尺寸形位公差表
- 格式:xls
- 大小:43.00 KB
- 文档页数:17
形位公差的符号和图示大全,赶紧收藏吧!2014-12-08金属加工形位公差加工后的零件不仅有尺寸公差,构成零件几何特征的点、线、面的实际形状或相互位置与理想几何体规定的形状和相互位置还不可避免地存在差异,这种形状上的差异就是形状公差,而相互位置的差异就是位置公差,统称为形位公差(tolerance of form and position)。
形位公差术语根据GB/T1182-2008 已改为新术语几何公差。
包括形状公差和位置公差。
任何零件都是由点、线、面构成的,这些点、线、面称为要素。
后零件的实际要素相对于理想要素总有误差,包括形状误差和位置误差。
这类误差影响机械产品的功能,设计时应规定相应的公差并按规定的标准符号标注在图样上。
20世纪50年代前后,工业化国家就有形位公差标准。
国际标准化组织(ISO)于1969年公布形位公差标准,1978年推荐了形位公差检测原理和方法。
中国于1980年颁布形状和位置公差标准,其中包括检测规定。
形状公差和位置公差简称为形位公差。
下列图表有利于金粉更直观的了解其概念。
测量方法形状误差指零件上的点、线、面等几何要素在加工时可能产生的几何形状上的误差。
如:加工一根圆柱时,轴的各断面直径可能大小不同、或轴的断面可能不圆、或轴线可能不直、或平面可能翘曲不平等。
位置误差指零件上的结构要素在加工时可能产生的相对位置上的误差。
如:阶梯轴的各回转轴线可能有偏移等。
目前有一种高效测量各种形位误差的测量方法,就是可以直接利用数据采集仪连接各种指示,如百分表等,数据采集仪会自动读取测量数据并进行数据分析,无需人工测量跟数据分析,可以大大提高机械测量效率。
【金属加工微信,内容不错值得关注!】测量仪器:偏摆仪、百分表(或其他指示表)、数据采集仪测量原理:数据采集仪可从百分表中实时读取数据,并进行形位误差的计算与分析,各种形位误差计算公式嵌入数据采集仪软件中,不需要人工计算,提高测量的准确率。

形位公差的符号和图示大全形位公差加工后的零件不仅有尺寸公差,构成零件几何特征的点、线、面的实际形状或相互位置与理想几何体规定的形状和相互位置还不可避免地存在差异,这种形状上的差异就是形状公差,而相互位置的差异就是位置公差,统称为形位公差(tol erance of form and position).形位公差术语根据GB/T1182—2008 已改为新术语几何公差。
包括形状公差和位置公差。
任何零件都是由点、线、面构成的,这些点、线、面称为要素。
后零件的实际要素相对于理想要素总有误差,包括形状误差和位置误差。
这类误差影响机械产品的功能,设计时应规定相应的公差并按规定的标准符号标注在图样上.20世纪50年代前后,工业化国家就有形位公差标准。
国际标准化组织(I SO)于1969年公布形位公差标准,1978年推荐了形位公差检测原理和方法。
中国于1980年颁布形状和位置公差标准,其中包括检测规定。
形状公差和位置公差简称为形位公差。
下列图表有利于金粉更直观的了解其概念。
测量方法形状误差指零件上的点、线、面等几何要素在加工时可能产生的几何形状上的误差。
如:加工一根圆柱时,轴的各断面直径可能大小不同、或轴的断面可能不圆、或轴线可能不直、或平面可能翘曲不平等。
位置误差指零件上的结构要素在加工时可能产生的相对位置上的误差。
如:阶梯轴的各回转轴线可能有偏移等。
目前有一种高效测量各种形位误差的测量方法,就是可以直接利用数据采集仪连接各种指示,如百分表等,数据采集仪会自动读取测量数据并进行数据分析,无需人工测量跟数据分析,可以大大提高机械测量效率。
测量仪器:偏摆仪、百分表(或其他指示表)、数据采集仪测量原理:数据采集仪可从百分表中实时读取数据,并进行形位误差的计算与分析,各种形位误差计算公式嵌入数据采集仪软件中,不需要人工计算,提高测量的准确率。
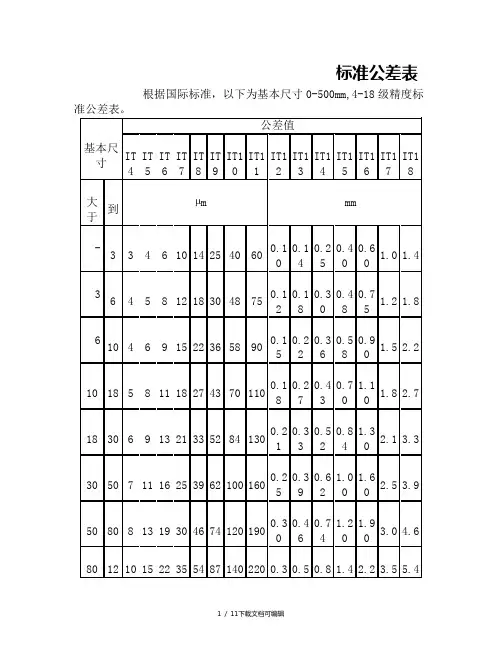
标准公差表根据国际标准,以下为基本尺寸0-500mm,4-18级精度标线性和角度尺寸未注公差根据国际标准,以下为线性尺寸未注公差的公差表。
这个未注公差适用于金属切削加工的尺寸,也适用于一般的冲压加工尺寸。
这些极限偏差适 用于:•线性尺寸:例如外尺寸、内尺寸、阶梯尺寸、直径、半径、距离、倒圆半径和倒角高度;•角度尺寸:包括通常不标出角度值的角度尺寸,例如直角(90°);•机加工组装件的线性和角度尺寸。
这些极限偏差不适用于:• 已有其他一般公差标准规定的线性和角度尺寸; • 括号内的参考尺寸;•矩形框格内的理论正确尺寸。
级)3°20'角度尺寸的长度按角度的短边长度确定,对于圆锥角按圆锥素线长度确定。
形状位置公差零件在加工过程中,由于机床-夹具-刀具系统存在几何误差,以及加工中出现受力变形、热变形、振动和磨损等影响,使被加工零件的几何要素不可避免地产生误差。
这些误差包括尺寸偏差、形状误差(包括宏观几何误差、波度和表面粗糙度)及位置误差。
形状公差形状公差是指单一实际要素的形状所允许的变动全量。
形状公差用形状公差带表达。
形状公差带包括公差带形状、方向、位置和大小等四要素。
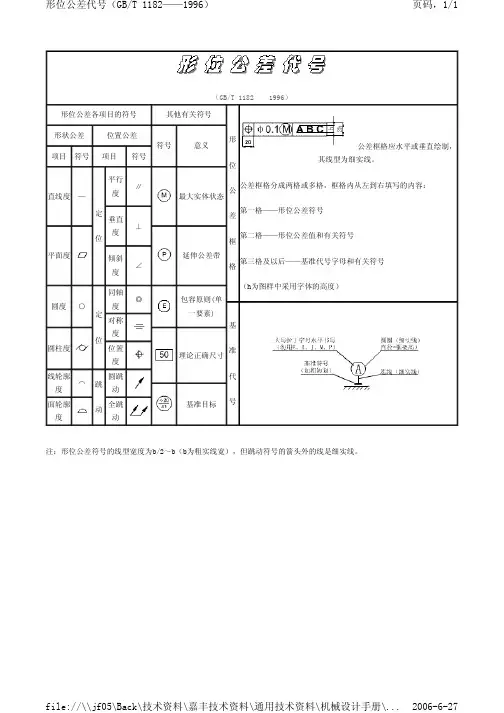
形状公差项目有:直线度、平面度、圆度、圆柱度、线轮廓度、面轮廓度等6项。
位置公差位置公差是指关联实际要素的位置对基准所允许的变动全量。
定向公差定向公差是指关联实际要素对基准在方向上允许的变动全量。
这类公差包括平行度、垂直度、倾斜度3项。
定位公差定位公差是关联实际要素对基准在位置上允许的变动全量。
这类公差包括同轴度、对称度、位置度3项。
跳动公差跳动公差是以特定的检测方式为依据而给定的公差项目。
跳动公差可分为圆跳动与全跳动。
零件的形位公差共14项,其中形状公差6个,位置公差8个,列于下表。
分类项目符号简要描述形状公差直线度直线度是表示零件上的直线要素实际形状保持理想直线的状况。
也就是通常所说的平直程度。
直线度公差是实际分类项目符号简要描述位置公差定向平行度平行度是表示零件上被测实际要素相对于基准保持等距离的状况。
形位公差的符号和图示大全,赶紧收藏吧!2014-12-08金属加工形位公差加工后的零件不仅有尺寸公差,构成零件几何特征的点、线、面的实际形状或相互位置与理想几何体规定的形状和相互位置还不可避免地存在差异,这种形状上的差异就是形状公差,而相互位置的差异就是位置公差,统称为形位公差(tolerance of form and position)。
形位公差术语根据GB/T1182-2008 已改为新术语几何公差。
包括形状公差和位置公差。
任何零件都是由点、线、面构成的,这些点、线、面称为要素。
后零件的实际要素相对于理想要素总有误差,包括形状误差和位置误差。
这类误差影响机械产品的功能,设计时应规定相应的公差并按规定的标准符号标注在图样上。
20世纪50年代前后,工业化国家就有形位公差标准。
国际标准化组织(ISO)于1969年公布形位公差标准,1978年推荐了形位公差检测原理和方法。
中国于1980年颁布形状和位置公差标准,其中包括检测规定。
形状公差和位置公差简称为形位公差。
下列图表有利于金粉更直观的了解其概念。
测量方法形状误差指零件上的点、线、面等几何要素在加工时可能产生的几何形状上的误差。
如:加工一根圆柱时,轴的各断面直径可能大小不同、或轴的断面可能不圆、或轴线可能不直、或平面可能翘曲不平等。
位置误差指零件上的结构要素在加工时可能产生的相对位置上的误差。
如:阶梯轴的各回转轴线可能有偏移等。
目前有一种高效测量各种形位误差的测量方法,就是可以直接利用数据采集仪连接各种指示,如百分表等,数据采集仪会自动读取测量数据并进行数据分析,无需人工测量跟数据分析,可以大大提高机械测量效率。
【金属加工微信,内容不错值得关注!】测量仪器:偏摆仪、百分表(或其他指示表)、数据采集仪测量原理:数据采集仪可从百分表中实时读取数据,并进行形位误差的计算与分析,各种形位误差计算公式嵌入数据采集仪软件中,不需要人工计算,提高测量的准确率。
形位公差的符号和图示大全,赶紧收藏吧!2014-12-08金属加工形位公差加工后的零件不仅有尺寸公差,构成零件几何特征的点、线、面的实际形状或相互位置与理想几何体规定的形状和相互位置还不可避免地存在差异,这种形状上的差异就是形状公差,而相互位置的差异就是位置公差,统称为形位公差(tolerance of form and position)。
形位公差术语根据GB/T1182-2008 已改为新术语几何公差。
包括形状公差和位置公差。
任何零件都是由点、线、面构成的,这些点、线、面称为要素。
后零件的实际要素相对于理想要素总有误差,包括形状误差和位置误差。
这类误差影响机械产品的功能,设计时应规定相应的公差并按规定的标准符号标注在图样上。
20世纪50年代前后,工业化国家就有形位公差标准。
国际标准化组织(ISO)于1969年公布形位公差标准,1978年推荐了形位公差检测原理和方法。
中国于1980年颁布形状和位置公差标准,其中包括检测规定。
形状公差和位置公差简称为形位公差。
下列图表有利于金粉更直观的了解其概念。
测量方法形状误差指零件上的点、线、面等几何要素在加工时可能产生的几何形状上的误差。
如:加工一根圆柱时,轴的各断面直径可能大小不同、或轴的断面可能不圆、或轴线可能不直、或平面可能翘曲不平等。
位置误差指零件上的结构要素在加工时可能产生的相对位置上的误差。
如:阶梯轴的各回转轴线可能有偏移等。
目前有一种高效测量各种形位误差的测量方法,就是可以直接利用数据采集仪连接各种指示,如百分表等,数据采集仪会自动读取测量数据并进行数据分析,无需人工测量跟数据分析,可以大大提高机械测量效率。
【金属加工微信,内容不错值得关注!】测量仪器:偏摆仪、百分表(或其他指示表)、数据采集仪测量原理:数据采集仪可从百分表中实时读取数据,并进行形位误差的计算与分析,各种形位误差计算公式嵌入数据采集仪软件中,不需要人工计算,提高测量的准确率。

公差/值(tolerance/value) ['tɔlərəns] ['vælju:]基本尺寸(basic size) ['beisik]偏差(deviation) [,di:vi'eiʃən]上/下偏差(upper/lower deviation) ['ʌpə] ['ləuə]配合/间隙配合/过盈配合/过渡配合(fit/clearance fit/interference fit/ transition fits) ['fit] ['kliərəns] [,intə'fiərəns] [træn'siʒən, -'ziʃən, trɑ:n-]单/双边公差(unilateral/bilateral tolerance) [,ju:ni'lætərəl] [,bai'lætərəl]标准/精度公差(standard/ precision tolerance) ['stændəd] [pri'siʒən]基准/特征/点/线/平面/轴线(datum/feature/point/line/ plane/axis) ['deitəm] ['fi:tʃə] [pɔint] [plein] ['æksis]最大/小材料状态(M/LMC=maximum/least material condition) ['mæksiməm] [li:st] [mə'tiəriəl] [kən'diʃən]理论正确尺寸(theoretical size ) [,θiə'retikəl, ,θi:ə-]基本尺寸(basic dimension) [di'menʃən]直径/半径(diameter/radius) [dai'æmitə] ['reidiəs]直线度(straightness) ['streitnis]平面度(flatness) ['flætnis]圆度(circularity) [,sə:kju'lærəti]圆柱度(cylindricity)线轮廓度(profile of a line) ['prəufail]面轮廓度(profile of a surface) ['sə:fis] 表面;表层;外观['prəufail]轮廓;外形定向公差(orientation tolerance) [,ɔ:rien'teiʃən, əu-]平行度(parallelism) ['pærəlelizəm]垂直度(perpendicularity) ['pə:pen,dikju'læriti]倾斜度(角度) (angularity) [,æŋɡju'lærəti]位置度(position)对称度(symmetry) ['simitri]同轴度(同心度) (concentricity) [kɔnsen'trisiti]圆跳动(circular runout) ['sə:kjulə] ['rʌnaut]全跳动(total runout) ['təutəl] 全部的;完全的;整个的.总数,合计坐标尺寸(coordinate dimensioning) [kəu'ɔ:dinit] [di'menʃəniŋ]尺寸标注;标示尺寸几何尺寸(geometric dimensioning) [dʒiəu'metrik]拔模斜度(draft angle) [drɑ:ft, dræft] ['æŋɡl]分型线(parting line) ['pɑ:tiŋ]外圆角/内圆角拔模斜度(rounds/fillets draft) [raunds] ['filits]肋材和尖角(rib and corner) [rib] ['kɔ:nə]顶/测/端视图(top/side/ end view) [tɔp] [vju:]。
未注尺寸公差等级表根据加工方法和装配精度要求选择合适的IT 公差等级值进行尺寸标注,图纸中 未标注公差的尺寸需按照GB/T1804— 2000《未注公差的线性和角度尺寸公差》 要求,指明公差等级。
线性尺寸极限偏差数值公差等级0~3 3~6 >6~30 >30 精密f 中等m ± 0.2 ± 0.5 ± 1.0 ± 2.0 粗糙c 最粗V± 0.4± 1.0± 2.0± 4.0注:倒圆半径和倒角高度的含义参见 GB/T6403.4角度尺寸的极限偏差数值 公差等级 0~10 >10~50 >50~120 120~400 >400 精密 中等f m ± 1° ± 30' ± 20' ± 10' ± 5' 粗糙 c±1° 30' ± 1° ± 30' ± 15' ± 10' 最粗 V± 3°± 2°± 1°± 30'± 20'一般未注公差图样表示法在图样标题栏附近或技术要求、 技术文件(如企业标准)中注出本标准号及公差 等级代号。
例如选取中等级时,标注为: GB/T 1804-m3未注形位公差等级表图纸中未标注形位公差的结构,需按照 GB/T1184- 1996《形状和位置公差未注 公差值》中的等级进行标注。
精密f ± 0.05 ± 0.05 ± 0.1 ± 0.15 ± 0.2 ± 0.3 ± 0.5——中等m ± 0.1 ± 0.1 ± 0.2 ± 0.3 ± 0.5 ± 0.8 ± 1.2± 2.0 粗糙c ± 0.2 ± 0.3 ± 0.5 ± 0.8 ± 1.2 ± 2.0 ± 3.0 ± 4.0最粗V —— ± 0.5 ± 1.0 ± 1.5 ± 2.5 ± 4.0 ± 6.0 ± 8.00~3 >3~6>6~30 >30~120 >120~400>400~1000>1000~2000 >2000 倒圆半径和倒角高度尺寸的极限偏差数值公差等级直线度和平面度未注公差值公差等级0~10 >10~30 >30~100 >100~300 >300~1000 >1000H 0.02 0.05 0.1 0.2 0.3 0.4K 0.05 0.1 0.2 0.4 0.6 0.8L 0.1 0.2 0.4 0.8 1.2 1.6 垂直度未注公差值公差等级0~100 >100~300 >300~1000 >1000H 0.2 0.3 0.4 0.5K 0.4 0.6 0.8 1L 0.6 1 1.5 2对称度未注公差值公差等级0~100 >100~300 >300~1000 >1000H 0.5K 0.6 0.8 1L 0.6 1 1.5 2圆跳动未注公差值公差等级圆跳动公差值H 0.1K 0.2L 0.5。