《极限配合与尺寸公差》公差原则
- 格式:ppt
- 大小:1.17 MB
- 文档页数:22
选用公差等级的原则,是在满足使用要求的前提下,尽可能选择较 低的公差等级,以便更好地解决产品零件的使用要求与加工成本之 间的矛盾。
公差等级与使用情况和加工方法的对应关系见附录A。
1.图样上注出公差 1.1塑料件 按GB/T14486《工程塑料模塑塑料件尺寸公差》合理选取。
1.2金属切削件 按GB/T1800.3《极限与配合 基础 第3部分:标准公差和基本偏差数 值表》合理选取。
1.3 冲压件 按GB/T 13914《冲压件尺寸公差》合理选用。
1.4 铸造件 按GB/T6414《铸件 尺寸公差与机械加工余量》合理选取。
2.图样上未注公差 2.1塑料件 按GB/T14486-MT5执行。
2.2金属切削件 按国家标准GB/T1804-m执行。
2.3 冲压件 按GB/T15055-m执行。
2.4 铸造件 按GB/T6414-CT5执行。
3.形状和位置公差 3.1图样上注出公差 按GB/T1184附录B合理选用。
3.2未注公差 按国家标准GB/T1184-K执行。
4. 角度公差 4. 1 图样上注出角度公差 4. 1.1 冲压件 按GB/T13915《冲压件角度公差》合理选 用。
4. 1.2 其它 按GB/T1804-m执行。
4.2未注角度公差 4. 2.1 冲压件 按GB/T13915-AT5(BT5)执行。
4. 2.2 其它 按GB/T1804-m执行。
。

5.2. GB/T4458.5—2003 机械制图尺寸公差与配合注法5.2.1 概述完整地看,“GB/T4458.5—2003 机械制图尺寸公差与配合标注”只是“极限与配合”知识领域中比较具有表现意义的一个如何标注的标准,故有必要大致认识一下“极限与配合”。
5.2.1.1.极限与配合概念极限与配合属于几何精度中尺寸精度的范畴。
极限与配合概念的产生、建立与发展与大工业的发展密切相关,并与社会的技术经济相联系。
18世纪后半期,以机器为主体的工厂逐渐代替以手工为主体的工场,零件的生产由以前的单件或小批量,发展到必须大批量可以“互换性”的生产。
“互换性”要求同一批零件的尺寸不必绝对一致准确,而只要求尺寸在某一合理的范围之内即可以保证一批零件可以不加挑选地“配合”,这里的尺寸的合理范围,即是尺寸“公差”的萌芽。
允许尺寸的最大最小值,即是尺寸的极限。
5.2.1.2.极限与配合标准化随着资本主义大工业的快速发展迫切要求零部件“互换性”的范围要扩大。
1902年,英国的一家名为纽瓦尔(Newall)的公司制定并出版了一本《纽瓦尔标准—极限表》,这是现在看到的最早的极限与配合制。
1906年,英国发布了“极限与配合”的国家标准“B.S.27”。
1925年,英国出版的《A.S.A.B4a》中,包括了“极限与配合”的内容。
1962年,ISO正式发布了“ISO/R286—1962 极限与配合第1部分公差与偏差”。
其后至今,又相继发布了一系列相关标准,开始了新“极限与配合”制。
1959年,中国发布了“GB159~174—1959 公差与配合”,是参考原苏联标准制定的,属于旧的“极限与配合”制。
1979年中国发布了第二部“GB1800~1804—1979 公差与配合”,这套标准采用了当时国际上最先进的新“极限与配合”制,ISO“极限与配合”制是由“标准公差系列”和“基本偏差系列”组成,对“公差带位置”和“公差带大小”分别进行标准化,形成了“基孔制”或“基轴制”下的“间隙配合”、“过盈配合”或“过渡配合”,只可惜当时未下决心把名字改为“极限与配合”,却仍叫“公差与配合”。
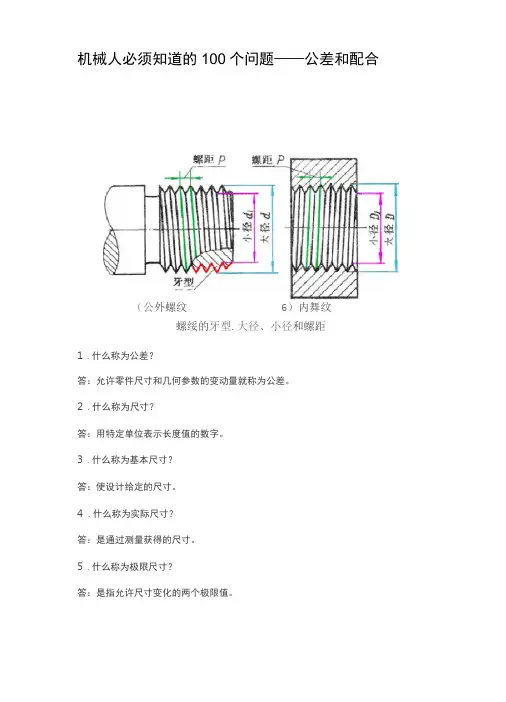
机械人必须知道的100个问题——公差和配合(公外螺纹6)内舞纹螺绥的牙型.大径、小径和螺距1.什么称为公差?答:允许零件尺寸和几何参数的变动量就称为公差。
2.什么称为尺寸?答:用特定单位表示长度值的数字。
3.什么称为基本尺寸?答:使设计给定的尺寸。
4.什么称为实际尺寸?答:是通过测量获得的尺寸。
5.什么称为极限尺寸?答:是指允许尺寸变化的两个极限值。
6.什么称为最大实体状态(简称MMC)和最大实体尺寸?答:最大实体状态系指孔或轴在尺寸公差范围内,具有材料量最多时的状态。
在此状态下的尺寸,称为最大实体尺寸,它是孔的最小极限尺寸和轴的最大极限尺寸的统称。
7.什么称为最小实体状态(简称LMC)和最小实体尺寸?答:最小实体状态系指孔或轴在尺寸公差范围内,具有材料最少时的状态。
在此状态下的尺寸,称为最小实体尺寸,它是孔的最大极限尺寸和轴的最小极限尺寸的统称。
8.什么称为作用尺寸?答:在配合面的全长上,与实际孔内接的最大理想轴尺寸,称为孔的作用尺寸。
与实际轴外接的最小理想孔的尺寸,称为轴的作用尺寸。
9.什么称为尺寸偏差?答:是指某一个尺寸减其基本尺寸所得的代数差。
10.什么称为尺寸公差?答:是指允许尺寸的变动量。
11.什么称为零线?答:在公差与配合图解(简称公差带图)中,确定偏差的一条基准直线,即零偏差线。
12.什么称为公差带?答:在公差带图中,由代表上、下偏差的两条直线所限定的一个区域。
13.什么称为基本偏差?答:是用来确定公差带相对于零线位置的上偏差或下偏差,一般指靠近零线的那个偏差。
当公差带位于零线上方时,其基本偏差为下偏差;位于零线下方时,其基本偏差为上偏差。
见图1针珊跟产14.什么称为标准公差?答:国标规定的,用以确定公差带大小的任一公差。
15.什么称为配合?答:是指基本尺寸相同的、互相结合的孔和轴公差带之间的关系。
16.什么称为基孔制?答:是基本偏差为一定的孔的公差带,与不同基本偏差的轴的公差带形成种配合的一种制度。

标准公差系列以及基本偏差系列一、公差基本术语的定义1、基本尺寸:设计时给定的尺寸,称为基本尺寸。
2、实际尺寸:零件加工后经测量所得到的尺寸,称为实际尺寸。
3、极限尺寸:实际尺寸允许变化的两个界限值称为极限尺寸。
它以基本尺寸确定。
两个极限值中较大的一个称为最大极限尺寸D max(或d max);较小的一个称为极限尺寸D min(或d min)。
4、尺寸偏差;某一尺寸减其基本尺寸所得的代数差,称为尺寸偏差,简称偏差。
实际偏差=实际尺寸-基本尺寸最大极限尺寸减其基本尺寸所得的代数差,称为上偏差。
最小极限尺寸减其基本尺寸所得的代数差,称为下偏差。
上偏差和下偏差统称为极限偏差。
国家标准规定,孔的上偏差代号为ES,轴的上偏差代号为es;孔的下偏差代号为EI,轴的下偏差代号为ei。
ES=孔的最大极限尺-孔的基本尺寸es=轴的最大极限尺寸-轴的基本尺寸EI=孔的最小极限尺寸-孔的基本尺寸ei=轴的最小极限尺寸-轴的基本尺寸偏差值可以为正、负或零值。
5、尺寸公差,允许尺寸的变动量称为尺寸公差,简称公差。
公差等于最大极限尺寸与最小极限尺寸的代数差的绝对值;或等于上偏差与下偏差代数差的绝对值。
6、零线:表示基本尺寸的一条直线称为零线,以其为基准确定偏差和公差。
零线是确定基本偏差的一条基准线,极限偏差位于零线上方,表示偏差为正。
位于零线下方,表示偏差为负。
当于零线重合,表示偏差为零。
7、公差带:表示零件的尺寸相对于基本尺寸所允许的变动范围,称为公差带。
公差带包括公差带的大小和公差带的位置两个部分。
公差带的大小是由标准公差确定的,公差带的位置是由基本偏差确定的。
在公差带图中,孔公差带一带般用斜线表示;轴公差带一般打点表示。
8、公差值:上下偏差之间的宽度表示公差带的大小,即公差值。
二、标准公差系列公差带包括公差带的大小和公差带的位置两个部分。
公差带的大小是由标准公差确定的,公差带的位置是由基本偏差确定的。
在孔轴配合中,由于公差带的大小和位置不同,可以形成不同性质和不同精度的配合。