下式计算 式中 δLD ——两孔中心距公差(mm );公差带宽度δL —— 两销中心距公差(mm )。
4.一面两孔定位的定位误差计算工件以一面两孔定位的定位误差计算与前述的计算方法基本相同。
但当某个加工精度的设计基准为两孔中心连线时,由于圆柱销和菱形销与两定位孔之间有间隙,两孔中心连线(设计基准)的变动可能有如图4-45所示四个位置。
定位销相关的要求:1.1零件定位销应尽量考虑在标准序列中选用,标准序列中没有的能满足使用要求的则按非标件的编号要求及规范设计。
定位销的定位面要有热处理硬度要求,具有一定的防锈性能,定位销热处理后要求具有良好的抗冲击性能(即韧性)。
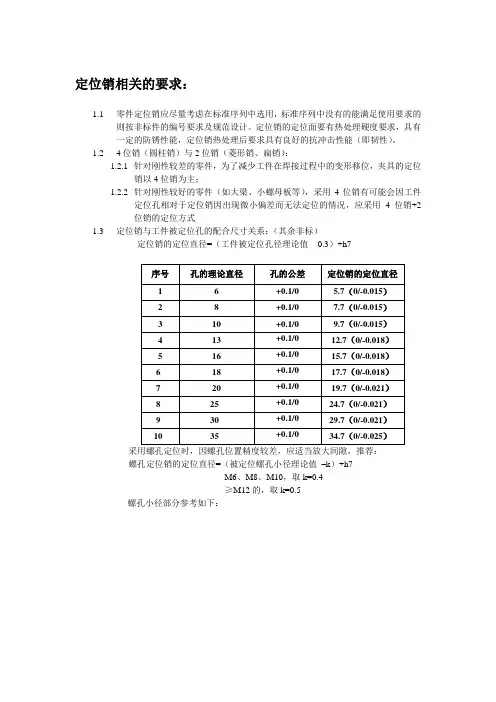
1.24位销(圆柱销)与2位销(菱形销、扁销):1.2.1针对刚性较差的零件,为了减少工件在焊接过程中的变形移位,夹具的定位销以4位销为主;1.2.2针对刚性较好的零件(如大梁、小螺母板等),采用4位销有可能会因工件定位孔相对于定位销因出现微小偏差而无法定位的情况,应采用4位销+2位销的定位方式1.3定位销与工件被定位孔的配合尺寸关系:(其余非标)定位销的定位直径=(工件被定位孔径理论值- 0.3)+h7螺孔定位销的定位直径=(被定位螺孔小径理论值–k)+h7M6、M8、M10,取k=0.4≥M12的,取k=0.5螺孔小径部分参考如下:1.4对薄壁孔,标准销的定位位置要求,基本按如下左图结构;销的插入深度受限时采用如下右图结构;1.5对翻边孔、螺孔,定位销的有效段插入深度要求≥7mm,且螺孔定位销插入深要≥螺母厚度;1.6定位销安装一般要满足径向4向可调的要求,调整垫片要求见以上3项,结构如下:1.7直插式活动定位销的要求1.7.1 当装卸工件的方向与定位销的方向不一致,及带定位销的摆动式压板的定位销无法顺利摆出被定位孔时,必须采用可直线进退的定位销组件。
1.7.2 除了采用精密导向驱动单元外,其他的自制的用快速夹或气缸直推定位销的方法的,定位销必须采用有精密导向的导向杆来定位,不能直接用驱动件来作为销的导向定位件。
导向孔必须有导向套,且导向套必须有放松防脱的装置,如图:1.7.3 导向孔必须有导向套,且导向套必须有放松防脱的装置,下图的情况是不允许的。
导向杆、导向套组件导向杆、导向套组件导向套脱落1.7.4 自制活动导杆及导套的配合公差按H7/g6选用,采用标准衬套或标准导杆的按该标准件所要求的配合公差配套选用。
关于检具定位元件定位销的设计工件作检具中要想获得正确的定位,首先要正确的找到定位基准,其次则是选择合适的定位元件,工件定位时,工件的定位基准和检具的定位元件接触形成定位副。
对定位元件的基本要求1)限位基面应有足够的精度,定位元件具有足够的精度,才能保证工件的定位精度2)限位基面应有良好的耐磨性由于定位元件的工作表面经常与工件接触和摩擦,容易产生磨损,为此要求定位元件限位表面的耐磨性要好,以保证检具的使用寿命和定位精度3)支撑元件应有足够的强度和刚度定位元件在使用的过程中,受工件重力,夹紧力的作用,因此要求定位元件有足够的强度和刚度,避免使用中的变形和损坏4)定位元件应有较好的工艺性,定位元件应力求结构简单,合理,便于制造,装配和更换5)定位元件应便于清楚铁屑和杂质定位元件的结构和工作表面形状有利于清除铁屑和杂质,大型的焊接件,产生的焊渣,车间的粉尘极易混入定位元件中,影响定位精度。
常用定位元件可按产品的典型定位基准分为以下几类:1)用于平面定位的定位元件,包括固定支撑,可调支撑和辅助支撑2)用于外圆和内圆定位的定位元件包括V形架,定位套和半圆定位座等3)用于孔定位的定位元件,包括定位销(圆柱定位销和圆锥定位销),圆柱心轴和小锥度心轴注意事项:定位元件的工作表面常用产品接触摩擦,所以定位元件必须耐磨,以保持定位精度,通常硬度在40-65HRC之间,可通过选择材料及热处理方法获得,磨损和损坏后应易于修复和更换定位元件一般不应作为受力构件,以免损伤其精度,但是在特殊情况下,因产品的放置状态,产品的型面变化,定位元件会受到产品重力的影响,因此,凡是受力的定位元件一般要进行强度和刚度的计算。
定位元件应有良好的加工性能,结构简单,易于制造和安装。
定位元件上的限位基准应具有足够的精度,为此,必须保证加工误差,表面粗糙度,定位销的工作直径的公差带一般取f7,表面粗糙度Ra<=0.4um,与检具配合直径公差取r6,表面粗糙度Ra<=0.8u m。
定位销的基本类型
1.固定式定位销
2.可换式定位销
3.锥面定位销
4.削边定位销
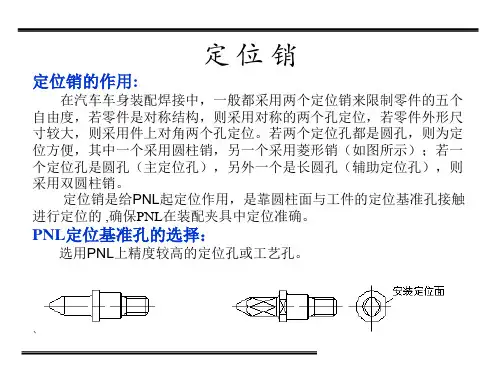
5.标准菱形定位销定位销的作用就是限制物品的自由运动度。
自由度:凡是物体在空间内,必定有六个自由度,X Y Z 三个轴向的直线运动,以及绕着X Y Z的旋转运动。
定位销就是参与限制这些自由度的零件。
在由两部分或更多部分构成的模具中,使模具相邻两部分准确定位
而设计的销。
在主轴定位上先1) 机械凸轮机构(2) 光电盘方式进行粗定位,然后有一个液动或气动的定位销插入主轴上的销孔或销槽实现精确定位,完成换刀后定位销退出,主轴才开始旋转。
弹性销制造商SPIROL提供高质量的工程部件和安装设备,可提高装配质量,延长产品的使用寿命并降低总制造成本。
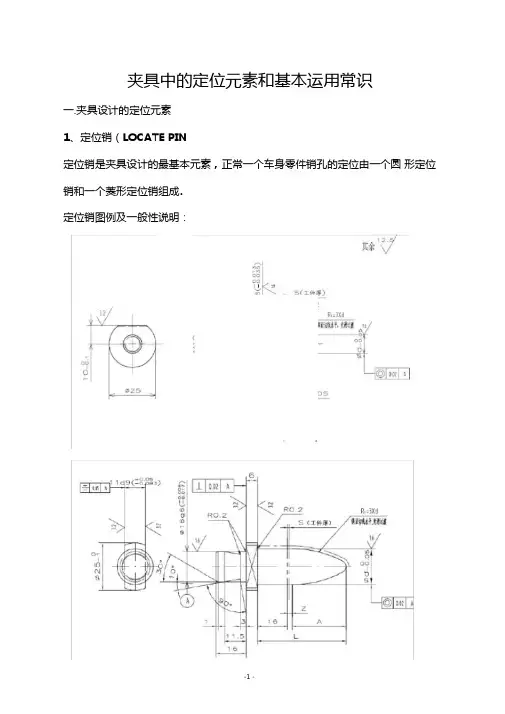
夹具中的定位元素和基本运用常识一.夹具设计的定位元素1、定位销(LOCATE PIN定位销是夹具设计的最基本元素,正常一个车身零件销孔的定位由一个圆形定位销和一个菱形定位销组成.定位销图例及一般性说明:Z为定位销的工作表面,定位时工作表面起到定位做用,头部一般为锥型或圆弧型,主要是给工件定位孔以导向作用,定位销轴端处一般留有加工圆角,在对夹具进行设计定位工件时定位销的工作表面要超出工件3-5mm (从MODELL机械说明中定位销的有效长度为2.5S,S为工件厚度)定位销按照使用形式又分为如下几种类型,下面分别予以阐述!1.1固定销固定销,定位销的使用方式是固定的,一般夹具的设计如果有两个或两个以上的定位销时,一般有两个定位销是固定的,其余的定位销则为伸缩的或者是摆动的.固定销使用样例:样例1 样例2样例3样例1定位销3个方向调整,定位销起定位和支撑的作用样例2和3定位销两个方向调整,定位销只起定位作用固定销销子的种类及与销座之间的配合要求:A:应2-»6H7(*g O1销座销座和定位销之间的配合为基孔制配合H7/g6。
标记处1和3之间是相互配合的,作用是防止定位销的转动。
标记处2和4之间销子安装后留出15m m的距离安装螺母紧固。
1.2伸缩销伸缩销,定位销的使用方式是伸缩的。
伸缩销在如下情况下使用。
第一,当一套夹具设计时需要有两个以上定位销定位时,为了焊接完毕后取件的方便,一般设计时最多只允许有两个定位销是固定的,(视项目情况而定,非绝对,有时规定有一个定位销是固定的,其它的为伸缩,有时规定所有的定位销都是伸缩的)而其它定位销是伸缩的。
图示为有6个定位销的夹具,1和4可设计为固定的,而其它的设计成伸缩的.第二,定位销不是水平的,而是带有一定角度或者垂直与BASE板,这时为了方便工人放件和取件,定位销也要设计成伸缩的。
(或者是摆动的)伸缩销使用样例 样例 3(SZKD63) 样例1定位销3个方向调整,定位销起定位和支撑的作用样例2和3定位销两个方向调整,定位销只起定位作用样例4为使用滑轨伸缩的伸缩销样例 2 (SZK40)样例 1 (SZK40 样例4 (滑轨机单独设计这种定位销时一定要注意标记处的角度方向固定销、伸缩销设计注意事项:1.当定位销起支撑作用时应考虑定位销支撑面与工件定位面之间的干涉关系,如果标准销子的销台面太大而与工件的定位面干涉,就要设计特殊的定位销以满足要求2.当定位销不起支撑作用时,销台阶面应与工件之间的距离保持在5mm 左右,这样的设计不仅结构紧凑,而且当取件和放件时对销子径向的扭锯最小,定位销不容易折断。
固定销钉的零件——基座开孔的零件——配件
一、配合的选取:
1、不需要拆卸的情况
基座和配件上的销孔全部采用过渡配合H7/m6,使用标准m6定位销。
2、需要经常手工拆卸的情况
使用圆锥销,定位销与基座的销孔是过盈配合。
可选定位销m6,过盈
配合的孔选H7。
配件的孔是间隙配合,孔选F7。
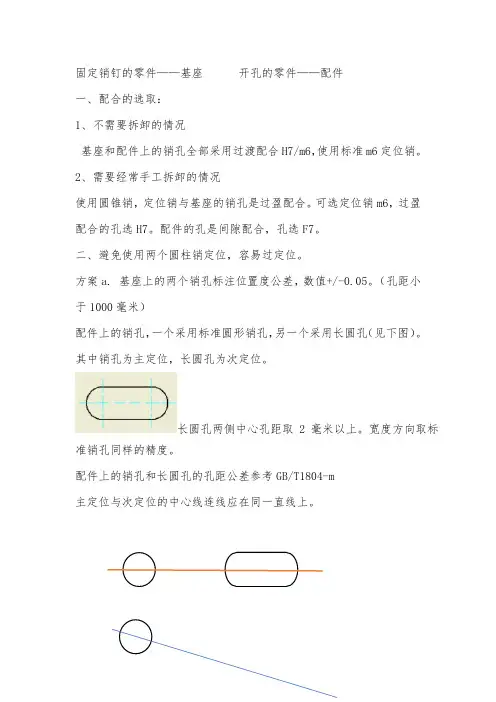
二、避免使用两个圆柱销定位,容易过定位。
方案a. 基座上的两个销孔标注位置度公差,数值+/-0.05。
(孔距小
于1000毫米)
配件上的销孔,一个采用标准圆形销孔,另一个采用长圆孔(见下图)。
其中销孔为主定位,长圆孔为次定位。
长圆孔两侧中心孔距取2毫米以上。
宽度方向取标准销孔同样的精度。
配件上的销孔和长圆孔的孔距公差参考GB/T1804-m
主定位与次定位的中心线连线应在同一直线上。
方案b. 配件上依然用两个销孔,使用一个圆柱销,一个菱形销实现定位。
在两孔连线方向上有一定的公差释放功能。
圆柱销与菱形销的连线始终垂直于菱形销的长边。
菱形销与圆柱销之间孔距公差按照菱形销设计公式计算。
三、定位孔之间的距离一般处于零件总长度的2/3至5/6之间。
销钉插入基座深度不小于1.5倍的外径。
第八节 定位误差分析工件以一面两孔组合定位时的定位误差计算在加工箱体、支架类零件时,常用工件的一面两孔定位,以使基准统一。
这种组合定位方式所采用的定位元件为支承板、圆柱销和菱形销。
工件以平面作为主要定位基准,限制三个自由度,圆柱销限制二个自由度,菱形销限制一个自由度。
菱形销作为防转支承,其长轴方向应与两销中心连线相垂直。
工件以一面两孔定位时,主要在确定两销的中心距及公差、圆柱销的直径及公差、菱形销的直径及公差,最后进行定位误差计算。
解: 定位基准是d1的轴线A ,设计基准则在d2的外圆的母线上,是相互独立的因素1.两销中心距及公差两销中心距的基本尺寸应等于两孔中心距的平均尺寸,其公差为两孔中心距公差的1/3~1/5。
2.圆柱销直径及公差圆柱销直径基本尺寸等于孔的最小尺寸,公差一般取g6或h7。
3.菱形销直径及公差菱形销结构如下图所示。
下表菱形销的尺寸()mm mm mm mm mm mm t Y B D d Y d i B 06.0)007.0053.0(007.001.0707.0707.0053.003.02046.0cos 2cos 12=+=∆+∆=∆=⨯==∆=⎪⎭⎫ ⎝⎛+=⎪⎪⎭⎫ ⎝⎛+==∆∑δβδβδ菱形销直径可按下式计算,公差一般取h6d2=D2—X2min式中 D2—以菱形销定位孔的直径(mm);X2min —菱形销定位的最小间隙(mm)。
X2min 以下式计算式中 b ——菱形销圆柱部分的宽度(mm );D2——工件定位孔的最大实体尺寸(mm );a ——补偿量。
补偿量a 以下式计算 式中 δLD ——两孔中心距公差(mm );公差带宽度δL —— 两销中心距公差(mm )。
4.一面两孔定位的定位误差计算工件以一面两孔定位的定位误差计算与前述的计算方法基本相同。
但当某个加工精度的设计基准为两孔中心连线时,由于圆柱销和菱形销与两定位孔之间有间隙,两孔中心连线(设计基准)的变动可能有如图4-45所示四个位置。
夹具中的定位元素和基本运用常识一.夹具设计的定位元素1、定位销(LOCATE PIN)定位销是夹具设计的最基本元素,正常一个车身零件销孔的定位由一个圆形定位销和一个菱形定位销组成.定位销图例及一般性说明:Z 为定位销的工作表面,定位时工作表面起到定位做用,头部一般为锥型或圆弧型,主要是给工件定位孔以导向作用,定位销轴端处一般留有加工圆角,在对夹具进行设计定位工件时定位销的工作表面要超出工件3-5mm。
(从MODELLH 机械说明中定位销的有效长度为2.5S,S 为工件厚度)定位销按照使用形式又分为如下几种类型,下面分别予以阐述!1.1 固定销固定销,定位销的使用方式是固定的,一般夹具的设计如果有两个或两个以上的定位销时,一般有两个定位销是固定的,其余的定位销则为伸缩的或者是摆动的.固定销使用样例:样例1 样例2 样例3样例1 定位销3 个方向调整,定位销起定位和支撑的作用样例2 和3 定位销两个方向调整,定位销只起定位作用固定销销子的种类及与销座之间的配合要求:销座销座和定位销之间的配合为基孔制配合H7/g6。
标记处1 和3 之间是相互配合的,作用是防止定位销的转动。
标记处2 和4 之间销子安装后留出15mm 的距离安装螺母紧固。
1.2 伸缩销伸缩销,定位销的使用方式是伸缩的。
伸缩销在如下情况下使用。
第一,当一套夹具设计时需要有两个以上定位销定位时,为了焊接完毕后取件的方便,一般设计时最多只允许有两个定位销是固定的,(视项目情况而定,非绝对,有时规定有一个定位销是固定的,其它的为伸缩,有时规定所有的定位销都是伸缩的)而其它定位销是伸缩的。
图示为有6 个定位销的夹具,1 和4 可设计为固定的,而其它的设计成伸缩的.第二,定位销不是水平的,而是带有一定角度或者垂直与BASE 板,这时为了方便工人放件和取件,定位销也要设计成伸缩的。
(或者是摆动的)定位销与BASE 平行伸缩销使用样例样例1(SZK40)样例2 (SZK40) 样例3(SZKD63)样例4(滑轨机构)样例1 定位销3 个方向调整,定位销起定位和支撑的作用样例2 和3 定位销两个方向调整,定位销只起定位作用样例4 为使用滑轨伸缩的伸缩销单独设计这种定位销时一定要注意标记处的角度方向固定销、伸缩销设计注意事项:1. 当定位销起支撑作用时应考虑定位销支撑面与工件定位面之间的干涉关系,如果标准销子的销台面太大而与工件的定位面干涉,就要设计特殊的定位销以满足要求2. 当定位销不起支撑作用时,销台阶面应与工件之间的距离保持在5mm 左右,这样的设计不仅结构紧凑,而且当取件和放件时对销子径向的扭锯最小,定位销不容易折断。
2020年第7期.Technology end Manufacture xzsn造菱形定位销的改进田立明(沈阳机床股份有限公司,辽宁沈阳110142)摘要:以弯臂杆支座精镇016mm孔的工序为例,该工序除了要保证孔径精度,还要保证孔与A^B基准的位置精度。
提出一种可以替代传统菱形销的新型定位销,该销是通过圆锥销进行削边处理在销底部增加了弹簧机构,利用弹簧的弹力进行浮动定位,保证这种圆锥浮动削边销与孔零间隙接触,进而消除了销孔配合间隙提高了夹具定位精度。
如果圆锥浮动削边销在弹簧的弹力作用下能够顺利推进工件孔中,必须保证工件和销在这个过程中不能出现自锁现象。
通过对工件进行受力分析及计算选出合理的锥度消除自锁现象。
这种圆锥浮动削边销对定位孔的精度没有任何要求,但是在定位时的定位精度却比传统的圆柱削边销的定位精度要高,可以替代圆柱削边销在夹具中的作用。
关键词:定位精度;自锁;间隙;浮动中图分类号:TG751.9文献标识码:BDOI:10.19287/ki.1005-2402.2020.07.014Study on the location of conical floating edge cutting pinTIAN Liming(Shenyang Machine Tool Co.,Ltd.,Shenyang110142,CHN)Abstract:Taking the process of precise boring of(/>16mm holes on rocker arm support as an example,this process not only ensures the accuracy of holes,but also the accuracy of holes and reference dimensions A and B.A new type of positioning pin is proposed,which can replace the traditional diamond pin.The pin is edged by conical pin,and a spring mechanism is added at the bottom of the pin.The elastic force of springis used for floating positioning to ensure the floating tapered edge pin.Contact with the zero clearance ofthe hole,thereby eliminating the pinhole clearance and improving the fixture positioning accuracy.If theconical floating edge-cutting pin can propel smoothly into the workpiece hole under the elastic force ofthe spring,it is necessary to ensure that the workpiece and the pin can not appear self-locking phenomenon in this process.Through the force analysis and calculation of the workpiece,a reasonable taper is selected to eliminate the self-locking phenomenon.The conical floating edge一cutting pin has norequirement for the accuracy of positioning hole,but its positioning accuracy is higher than that of thetraditional cylindrical edge-cutting pin,which can replace the role of cylindrical edge-cu H ing pin in fixture.Keywords:location accuracy;self-locking;gap;floating随着机械加工行业的发展,工件的加工不仅要求高效率,而且还要求高质量。
定位销相关的要求定位销相关的要求:1.1零件定位销应尽量考虑在标准序列中选用,标准序列中没有的能满足使用要求的则按非标件的编号要求及规范设计。
定位销的定位面要有热处理硬度要求,具有一定的防锈性能,定位销热处理后要求具有良好的抗冲击性能(即韧性)。
1.24位销(圆柱销)与2位销(菱形销、扁销):1.2.1针对刚性较差的零件,为了减少工件在焊接过程中的变形移位,夹具的定位销以4位销为主;1.2.2针对刚性较好的零件(如大梁、小螺母板等),采用4位销有可能会因工件定位孔相对于定位销因出现微小偏差而无法定位的情况,应采用4位销+2位销的定位方式1.3定位销与工件被定位孔的配合尺寸关系:(其余非标)定位销的定位直径=(工件被定位孔径理论值 - )+h7螺孔定位销的定位直径=(被定位螺孔小径理论值–k)+h7M6、M8、M10,取k=≥M12的,取k=螺孔小径部分参考如下:1.4对薄壁孔,标准销的定位位置要求,基本按如下左图结构;销的插入深度受限时采用如下右图结构;1.5对翻边孔、螺孔,定位销的有效段插入深度要求≥7mm,且螺孔定位销插入深要≥螺母厚度;1.6定位销安装一般要满足径向4向可调的要求,调整垫片要求见以上3项,结构如下:1.7 直插式活动定位销的要求1.7.1 当装卸工件的方向与定位销的方向不一致,及带定位销的摆动式压板的定位销无法顺利摆出被定位孔时,必须采用可直线进退的定位销组件。
1.7.2 除了采用精密导向驱动单元外,其他的自制的用快速夹或气缸直推定位销的方法的,定位销必须采用有精密导向的导向杆来定位,不能直接用驱动件来作为销的导向定位件。
导向孔必须有导向套,且导向套必须有放松防脱的装置,如图:1.7.3 导向孔必须有导向套,且导向套必须有放松防脱的装置,下图的情况是不允许的。
导向杆、导向套组件导向杆、导向套组件导向套脱落1.7.4自制活动导杆及导套的配合公差按H7/g6选用,采用标准衬套或标准导杆的按该标准件所要求的配合公差配套选用。
菱形销标准尺寸菱形销标准尺寸是指用于制造菱形销的标准尺寸规格。
菱形销是一种常用的连接元件,广泛应用于机械、汽车、航空航天等领域。
了解菱形销标准尺寸对于正确选择和使用菱形销至关重要。
菱形销标准尺寸包括直径、长度和角度等方面的要求。
首先是直径,菱形销的直径一般为3mm至50mm不等,根据具体应用场景和所需承载力来选择合适的直径尺寸。
其次是长度,菱形销的长度也是根据具体需求来确定的,一般在10mm至100mm之间。
最后是角度,菱形销的菱形部分的角度一般为60度,这是为了保证连接的牢固性和稳定性。
菱形销标准尺寸的选择应根据具体的应用要求和设计需求来进行。
在选择直径尺寸时,需要考虑菱形销所需承受的载荷和连接的材料强度,以确保连接的可靠性。
长度的选择与连接件的间隙和连接件的材料厚度有关,需要根据实际情况进行合理的选择。
角度的选取则是为了保证菱形销在连接过程中能够正确地嵌入连接件,使其能够充分发挥作用。
菱形销标准尺寸的制定是为了确保连接件的互换性和通用性。
在设计和制造过程中,遵循标准尺寸可以提高生产效率和产品质量。
同时,标准尺寸的使用还能够降低成本和减少浪费,提高资源利用效率。
除了标准尺寸外,菱形销的表面处理也是非常重要的一环。
常见的表面处理方法包括热处理、镀锌和涂装等。
这些处理方法可以提高菱形销的耐腐蚀性和耐磨性,延长使用寿命。
了解菱形销标准尺寸对于正确选择和使用菱形销至关重要。
在设计和制造过程中,合理选择直径、长度和角度等尺寸,结合适当的表面处理方法,可以确保连接件的质量和可靠性。
同时,菱形销标准尺寸的使用还能够提高生产效率和产品质量,降低成本和减少浪费。
因此,合理应用菱形销标准尺寸是提高机械连接技术水平和推动工业发展的重要手段之一。