轮毂单元资料
- 格式:ppt
- 大小:381.00 KB
- 文档页数:23

1第一部分轮毂的基本知识1第一部分轮毂的基本知识车轮——作为汽车整车行驶部分的主要承载件,是左右整车性能最重要的安全部件。
它不仅要承受静态时车辆本身垂直方向的自重载荷,更需要经受车辆行驶中来自各个方向因起动、制动、转弯、石块冲击、路面凹凸不平等各种动态载荷所产生的不规则应力的考验。
作为车轮最为重要的轮毂部件,可以说是衡量整车质量和档次的最主要象征之一。
那么,一款安全、优秀、美观与实用性并重的轮毂是如何生产出来的呢?一、轮毂的基本结构1、轮辋宽度2、轮辋名义直径3、轮缘4、胎圈座5、凸峰6、槽底7、气门孔8、偏距ET9、中心孔C\B10、螺栓孔节圆直径PCD11、螺栓孔直径12、轮辐安装面13、安装面直径14、后距15、轮辐16、轮辋17、轮辋中心线1、轮辋:与轮胎装配配合,支撑轮胎的车轮部分。
2、轮辐:与车轴轮毂实施安装连接,支撑轮辋的车轮部分。
3、偏距:轮辋中心面到轮辐安装面间的距离。
有正偏距、零偏距、负偏距之分。
4、轮缘:保持并支撑轮胎方向的轮辋部分。
5、胎圈座:与轮胎圈接触,支撑维持轮胎半径方向的轮辋部分。
6、槽底:为方便轮胎装拆,在轮辋上留有一定深度和宽度的凹坑。
7、气门孔:安装轮胎气门嘴的孔。
二、轮毂的生产流程及相关检验标准1、熔炼(Melt)将原材料铝锭(A356)经过熔炼设备,合格的铝水必须经过抽样成型后放到光谱仪(Spectrum Apparatus)里检查成分,只有成分符合标准才允许转下一工序。
熔炼1 熔炼2铝水光谱仪2、铸造(Casting)采取低压铸造方式,铝水在下,模具在上,用底压方式把铝水往上升,透过浇口铸造成形。
X光检测(探伤检查):检测铸件的缩松、气泡、渣滓等情况。
铸造后会做抛光试验。
低压铸造1 低压铸造2X光探测仪3、热处理热处理的目的是提高车轮的性能,用高温的方式,使各种成分重新排列,提高车轮强度。
拉伸试验:测试热处理后毛坯的强度、拉伸力等。
热处理机械性能4、机加对轮毂毛坯进行机械加工,包括对轮辋、安装面、中心孔的加工,加工中心机加是指用钻床钻螺栓孔、装饰孔。

8JB/T10238—2001《汽车轮毂轴承单元》介绍 洛阳轴承研究所□李飞雪1 概述轮毂轴承的主要作用是承重和为轮毂的转动提供精确引导,它既承受轴向载荷又承受径向载荷,是一个非常重要的零部件。
传统的汽车车轮用轴承是由两套圆锥滚子轴承或球轴承组合而成的,轴承的安装、涂油、密封以及游隙的调整都是在汽车生产线上进行的。
这种结构使得其在汽车生产厂装配困难、成本高、可靠性差,而且汽车在维修点维护时,还需要对轴承进行清洗、涂油和调整。
轮毂轴承单元是在标准角接触球轴承和圆锥滚子轴承的基础上发展起来的,它将两套轴承做为一体,具有组装性能好、可省略游隙调整、重量轻、结构紧凑、载荷容量大、为密封轴承可事先装入润滑脂、省略外部轮毂密封及免于维修等优点,已广泛用于轿车中 , 在载重汽车中也有逐步扩大应用的趋 势。
随着汽车产量和保有量的增加,轮毂轴承单元的需求量也在日益增大,许多轴承厂纷纷开始生产轮毂轴承单元。
轮毂轴承单元属于技术含量较高的产品,对其设计和生产均有较高要求,可是目前市场上尤其是维修市场上的轮毂轴承单元良莠不齐,产品质量高低不一,因此需要对其制定标准,来规范和指导轮毂轴承单元的生产,以保证产品质量和安全使用性能的要求。
JB/T 10238—2001《汽车轮毂轴承单元》就是这样一项标准。
2 JB/T 10238规定的主要内容及说明 (1)结构型式从基本结构上看,第一代轮毂轴承单元是预调游隙、带或不带密封圈的双列轴承,第二代轮毂轴承单元是外圈带凸缘的双列轴承,第三代轮毂轴承单元的内、外圈均带凸缘,第四代轮毂轴承单元则进一步将双列轴承、连接法兰以及等速万向节的外套集成为一个整体。
各代轮毂轴承及单元的基本结构和特征见表1。
9轮毂轴承单元分为两大类,一类是双列圆锥滚子轴承,现已发展到第三代产品,另一类是双列角接触球轴承,现已发展到第四代产品。
美国以双列圆锥滚子轴承为主,而日本和欧洲国家则以双列角接触球轴承为主。
我国在汽车轮毂轴承单元开发研制方面起步较晚,对产品的设计和制造尚停留在仿制阶段,目前成系列开发生产的轮毂轴承单元只到第二代,第三代还处于试制阶段。

轮毂轴承质量检验基本常识一轴承的结构轴承由于用途和工作条件不同,其结构变化甚多。
轮滚单元也是轴承的一种,但其基本结构是由4个零件组成:(1)内圈,(2)外圈,(3)滚动体(钢球或滚子),(4)保持架。
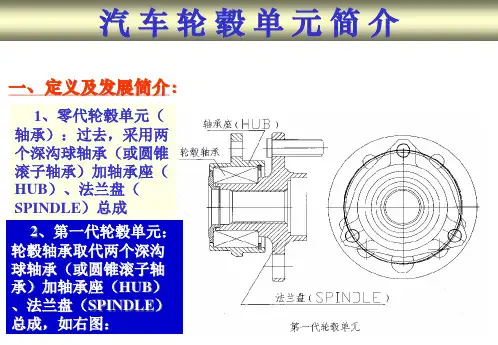
第一代轮毂单元:由双列圆锥滚子轴承或双列滚珠轴承组成。
第二代轮毂单元:外圈带法兰盘的双列圆锥滚子轴承,外圈带法蓝盘的双列角接触滚珠轴承。
第二代半轮毂单元:在第二代的基础上外加芯轴。
第三代轮毂单元:内外圈带法蓝盘的双列圆锥滚子轴承,内外圈带法兰盘的双列角接触滚珠轴承(带芯轴)。
二常用量具型号及使用方法游标卡尺游标卡尺的分类:有0.01、0.02、0.05和0.10的分度值,测量范围的上限至2000mm。
使用应注意的事项:A、测量工件时应按测量工件的尺寸的大小及精度要求来选用游标卡尺。
B、测量前应检查尺身游标刻线对齐情况,以免产生读数误差。
游标卡尺读数原理:利用游标卡尺的游标刻线间距与主尺刻线间差形成游标分度值。
测量时,在主尺上读取毫米数,在游标上读取小数值。
千分尺千分尺的分类:分度值为0.01mm,测量范围至500mm的外径千分尺。
千分尺读数原理:利用等进螺旋原理将丝杆的角度旋转运动转变为测杆的直线位移。
读数方法:A、在固定套筒上读出毫米数或半毫米数。
B、看微分筒上哪一格与固定套筒上基准线对齐。
C、两次读数加起来。
使用应注意事项:千分尺的测量面应干净。
测量时先转微分筒,测量面接触前改用棘轮,直到发出咯咯声为止。
每把千分尺都有它的测量范围,按被测件的大小来选用。
但不能用它去测毛坯,更不能在工件旋转时去测量。
指示表(百分表和千分表)百分表的分度值为0.01,测量范围为0-3、0-5、0-10mm。
千分表的分度值为0.001,测量范围为0-1、0-2、0-3、0-5mm。
指示表是利用齿轮或杠杆齿轮传动,将测杆的直线位移变为指针的角位移的计量器具。
为保证计量器具在生产过程中正确传递,保证量值的真实性和正确性,一般计量器具都应该有检定周期。