交期异常反馈表
- 格式:doc
- 大小:14.00 KB
- 文档页数:1
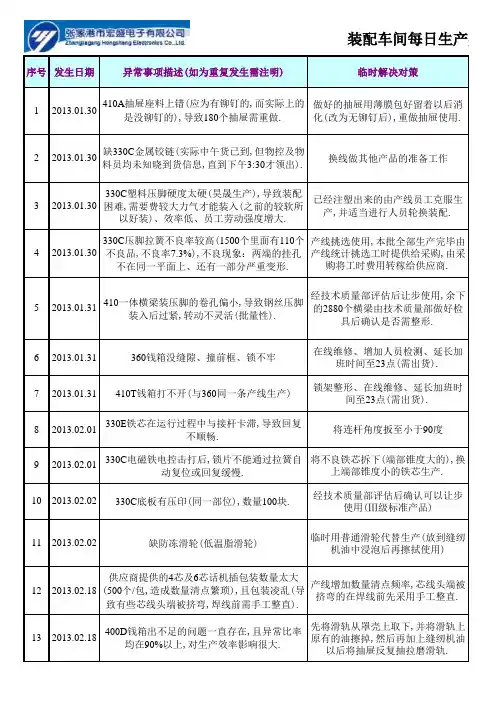
12013.01.30410A抽屉座料上错(应为有铆钉的,而实际上的是没铆钉的),导致180个抽屉需重做.做好的抽屉用薄膜包好留着以后消化(改为无铆钉后),重做抽屉使用.22013.01.30缺330C金属铰链(实际中午货已到,但物控及物料员均未知晓到货信息,直到下午3:30才领出).换线做其他产品的准备工作32013.01.30330C塑料压脚硬度太硬(昊晟生产),导致装配困难,需要费较大力气才能装入(之前的较软所以好装)、效率低、员工劳动强度增大.已经注塑出来的由产线员工克服生产,并适当进行人员轮换装配.42013.01.30330C压脚拉簧不良率较高(1500个里面有110个不良品,不良率7.3%),不良现象:两端的挂孔不在同一平面上、还有一部分严重变形.产线挑选使用,本批全部生产完毕由产线统计挑选工时提供给采购,由采购将工时费用转稼给供应商.52013.01.31410一体横梁装压脚的卷孔偏小,导致钢丝压脚装入后过紧,转动不灵活(批量性).经技术质量部评估后让步使用,余下的2880个横梁由技术质量部做好检具后确认是否需整形.62013.01.31360钱箱没缝隙、撞前框、锁不牢在线维修、增加人员检测、延长加班时间至23点(需出货).72013.01.31410T钱箱打不开(与360同一条产线生产)锁架整形、在线维修、延长加班时间至23点(需出货).82013.02.01330E铁芯在运行过程中与接杆卡滞,导致回复不顺畅.将连杆角度扳至小于90度92013.02.01330C电磁铁电控击打后,锁片不能通过拉簧自动复位或回复缓慢.将不良铁芯拆下(端部锥度大的),换上端部锥度小的铁芯生产.102013.02.02330C底板有压印(同一部位),数量100块.经技术质量部评估后确认可以让步使用(Ⅲ级标准产品)112013.02.02缺防冻滑轮(低温脂滑轮)临时用普通滑轮代替生产(放到缝纫机油中浸泡后再擦拭使用)122013.02.18供应商提供的4芯及6芯话机插包装数量太大(500个/包,造成数量清点繁琐),且包装凌乱(导致有些芯线头端被挤弯,焊线前需手工整直).产线增加数量清点频率,芯线头端被挤弯的在焊线前先采用手工整直.132013.02.18400D钱箱出不足的问题一直存在,且异常比率均在90%以上,对生产效率影响很大.先将滑轨从罩壳上取下,并将滑轨上原有的油擦掉,然后再加上缝纫机油以后将抽屉反复抽拉磨滑轨.。

(库房)异常信息反馈表
日期
1、库房人员将每日门店反馈的异常信息整理好填写到表内,每天下班前将整理好的信息发送到相关业务部门协助库房进行解决
2、相关业务部门在接到库房反馈的异常信息后应及时给予回复,并给予及时的处理以保证门店正常运营
3、库房人员上班后要及时追踪相关业务部门前一天异常信息的处理进度,保证异常问题能够及时解决
4、如遇到紧急情况需优先处理的,要及时给相关业务部门打电话进行沟通解决,事后也要将此异常信息填入表内并备注处理方
行解决。
处理方式及结果。
问题反馈表模板
一、问题信息
1. 问题标题:
2. 反馈人姓名:
3. 反馈人联系方式:
4. 反馈时间:
5. 问题描述:
二、问题分类
1. 问题类型:
- [ ] 功能异常
- [ ] 用户体验
- [ ] 技术问题
- [ ] 其他(请具体描述):
2. 问题严重程度:
- [ ] 非常严重
- [ ] 严重
- [ ] 一般
- [ ] 不重要
三、问题详情
请详细描述您遇到的问题,提供尽可能多的细节信息,以便我们更好地理解和解决问题。
(在此处填写问题详情)
四、附件
如果您认为需要提供相关附件以更好地说明问题,请在此处附上。
例如截图、日志文件等。
五、解决方案
请提供您期望的解决方案或建议。
如果您对问题的原因有猜测,也请在此处说明。
六、其他信息
如果您还有其他补充信息或建议,请在此处填写。
七、确认与提交
请阅读并确认以下内容,在提交问题反馈前勾选确认。
- [ ] 我保证所提供的信息真实有效。
- [ ] 我同意并授权相关团队以此问题的解决为目标进行必要的数据收集、存储和处理。
请您尽快提交问题反馈,我们将尽力解决您的问题并改进我们的产品与服务。
非常感谢您的反馈与支持!
(文章结束)。