【免费下载】直螺纹连接工艺及验收规范
- 格式:pdf
- 大小:225.39 KB
- 文档页数:5

直螺纹套筒验收规范篇一:钢筋直螺纹连接工艺标准及验收规范钢筋直螺纹连接工艺标准及验收规范 1 适用范围本工艺标准适用于工业与民用建筑中全现浇混凝土的钢筋程,主要是将Φ16,Φ40钢筋端部滚压成螺纹并用连接套筒将两根钢筋连接成一体的钢筋接头。
2 施工准备2.1 材料2.1.1 钢筋:品种、规格、外观必须符合设计要求,应有出厂证明、试验报告单。
2.1.2 直螺纹连接套筒用45号优质碳素结构钢或其他经试验确认符合要求的钢材。
套筒表面应有规格标记。
2.2 设备机具2.2.1 机械设备:GHG-40型直螺纹套丝机、砂轮切割机、角向磨光机、台式砂轮等。
2.2.2 主要工具:力矩扳手、量规(牙形规、卡规、直螺纹塞规)等。
2.3 作业条件2.3.1 参加接头施工的操作人员已经过技术培训、考核合1格,可持证上岗。
2.3.2 直螺纹套丝机等机械设备经维修试用,测力扳手经校验,可满足施工要求。
2.3.3 螺纹套及钢筋端头已清理、除锈、去污,按规格尺寸加工,存放备用。
2.4 技术准备2.4.1钢筋应先调直再加工,切口端面宜与钢筋轴线垂直,端头弯曲、马蹄严重的应切去,不得用气割下料。
2.4.2检验合格的丝头应加以保护,在其端头加带保护帽或用套筒拧紧,按规格分类堆放整齐。
2.5 现场连接施工2.5.1 连接钢筋时,钢筋规格和套筒的规格必须一致,钢筋和套筒的丝扣应干净、完好无损。
2.5.2采用预埋接头时,连接套筒的位置、规格和数量应符合设计要求。
带连接套筒的钢筋应固定牢,连接套筒的外露端应有保护盖。
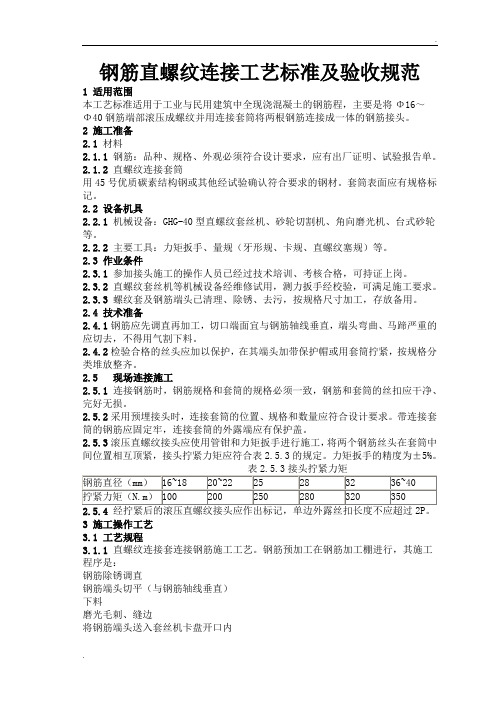
2.5.3滚压直螺纹接头应使用管钳和力矩扳手进行施工,将两个钢筋丝头在套筒中间位置相互顶紧,接头拧紧力矩应符合表2.5.3的规定。
力矩扳手的精度为?5%。
3 施工操作工艺3.1 工艺规程3.1.1 直螺纹连接套连接钢筋施工工艺。
钢筋预加工在钢2筋加工棚进行,其施工程序是:钢筋除锈调直钢筋端头切平(与钢筋轴线垂直)下料磨光毛刺、缝边将钢筋端头送入套丝机卡盘开口内车出丝头测量和检验丝头质量合格的按规定力矩值拧上直螺纹连接套,在两端分别拧上塑料保护套编号、成捆分类、堆放备用3.2 工艺操作方法:施工现场钢筋安装连接程序是:钢筋就位回收待连接钢筋上的保护帽拧上钢筋,首尾对接拧入连接套按直螺纹连接的力矩扭紧钢筋接头,直到力矩扳手发出响声为止用油漆在接好的钢筋上标记质检人员按规定力矩值检查钢筋连接质量,力矩扳手发出3响声为合格接头做钢筋接头的抽检记录3.3 常用接头连接方法有三种:3.3.1 同径或异径普通接头系分别用力矩扳手将下钢筋与连接套、连接套与上钢筋拧到规定的力矩。

直螺纹连接施工要点及验收规范一、钢筋(剥肋)滚轧直螺纹丝头的验收1、加工的钢筋丝头应逐个自检,出现不合格丝头时应切去重新加工;2、自检合格的丝头,应由质检员随机抽样进行检验,以一个工作班加工的丝头为一个验收批,随机抽检10%,当合格率小于95%时,应加倍抽检,复检中合格率仍小于95%时,应对全部丝头进行逐个检验。
3、外观及外形检验:钢筋丝头螺纹应纹应饱满,不得有螺纹大径低于螺纹中径的不完整丝扣。
螺纹大径大于螺纹中径而小于标准大径的有缺陷丝扣,累计长度不得超过两个螺纹周长。
4、滚丝螺纹长度用专用环规检查在环规的缺口范围内。
5、滚轧螺纹丝头用螺纹通规检查,通规能拧入。
6、滚轧螺纹丝头用螺纹止规检查,止规不能拧入或不能全部拧入。
7、滚轧直螺纹丝头的强度达到JGJ107-2003中1级接头的强度要求。
8、钢筋直螺纹丝头应有保护帽或连接套保护丝头。
二、直螺纹连接套筒的验收1、直螺纹连接套筒应由质检员随机抽样进行检验。
每批随机抽检5%,抽检合格率应大于95%,当抽检合格品率小于95时,应另抽取同样数量重新检验。
当两次抽检的平均合格率不小于95%时,应判此批合格,若合格品率仍小于95%时,则应对该批连接套进行逐个检验,合格者方可使用。
2、连接套有合格证和材料质量证明书(材质单)。
3、连接套用通规检查能旋入。
4、连接套用止规检查不能旋入或不能全部旋入。
5、连接套一端应有塑料保护盖。
6、塑料保护盖上有与连接钢筋规格相同的规格标志。
7、连接套强度达到JGJ107-2003中1级接头的要求。
三、钢筋(剥肋)滚轧直螺纹接头的验收1、同一施工条件下采用同一批材料的同等级同型式同规格的接头,以500个为一个验收批,不足500个的也做为一个验收批。
2、对每一验收批接头,必须在工程结构中随机截取3个试件进行单向拉伸试验,当每个试件单向拉伸试验均达到强度要求时,该验收批判为合格。
3、如有一个试件的强度不合格,应再取6个试件进行复检,复检中有一个试件试验结果不合格,则此验收批判为不合格。
钢筋直螺纹连接工艺标准及验收规范1 适用范围本工艺标准适用于工业与民用建筑中全现浇混凝土的钢筋程,主要是将Φ16~Φ40钢筋端部滚压成螺纹并用连接套筒将两根钢筋连接成一体的钢筋接头。
2 施工准备2.1材料2.1.1钢筋:品种、规格、外观必须符合设计要求,应有出厂证明、试验报告单。
2.1.2直螺纹连接套筒用45号优质碳素结构钢或其他经试验确认符合要求的钢材。
套筒表面应有规格标记。
2.2 设备机具2.2.1机械设备:GHG-40型直螺纹套丝机、砂轮切割机、角向磨光机、台式砂轮等。
2.2.2主要工具:力矩扳手、量规(牙形规、卡规、直螺纹塞规)等。
2.3 作业条件2.3.1 参加接头施工的操作人员已经过技术培训、考核合格,可持证上岗。
2.3.2直螺纹套丝机等机械设备经维修试用,测力扳手经校验,可满足施工要求。
2.3.3螺纹套及钢筋端头已清理、除锈、去污,按规格尺寸加工,存放备用。
2.4 技术准备2.4.1钢筋应先调直再加工,切口端面宜与钢筋轴线垂直,端头弯曲、马蹄严重的应切去,不得用气割下料。
2.4.2检验合格的丝头应加以保护,在其端头加带保护帽或用套筒拧紧,按规格分类堆放整齐。
2.5 现场连接施工2.5.1 连接钢筋时,钢筋规格和套筒的规格必须一致,钢筋和套筒的丝扣应干净、完好无损。
2.5.2采用预埋接头时,连接套筒的位置、规格和数量应符合设计要求。
带连接套筒的钢筋应固定牢,连接套筒的外露端应有保护盖。
2.5.3滚压直螺纹接头应使用管钳和力矩扳手进行施工,将两个钢筋丝头在套筒中间位置相互顶紧,接头拧紧力矩应符合表2.5.3的规定。
力矩扳手的精度为±5%。
3 施工操作工艺3.1 工艺规程3.1.1直螺纹连接套连接钢筋施工工艺。
钢筋预加工在钢筋加工棚进行,其施工程序是:钢筋除锈调直钢筋端头切平(与钢筋轴线垂直)下料磨光毛刺、缝边将钢筋端头送入套丝机卡盘开口内车出丝头测量和检验丝头质量合格的按规定力矩值拧上直螺纹连接套,在两端分别拧上塑料保护套编号、成捆分类、堆放备用3.2 工艺操作方法:施工现场钢筋安装连接程序是:钢筋就位回收待连接钢筋上的保护帽拧上钢筋,首尾对接拧入连接套按直螺纹连接的力矩扭紧钢筋接头,直到力矩扳手发出响声为止用油漆在接好的钢筋上标记质检人员按规定力矩值检查钢筋连接质量,力矩扳手发出响声为合格接头做钢筋接头的抽检记录3.3 常用接头连接方法有三种:3.3.1同径或异径普通接头系分别用力矩扳手将下钢筋与连接套、连接套与上钢筋拧到规定的力矩。

直螺纹连接工艺一、适用范围:本工艺标准适用于工业与民用建筑现浇钢筋混凝土结构中直径16~40mm的热轧Ⅱ、Ⅲ级同级钢筋的同径或异径钢筋的连接。
所连接钢筋直径之差不直超过9mm。
采用锥螺纹钢筋接头应经设计人员同意。
二、施工准备:2.1 材料及主要机具:2.1.1 钢筋:钢筋的级别、直径必须符合设计要求,有出厂证明书及复试报告单。
2.1.2 连接套应符合以下要求:2.1.2.1 有明显的规格标记(如 32或 32)。
2.1.2.2 锥孔用塑料密封盖封住。
2.1.2.3 同径或异径连接套尺寸在表4-25的规定范围。
连接套规格尺寸表表4-25连接套规格标记外径不小于 (mm) 长度不小于 (mm)16、 16 25-0.5 65-0.518、 18 28-0.5 75-0.520、 20 30-0.5 85-0.522、 22 32-0.5 95-0.525、 25 35-0.5 95-0.528、 28 39-0.5 105-0.532、 32 44-0.5 115-0.536、 36 48-0.5 125-0.540、 40 52-0.5 135-0.52.1.2.4 锥螺纹塞规拧入连接套后,连接套的大端边缘应在锥螺纹塞规大端的缺口范围内(图4-36)。
图4-362.1.2.5 有产品合格证。
2.1.2.6 连接套应分类包装存放,不得混淆和锈蚀。
2.1.3 主要机具:2.1.3.1 钢筋套丝机:型号为SZ一50A,或其它可套制直径16mm及以上的Ⅱ、Ⅲ级钢筋的套丝机。
2.1.3.2 量规:量规包括牙形规、卡规和锥形螺纹塞规。
牙形规是用来检查钢筋连接端的锥螺纹牙形加工质量的量规。
卡规是用来检查钢筋连接端的锥螺纹小端直径的量规。
锥螺纹塞规是用来检查锥螺纹连接套的加工质量的量规。
2.1.3.3 力矩扳手:力矩扳手必须经计量管理部门批准,有制造计量器具许可证的生产厂生产的产品。
力矩扳手需定期经计量管理部门批准生产的扭力仪检定,检定合格后方准使用。

钢筋丝扣规范篇一:钢筋直螺纹连接工艺标准及验收规范钢筋直螺纹连接工艺标准及验收规范 1 适用范围本工艺标准适用于工业与民用建筑中全现浇混凝土的钢筋程,主要是将Φ16~Φ40钢筋端部滚压成螺纹并用连接套筒将两根钢筋连接成一体的钢筋接头。
2 施工准备2.1 材料2.1.1 钢筋:品种、规格、外观必须符合设计要求,应有出厂证明、试验报告单。
2.1.2 直螺纹连接套筒用45号优质碳素结构钢或其他经试验确认符合要求的钢材。
套筒表面应有规格标记。
2.2 设备机具2.2.1 机械设备:GHG-40型直螺纹套丝机、砂轮切割机、角向磨光机、台式砂轮等。
2.2.2 主要工具:力矩扳手、量规(牙形规、卡规、直螺纹塞规)等。
2.3 作业条件2.3.1 参加接头施工的操作人员已经过技术培训、考核合格,可持证上岗。
2.3.2 直螺纹套丝机等机械设备经维修试用,测力扳手经校验,可满足施工要求。
2.3.3 螺纹套及钢筋端头已清理、除锈、去污,按规格尺寸加工,存放备用。
2.4 技术准备2.4.1钢筋应先调直再加工,切口端面宜与钢筋轴线垂直,端头弯曲、马蹄严重的应切去,不得用气割下料。
2.4.2检验合格的丝头应加以保护,在其端头加带保护帽或用套筒拧紧,按规格分类堆放整齐。
2.5 现场连接施工2.5.1 连接钢筋时,钢筋规格和套筒的规格必须一致,钢筋和套筒的丝扣应干净、完好无损。
2.5.2采用预埋接头时,连接套筒的位置、规格和数量应符合设计要求。
带连接套筒的钢筋应固定牢,连接套筒的外露端应有保护盖。
2.5.3滚压直螺纹接头应使用管钳和力矩扳手进行施工,将两个钢筋丝头在套筒中间位置相互顶紧,接头拧紧力矩应符合表2.5.3的规定。
力矩扳手的精度为±5%。
3 施工操作工艺3.1 工艺规程3.1.1 直螺纹连接套连接钢筋施工工艺。
钢筋预加工在钢筋加工棚进行,其施工程序是:钢筋除锈调直钢筋端头切平(与钢筋轴线垂直)下料磨光毛刺、缝边将钢筋端头送入套丝机卡盘开口内车出丝头测量和检验丝头质量合格的按规定力矩值拧上直螺纹连接套,在两端分别拧上塑料保护套编号、成捆分类、堆放备用3.2 工艺操作方法:施工现场钢筋安装连接程序是:钢筋就位回收待连接钢筋上的保护帽拧上钢筋,首尾对接拧入连接套按直螺纹连接的力矩扭紧钢筋接头,直到力矩扳手发出响声为止用油漆在接好的钢筋上标记质检人员按规定力矩值检查钢筋连接质量,力矩扳手发出响声为合格接头做钢筋接头的抽检记录3.3 常用接头连接方法有三种:3.3.1 同径或异径普通接头系分别用力矩扳手将下钢筋与连接套、连接套与上钢筋拧到规定的力矩。

直螺纹加工操作规程(1)加工滚轧直螺纹接头的操作人员必须进行技术培训,经考核合格后方可持证上岗操作。
(2)钢筋应先调直再加工,切口端面宜与钢筋轴线垂直,端头有弯曲、马蹄现象的应切去,不得用气割下料。
(3)按钢筋规格所需的调整试棒调整好滚丝头内孔最小尺寸。
(4)按钢筋规格更换定位盘,并调整好剥肋直径尺寸。
(5)调整剥肋档块及滚轧行程开关位置,保证剥肋及滚轧螺纹的长度。
(6)装卡钢筋,开动设备进行剥肋及滚压加工。
(7)加工丝头时,应采用水溶性切削液,当气温低于0℃时,应掺入15~20%亚硝酸钠。
严禁用机油做切削液或不加切削液加工丝头。
(8)操作人员应按每台班检查丝头的加工质量,每加工10个丝头用通、止环规检查一次,并剔除不合格丝头。
经自检合格的丝头,应由质检员随机抽样进行检验,以一个工作班内生产的丝头为一个验收批,随机抽检10%,且不得少于10个,并填写钢筋丝头检验纪录表。
当合格率小于95%时,应加倍抽检,复检中合格率仍小于95%时,应对全部钢筋丝头逐个进行检验,并切去不合格丝头,查明原因并解决后重新加工螺纹。
(9)经拧紧后的滚压直螺纹接头应做出标记,允许完整丝扣外露为1-2扣,且不超过2螺距。
(10)检验合格的丝头应加以保护,在其端头加带保护帽或用套筒拧紧,按规格分类堆放整齐。
直螺纹丝头加工基本要求:1.外观质量:丝头表面不得有影响接头性能的损坏及锈蚀2.外形质量:丝头有效螺纹数量符合表一规定:牙顶宽度大于0.3P的不完整螺纹累计长度不得超过两个螺纹周长;允许毛边长度不得大于1mm3.丝头尺寸检验:用专用的螺纹环规检验;环通规应能顺利的旋入;环止规旋入长度不得超过3P。
直螺纹接头加工基本要求1.钢筋连接完成后,标准型接头连接套筒外应有外露有效螺纹,且连接套筒单边外露有效螺纹不得超过2P。
2.钢筋连接完毕后,拧紧力矩应符合下表要求。
直螺纹套筒验收规范篇一:钢筋直螺纹连接工艺标准及验收规范钢筋直螺纹连接工艺标准及验收规范 1 适用范围本工艺标准适用于工业与民用建筑中全现浇混凝土的钢筋程,主要是将Φ16,Φ40钢筋端部滚压成螺纹并用连接套筒将两根钢筋连接成一体的钢筋接头。
2 施工准备2.1 材料2.1.1 钢筋:品种、规格、外观必须符合设计要求,应有出厂证明、试验报告单。
2.1.2 直螺纹连接套筒用45号优质碳素结构钢或其他经试验确认符合要求的钢材。
套筒表面应有规格标记。
2.2 设备机具2.2.1 机械设备:GHG-40型直螺纹套丝机、砂轮切割机、角向磨光机、台式砂轮等。
2.2.2 主要工具:力矩扳手、量规(牙形规、卡规、直螺纹塞规)等。
2.3 作业条件2.3.1 参加接头施工的操作人员已经过技术培训、考核合1格,可持证上岗。
2.3.2 直螺纹套丝机等机械设备经维修试用,测力扳手经校验,可满足施工要求。
2.3.3 螺纹套及钢筋端头已清理、除锈、去污,按规格尺寸加工,存放备用。
2.4 技术准备2.4.1钢筋应先调直再加工,切口端面宜与钢筋轴线垂直,端头弯曲、马蹄严重的应切去,不得用气割下料。
2.4.2检验合格的丝头应加以保护,在其端头加带保护帽或用套筒拧紧,按规格分类堆放整齐。
2.5 现场连接施工2.5.1 连接钢筋时,钢筋规格和套筒的规格必须一致,钢筋和套筒的丝扣应干净、完好无损。
2.5.2采用预埋接头时,连接套筒的位置、规格和数量应符合设计要求。
带连接套筒的钢筋应固定牢,连接套筒的外露端应有保护盖。
2.5.3滚压直螺纹接头应使用管钳和力矩扳手进行施工,将两个钢筋丝头在套筒中间位置相互顶紧,接头拧紧力矩应符合表2.5.3的规定。
力矩扳手的精度为?5%。
3 施工操作工艺3.1 工艺规程3.1.1 直螺纹连接套连接钢筋施工工艺。
钢筋预加工在钢2筋加工棚进行,其施工程序是:钢筋除锈调直钢筋端头切平(与钢筋轴线垂直)下料磨光毛刺、缝边将钢筋端头送入套丝机卡盘开口内车出丝头测量和检验丝头质量合格的按规定力矩值拧上直螺纹连接套,在两端分别拧上塑料保护套编号、成捆分类、堆放备用3.2 工艺操作方法:施工现场钢筋安装连接程序是:钢筋就位回收待连接钢筋上的保护帽拧上钢筋,首尾对接拧入连接套按直螺纹连接的力矩扭紧钢筋接头,直到力矩扳手发出响声为止用油漆在接好的钢筋上标记质检人员按规定力矩值检查钢筋连接质量,力矩扳手发出3响声为合格接头做钢筋接头的抽检记录3.3 常用接头连接方法有三种:3.3.1 同径或异径普通接头系分别用力矩扳手将下钢筋与连接套、连接套与上钢筋拧到规定的力矩。
直螺纹套筒验收规范直螺纹套筒是一种常见的工业设备,用于连接螺纹件,具有重要的作用。
为了确保直螺纹套筒的质量和使用效果,需要对其进行严格的验收。
以下是直螺纹套筒验收规范,共分为外观验收、尺寸和几何形状检查、材料和硬度检查、表面处理和包装检查五个方面。
一、外观验收:1. 直螺纹套筒应无裂纹、气泡、夹杂物、明显的划痕和变形等表面缺陷。
2. 直螺纹套筒的表面光洁度应符合技术要求,并且表面应无刺激性气味、异味和明显的污渍。
3. 直螺纹套筒的色泽应均匀一致,无明显的色差。
二、尺寸和几何形状检查:1. 直螺纹套筒内外径应符合技术要求,在允许误差范围内。
2. 直螺纹套筒的螺纹尺寸和螺距应符合技术要求,并与螺纹件配套。
3. 直螺纹套筒的端面平行度和圆度应符合技术要求。
三、材料和硬度检查:1. 直螺纹套筒的材料应和技术要求一致,并具有相应的材质证明或合格证明。
2. 直螺纹套筒的硬度应符合技术要求,可以通过硬度测试仪进行检测。
四、表面处理:1. 直螺纹套筒的表面处理应符合技术要求,如镀锌、镀硬铬等。
2. 直螺纹套筒的表面处理层应均匀、光滑,无明显的剥落和脱层现象。
3. 直螺纹套筒的表面处理层应有一定的耐蚀性和耐磨性。
五、包装检查:1. 直螺纹套筒的包装应符合技术要求,包装材料应为防潮、防震、防腐蚀的材料。
2. 直螺纹套筒的包装应完好无损,无明显的破损和变形。
3. 直螺纹套筒的包装标识应清晰、准确,标明产品名称、规格、数量等信息。
以上是直螺纹套筒验收规范,用于指导直螺纹套筒的验收工作。
通过严格按照规范进行验收,可以保证直螺纹套筒的质量和性能符合要求,提高直螺纹套筒的使用效果和寿命。
直螺纹加工操作规程(1)加工滚轧直螺纹接头的操作人员必须进行技术培训,经考核合格后方可持证上岗操作。
(2)钢筋应先调直再加工,切口端面宜与钢筋轴线垂直,端头有弯曲、马蹄现象的应切去,不得用气割下料。
(3)按钢筋规格所需的调整试棒调整好滚丝头内孔最小尺寸。
(4)按钢筋规格更换定位盘,并调整好剥肋直径尺寸。
(5)调整剥肋档块及滚轧行程开关位置,保证剥肋及滚轧螺纹的长度。
(6)装卡钢筋,开动设备进行剥肋及滚压加工。
(7)加工丝头时,应采用水溶性切削液,当气温低于0℃时,应掺入15~20%亚硝酸钠。
严禁用机油做切削液或不加切削液加工丝头。
(8)操作人员应按每台班检查丝头的加工质量,每加工10个丝头用通、止环规检查一次,并剔除不合格丝头。
经自检合格的丝头,应由质检员随机抽样进行检验,以一个工作班内生产的丝头为一个验收批,随机抽检10%,且不得少于10个,并填写钢筋丝头检验纪录表。
当合格率小于95%时,应加倍抽检,复检中合格率仍小于95%时,应对全部钢筋丝头逐个进行检验,并切去不合格丝头,查明原因并解决后重新加工螺纹。
(9)经拧紧后的滚压直螺纹接头应做出标记,允许完整丝扣外露为1-2扣,且不超过2螺距。
(10)检验合格的丝头应加以保护,在其端头加带保护帽或用套筒拧紧,按规格分类堆放整齐。
直螺纹丝头加工基本要求:1.外观质量:丝头表面不得有影响接头性能的损坏及锈蚀2.外形质量:丝头有效螺纹数量符合表一规定:牙顶宽度大于0.3P的不完整螺纹累计长度不得超过两个螺纹周长;允许毛边长度不得大于1mm3.丝头尺寸检验:用专用的螺纹环规检验;环通规应能顺利的旋入;环止规旋入长度不得超过3P。
直螺纹接头加工基本要求1.钢筋连接完成后,标准型接头连接套筒外应有外露有效螺纹,且连接套筒单边外露有效螺纹不得超过2P。
2.钢筋连接完毕后,拧紧力矩应符合下表要求。
钢筋直螺纹连接工艺标准及验收规范1 适用范围本工艺标准适用于工业与民用建筑中全现浇混凝土的钢筋程,主要是将Φ16~Φ40钢筋端部滚压成螺纹并用连接套筒将两根钢筋连接成一体的钢筋接头。
2 施工准备材料2.1.1钢筋:品种、规格、外观必须符合设计要求,应有出厂证明、试验报告单。
2.1.2直螺纹连接套筒用45号优质碳素结构钢或其他经试验确认符合要求的钢材。
套筒表面应有规格标记。
设备机具2.2.1机械设备:GHG-40型直螺纹套丝机、砂轮切割机、角向磨光机、台式砂轮等。
2.2.2主要工具:力矩扳手、量规(牙形规、卡规、直螺纹塞规)等。
作业条件2.3.1 参加接头施工的操作人员已经过技术培训、考核合格,可持证上岗。
2.3.2直螺纹套丝机等机械设备经维修试用,测力扳手经校验,可满足施工要求。
2.3.3螺纹套及钢筋端头已清理、除锈、去污,按规格尺寸加工,存放备用。
技术准备2.4.1钢筋应先调直再加工,切口端面宜与钢筋轴线垂直,端头弯曲、马蹄严重的应切去,不得用气割下料。
2.4.2检验合格的丝头应加以保护,在其端头加带保护帽或用套筒拧紧,按规格分类堆放整齐。
现场连接施工2.5.1 连接钢筋时,钢筋规格和套筒的规格必须一致,钢筋和套筒的丝扣应干净、完好无损。
2.5.2采用预埋接头时,连接套筒的位置、规格和数量应符合设计要求。
带连接套筒的钢筋应固定牢,连接套筒的外露端应有保护盖。
2.5.3表2.5.3接头拧紧力矩2.5.4经拧紧后的滚压直螺纹接头应作出标记,单边外露丝扣长度不应超过2P。
3 施工操作工艺工艺规程3.1.1直螺纹连接套连接钢筋施工工艺。
钢筋预加工在钢筋加工棚进行,其施工程序是:钢筋除锈调直钢筋端头切平(与钢筋轴线垂直)下料磨光毛刺、缝边将钢筋端头送入套丝机卡盘开口内车出丝头测量和检验丝头质量合格的按规定力矩值拧上直螺纹连接套,在两端分别拧上塑料保护套编号、成捆分类、堆放备用工艺操作方法:施工现场钢筋安装连接程序是:钢筋就位回收待连接钢筋上的保护帽拧上钢筋,首尾对接拧入连接套按直螺纹连接的力矩扭紧钢筋接头,直到力矩扳手发出响声为止用油漆在接好的钢筋上标记质检人员按规定力矩值检查钢筋连接质量,力矩扳手发出响声为合格接头做钢筋接头的抽检记录常用接头连接方法有三种:3.3.1同径或异径普通接头系分别用力矩扳手将下钢筋与连接套、连接套与上钢筋拧到规定的力矩。
钢筋直螺纹连接工艺标准及验收规范
1 适用范围
本工艺标准适用于工业与民用建筑中全现浇混凝土的钢筋程,主要是将
钢筋端部滚压成螺纹并用连接套筒将两根钢筋连接成一体的钢筋接头。
2 施工准备
2.1材料
2.1.1
钢筋:品种、规格、外观必须符合设计要求,应有出厂证明、试验报告单。
2.1.2直螺纹连接套筒用45号优质碳素结构钢或其他经试验确认符合要求的钢材。
套筒表面应有规格标记。
2.2 设备机具
2.2.1机械设备:
GHG-40型直螺纹套丝机、砂轮切割机、角向磨光机、台式砂轮等。
2.2.2主要工具:力矩扳手、量规(牙形规、卡规、直螺纹塞规)等。
2.3 作业条件
2.3.1 参加接头施工的操作人员已经过技术培训、考核合格,可持证上岗。
2.3.2直螺纹套丝机等机械设备经维修试用,测力扳手经校验,可满足施工要求。
2.3.3螺纹套及钢筋端头已清理、除锈、去污,按规格尺寸加工,存放备用。
2.4 技术准备
2.4.1钢筋应先调直再加工,切口端面宜与钢筋轴线垂直,端头弯曲、马蹄严重的应切去,不得用气割下料。
2.4.2检验合格的丝头应加以保护,在其端头加带保护帽或用套筒拧紧,按规格分类堆放整齐。
2.5 现场连接施工
2.5.1 连接钢筋时,钢筋规格和套筒的规格必须一致,钢筋和套筒的丝扣应干净、
完好无损。
2.5.2采用预埋接头时,连接套筒的位置、规格和数量应符合设计要求。
带连接套筒的钢筋应固定牢,连接套筒的外露端应有保护盖。
2.5.3滚压直螺纹接头应使用管钳和力矩扳手进行施工,将两个钢筋丝头在套筒中间位置相互顶紧,接头拧紧力矩应符合表2.5.3的规定。
力矩扳手的精度为±5%。
表
2.5.3。