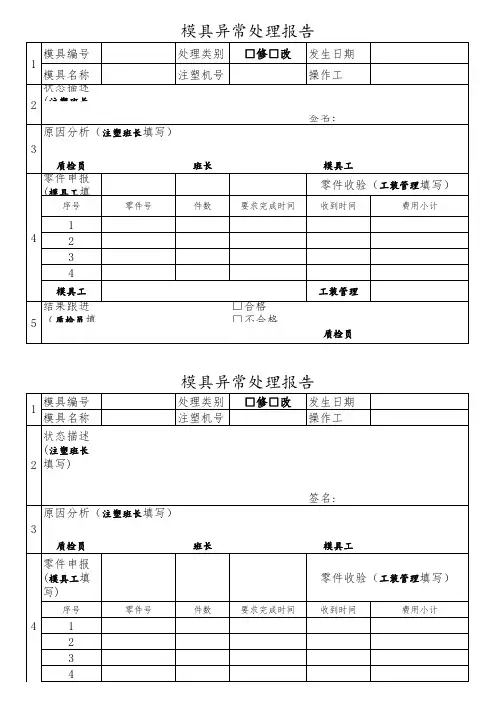
模具异常反馈单
- 格式:xls
- 大小:74.50 KB
- 文档页数:60
关于模具的异常报告450-04-76模具用料POM该模具的76号产品粘模严重,并且脱模不顺;同时该产品的批锋较多,给正常生产带来一定的困难,其原因是该产品的后模省模不到位,;同时产品的筋位多,致使产品在脱模时有一定的困难,而该产品的批锋多是模具的滑块碰模不好而产生的批锋.建议解决方法:(1):把76号产品的后模重新省模并且在产品的边缘开多一个冷料孔其目的是让产品在脱模时后模无阻力,而冷料孔是铺助产品脱模.(2)关于产品的批锋多主要是模具制作时滑块与模具飞模不好,现在只能从新烧焊,再重新飞模以达到没有批锋的效果.(该模具省模.烧焊及重新飞模.加开冷料井所有费用累计¥2000元)450-04-19模具用料POM+GF10﹪该模具的前模漏水,致使前模无法装水生产,导致产品的生产周期严重延长;而后模冷却又不是很到位,同时19号产品的前端又无法通水,这样就导致了19号产品内部容易热收缩,出现在假缺胶现象;而打油生产是为了冷却模芯使产品不容易热收缩,给正常生产造成了极大的不便;同时也也给品质带来了隐患.建议解决方法:(1)查找前模漏水的原因,看是否有补救的方法,如果有补救的方法则从新钻运水道加强模具的冷却系统;如果品没有补救的方法则重新开前模;而后模也只能是加强产品的冷却系统,也得多开运水道,才能真正的使模具得到及时有效的冷却.(该模具前后模加开运水所需费用¥2500元,其中包括前模漏水的地方烧焊.飞模) 450-04-18-21模具用料PPS该模前后模都无运水,产品无法及时有效的冷却;使模具的温度降不下来,由于该料的性能和PA相近,产品需要及时有效的冷却,而该模具根本就没有冷却系统,使产品无法冷却,导致18号产品容易出现如拉高.变形.收缩等一系列的质量问题,同时又加长了产品的生产周期,质量也无法得到保证,模具在这次生产时模温一度达到了近200℃,完全造出了PPS料所需的模温;而18号产品的前端有缩水现象是前模排气不好,也和模具上没有冷却系统有很大的关连;而21号产品表面有明显的不平整现象是模具的滑块也不是很平整,使做出来的产品外观不光滑,并且也有热收缩现象,再者模具没有冷却水,如果大批量的生产很容易让模具的司同.顶针.滑块.顶板.导柱出现烧死.建议解决方法:(1)给模具加上冷却系统,让模具得到有效冷却(加开运水道),给18号产品的前模加开排气槽,让模具里面的气有地方排出去;关于21号产品表面不平整现象,可以将模具的两个滑块进行省模抛平整.模具加开运水以后能有效的让模具的司同.顶针.滑块.顶板.导柱得到有效的冷却,不容易出现烧死的情况.(该模具前后模全部加开运水以及21号产品的滑块.抛光.省模所的费用累计¥4500元)450-04-32模用用料POM由于该模具的制作工艺有一定的问题,模具无法试模,并且产品严重粘前模.建议解决方法:(1)将该模具的前模两个相件重新做.(由于该模具前模相件需重新设计制作,所用工艺非常复杂,其目的是保证产品能顺利的脱离前模,所需费用¥5500元)925-04-51模具用料PP51号产品批锋太多,并且产品批锋调机无改善,即使让员工加工也无法达到正常的品质标准,给生产带来极大的不便.建议解决方法:(1)将该产品的模芯烧焊,然后进行飞模,以达到没有批锋的效果.(模具烧焊.飞模¥1500元)925-04-81-80-84-85模具用料ABS该模具已出现严重拉伤,影响到产品质量以及模具的使用寿命,同时产品的分型线已出现拉伤并且产品已出批锋,无法人为有效的去加工,并且在产品电镀以后容易出现严重的外观问题,使产品质量无法保证同时生产周期也延长.建议解决方法:将模具凡是拉伤的地方全部烧焊,再进行飞模,以确保产品质量和模具使用寿命都有保障.(由于该模具是特大维修前后模,需要前后拉伤的地方全部烧焊,同时也涉及到打火花.省模.抛光.重新抄数,累计所需费用¥6500元)450-04-36-25模具用料ABS该模具的弹簧力度不够,无法让顶板得到有力的回位;如果顶板不及时回位容易出现模具顶针的拉伤以及扁顶容易断裂,影响模具的使用寿命.建议解决方法:(1)把该模具的弹簧更换或加多弹簧,以达到顶板能及时回位的效果,同时模具在这次试模的时候扁顶以经断裂,需要更换。

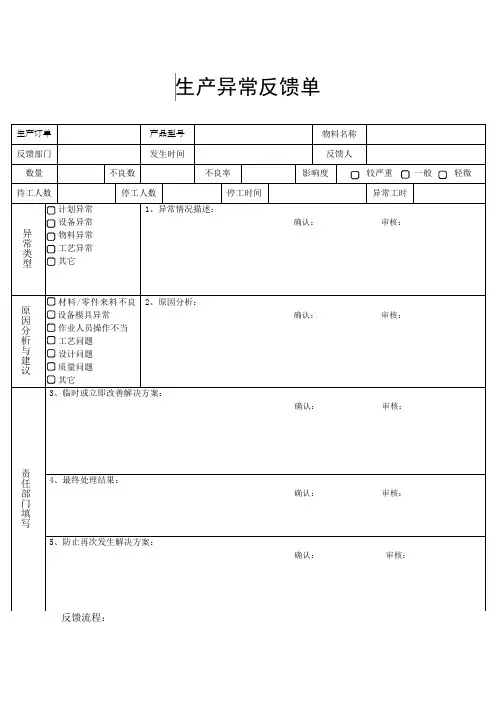
模具工件异常报告1. 背景介绍模具工件是生产制造过程中常用的工具,用于制作各种产品的外形和结构。
然而,由于各种原因,模具工件可能会出现异常情况,例如尺寸偏差、材料缺陷等。
本文将介绍如何撰写一份模具工件异常报告,以确保问题能够被及时识别、解决和改进。
2. 异常报告的目的撰写模具工件异常报告的目的是为了记录和描述发现的异常情况,并提供相关数据和分析,以便进行问题的分析和解决。
报告的内容应该包括异常的描述、可能的原因、影响范围、解决方案和预防措施等。
3. 报告结构及要点以下是一份模具工件异常报告的典型结构及要点:3.1 异常描述首先要对异常进行准确的描述,包括异常的性质、位置、数量、程度等。
例如,模具工件出现尺寸偏差,偏差范围为±0.1mm,共有10个工件出现该异常。
3.2 异常原因分析针对异常情况,进行原因分析是解决问题的关键。
可以通过检查模具工艺、设备状态、材料质量等方面进行分析。
例如,尺寸偏差可能是由于模具磨损导致的,也可能是由于原材料厚度不均匀导致的。
3.3 影响范围评估评估异常情况对产品质量和生产效率的影响范围。
例如,尺寸偏差可能导致产品装配不良,降低产品的可靠性和使用寿命,同时也会增加后续工序的调整和修正成本。
3.4 解决方案和预防措施根据异常情况的原因分析,提出解决方案和预防措施。
例如,对于尺寸偏差问题,可以优化模具磨损检测和修复流程,加强原材料质量控制,改进模具设计等。
4. 报告撰写注意事项在撰写模具工件异常报告时,需要注意以下几个事项:4.1 准确性和客观性报告的内容应准确地描述异常情况,并以客观的方式进行分析和解决方案的提出。
避免主观臆断和片面观点,同时提供充分的数据和实验证据支持。
4.2 逻辑性和连贯性报告的结构应合乎逻辑,各部分之间应有清晰的逻辑关系和过渡。
确保报告的连贯性,避免信息重复或遗漏。
4.3 语言简明扼要使用简明、清晰的语言表达异常情况和解决方案。
避免使用过于专业或复杂的术语和长句,以便读者能够快速理解报告内容。
模具加工异常报告范文一、异常情况描述近期,我司进行了一批模具加工的工作,并在此过程中发现了一些异常情况。
在本报告中,将详细描述这些异常情况,并提出相应的解决方案。
二、异常情况一:尺寸偏差超出允许范围在模具加工过程中,我们发现了一些零件的尺寸偏差超出了允许范围。
经过仔细检查,我们发现这主要是由于加工设备的精度问题导致的。
在加工过程中,我们使用的设备出现了一些误差,导致了零件尺寸的偏差。
三、解决方案一:设备维护和校准为了解决这个问题,我们决定对加工设备进行维护和校准。
首先,我们将对设备进行全面的检查,修复任何可能存在的故障。
其次,我们将对设备进行校准,确保其精度符合要求。
最后,我们将制定一套严格的设备维护计划,定期进行设备的检查和保养,以保证其正常运行。
四、异常情况二:加工表面粗糙度不达标除了尺寸偏差超出范围外,我们还发现了一些零件的加工表面粗糙度不达标的情况。
经过进一步调查,我们发现这是由于刀具磨损、切削参数设置不当等原因导致的。
五、解决方案二:刀具更换和参数优化为了解决这个问题,我们首先将对刀具进行更换,确保其磨损程度符合要求。
其次,我们将优化切削参数,确保其能够得到更好的加工表面质量。
同时,我们还将制定一套严格的刀具管理制度,定期检查和维护刀具,确保其正常使用。
六、异常情况三:加工过程中出现卡刀现象在加工过程中,我们还遇到了一些卡刀现象,导致零件加工不完整或加工质量不达标。
经过分析,我们发现这是由于加工过程中切削液不足或切削液质量不合格所致。
七、解决方案三:切削液管理和质量控制为了解决这个问题,我们将加强对切削液的管理和质量控制。
首先,我们将制定一套切削液管理制度,确保切削液的使用量和质量符合要求。
其次,我们将定期对切削液进行检测和维护,确保其正常使用。
同时,我们还将加强对操作人员的培训,提高其对切削液管理的认识和操作水平。
八、总结与建议通过对以上异常情况的分析和解决方案的提出,我们相信可以有效解决模具加工过程中出现的问题。
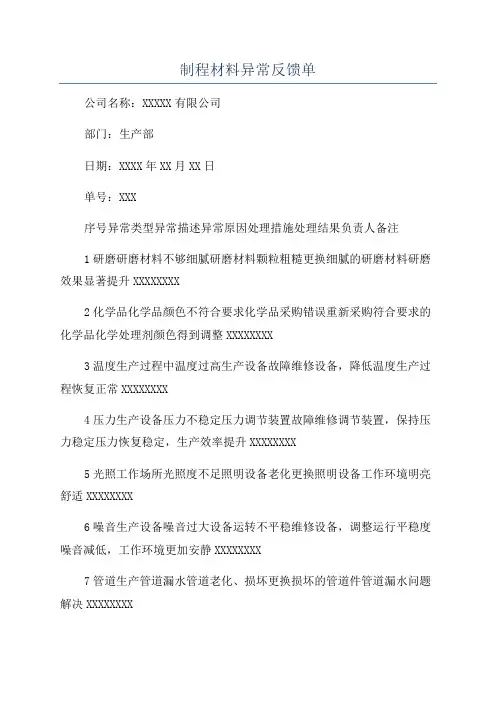
制程材料异常反馈单
公司名称:XXXXX有限公司
部门:生产部
日期:XXXX年XX月XX日
单号:XXX
序号异常类型异常描述异常原因处理措施处理结果负责人备注
1研磨研磨材料不够细腻研磨材料颗粒粗糙更换细腻的研磨材料研磨效果显著提升XXXXXXXX
2化学品化学品颜色不符合要求化学品采购错误重新采购符合要求的化学品化学处理剂颜色得到调整XXXXXXXX
3温度生产过程中温度过高生产设备故障维修设备,降低温度生产过程恢复正常XXXXXXXX
4压力生产设备压力不稳定压力调节装置故障维修调节装置,保持压力稳定压力恢复稳定,生产效率提升XXXXXXXX
5光照工作场所光照度不足照明设备老化更换照明设备工作环境明亮舒适XXXXXXXX
6噪音生产设备噪音过大设备运转不平稳维修设备,调整运行平稳度噪音减低,工作环境更加安静XXXXXXXX
7管道生产管道漏水管道老化、损坏更换损坏的管道件管道漏水问题解决XXXXXXXX
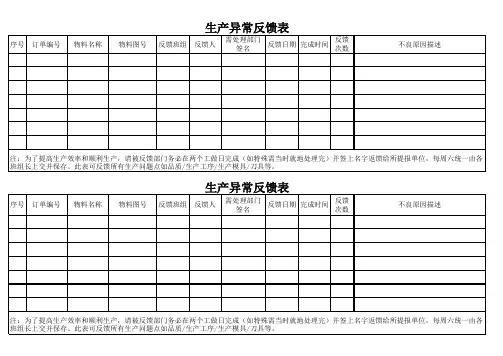
备注:请各部门负责人在异常发生后及时填写并提交此异常反馈单,以便我们追踪和解决问题。