表面光洁度对照表
- 格式:pdf
- 大小:117.41 KB
- 文档页数:1
表面光洁度与表面粗糙度对照表
Ra:轮廓算术平均偏差值
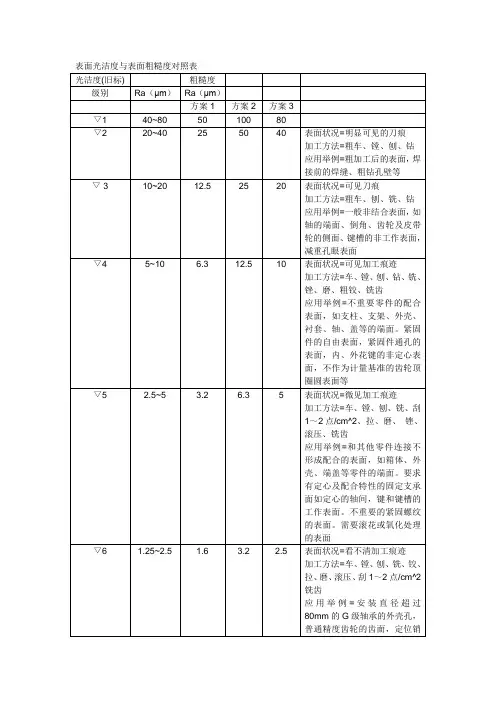
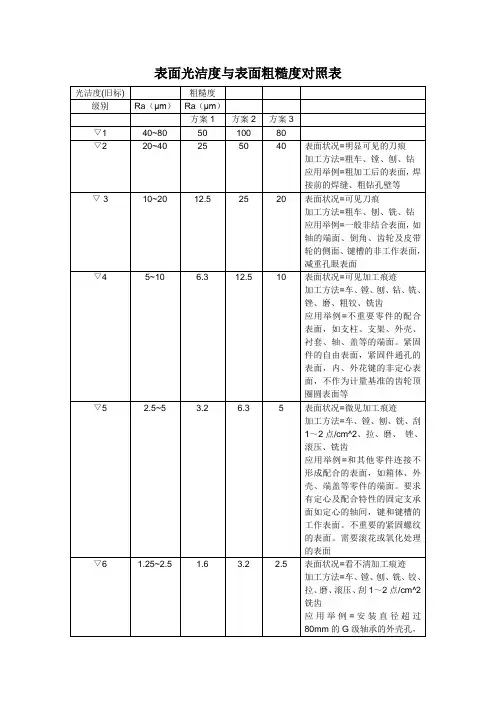
*.方案1的Ra与旧国标各等级的平均值相近,能保证产品质量,建议用于重要表面.
**.方案2的Ra比旧国标的各等级上限大25%,其经济性较好,建议用于不太重要的表面.
***.方案3的Ra与旧国标各等级上限一致,当提高产品的制造精度有困难,而降低又不能保证功能时采用.
****Ra为0.1μm时,其符号如下,余类推.
粗糙度数值Ra .... .粗糙度等级数.... 粗糙度数值Ra .... 粗糙度等级数
μm(微米).μin(微英寸)..... ......μm(微米).μin(微英寸)
50 ...... 2000 .....N12 ............0.8 ...... 32 ...... N6
25 ...... 1000 .....N11.............0.4 ...... 16 ...... N5
12.5.....500 ......N10.............0.2 ...... 8 ....... N4
6.3......250 ......N9..............0.1 ...... 4 ....... N3
3.2......125 ......N8..............0.05 ..... 2 ....... N2
1.6......63 .......N7..............0.025 .... 1 ....... N1
中国与美国的表面粗糙度(光洁度)对照表
2007-9-30 07:43。
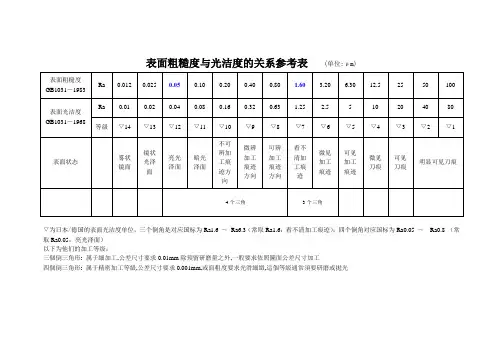
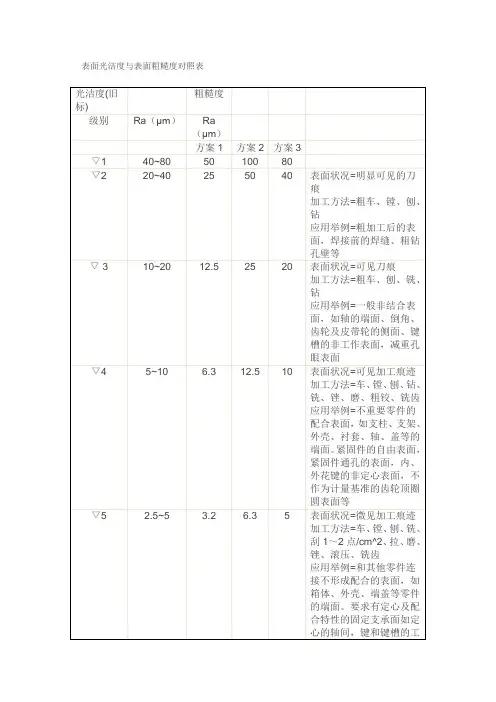
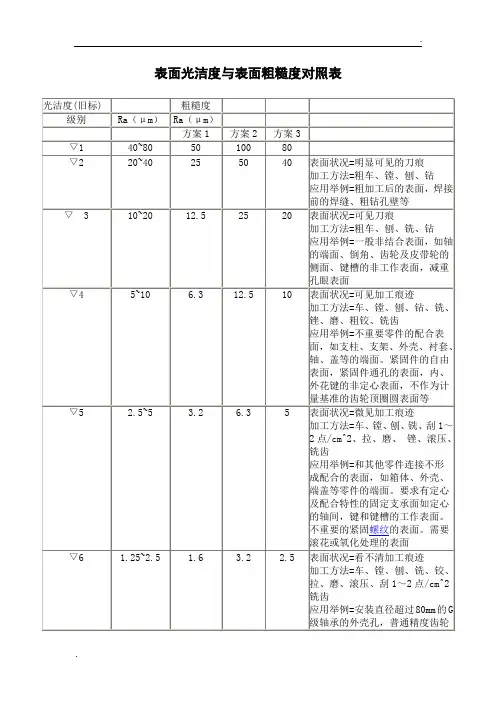
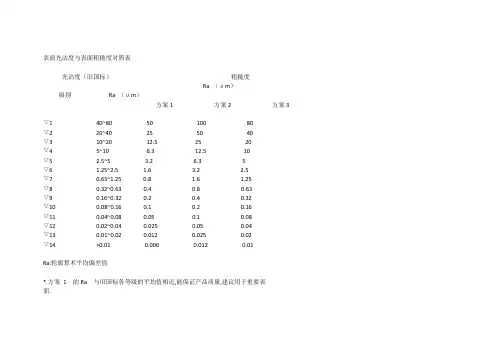
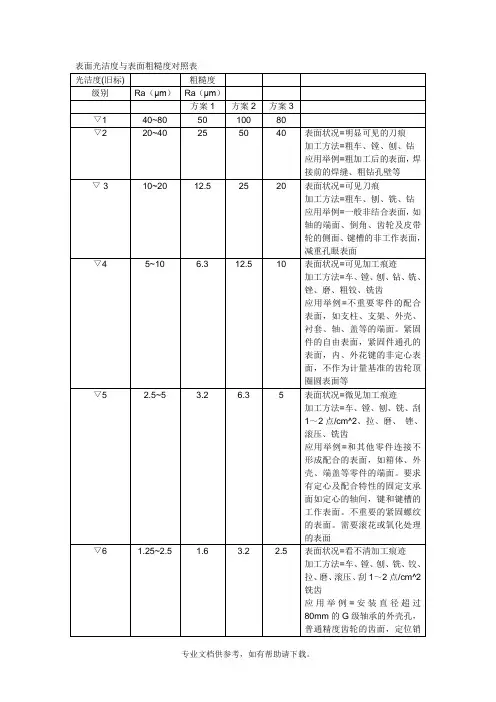
表面光洁度与表面粗糙度对照表光洁度(旧国标)粗糙度Ra (μm)级别Ra (μm)方案1 方案2 方案3▽1 40~80 50 100 80▽2 20~40 25 50 40▽3 10~20 12.5 25 20▽4 5~10 6.3 12.5 10▽5 2.5~5 3.2 6.3 5▽6 1.25~2.5 1.6 3.2 2.5▽7 0.63~1.25 0.8 1.6 1.25▽8 0.32~0.63 0.4 0.8 0.63▽9 0.16~0.32 0.2 0.4 0.32▽10 0.08~0.16 0.1 0.2 0.16▽11 0.04~0.08 0.05 0.1 0.08▽12 0.02~0.04 0.025 0.05 0.04▽13 0.01~0.02 0.012 0.025 0.02▽14 >0.01 0.006 0.012 0.01Ra:轮廓算术平均偏差值*.方案1 的Ra 与旧国标各等级的平均值相近,能保证产品质量,建议用于重要表面.**.方案2 的Ra 比旧国标的各等级上限大25%,其经济性较好,建议用于不太重要的表面.***.方案3 的Ra 与旧国标各等级上限一致,当提高产品的制造精度有困难,而降低又不能保证功能时采用.****Ra 为0.1μm 时,其符号如下,余类推.这是日本的光洁度的表示方法,三个倒三角形代表表面光洁度为三花级,Ra=0.2~0.8,有三个等级,即三花7(相当于Ra0.8)、三花8(相当于Ra0.4)、三花9(相当于Ra0.2),G表示研磨加工。
这个概念要讲详细点,首先三角是倒的,这个图应该是日本或者台湾的,现在日本和台湾用的是光洁度▽,▽▽,▽▽▽,▽▽▽▽。
▽▽▽▽对应Ra<0.2;▽▽▽对应Ra=0. 2~0.8;▽▽对应Ra=1.6~6.3;▽对应Ra=12.5~50。
要到达▽▽▽▽至少要研磨,精度更高的话要超级加工〔例如工作时承受较大变应力作用的重要零件表面、保证精确定心的锥体表面、液压传动用的孔表面、汽缸套的内表面、活塞销的外表面、仪器导轨面、阀的工作面等〕。
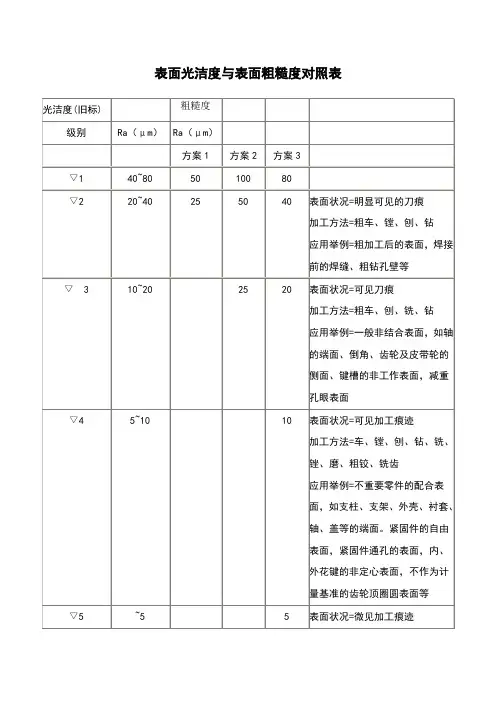
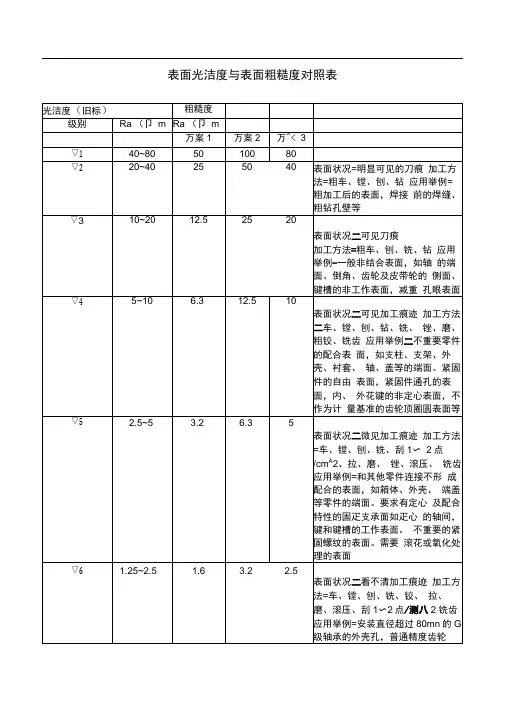
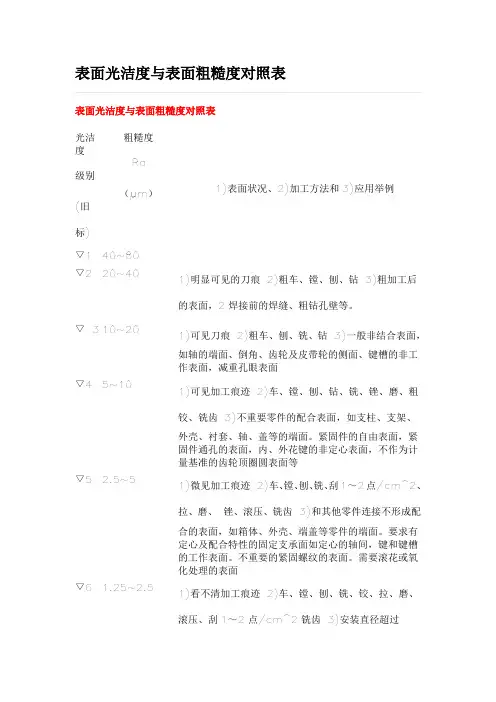
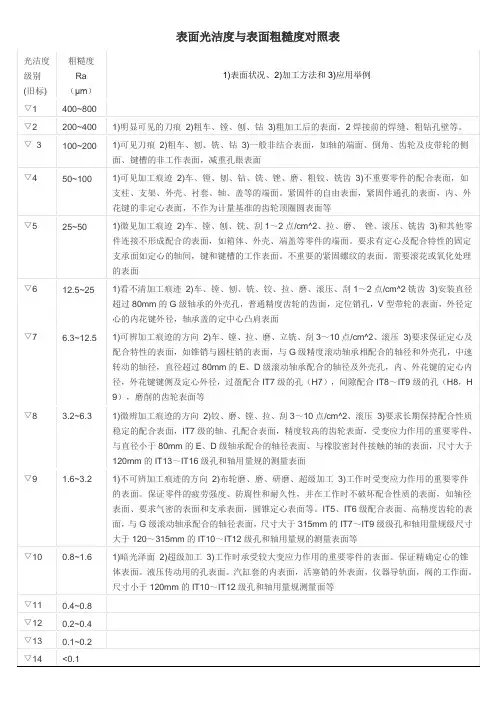
表面光洁度与表面粗糙度对照表表面光洁度与表面粗糙度对照表光洁度级别(旧标)粗糙度Ra(μm)1)表面状况、2)加工方法和3)应用举例▽140~80▽220~401)明显可见的刀痕2)粗车、镗、刨、钻3)粗加工后的表面,2焊接前的焊缝、粗钻孔壁等。
▽ 310~201)可见刀痕2)粗车、刨、铣、钻3)一般非结合表面,如轴的端面、倒角、齿轮及皮带轮的侧面、键槽的非工作表面,减重孔眼表面▽45~101)可见加工痕迹2)车、镗、刨、钻、铣、锉、磨、粗铰、铣齿3)不重要零件的配合表面,如支柱、支架、外壳、衬套、轴、盖等的端面。
紧固件的自由表面,紧固件通孔的表面,内、外花键的非定心表面,不作为计量基准的齿轮顶圈圆表面等▽5 2.5~51)微见加工痕迹2)车、镗、刨、铣、刮1~2点/cm^2、拉、磨、锉、滚压、铣齿3)和其他零件连接不形成配合的表面,如箱体、外壳、端盖等零件的端面。
要求有定心及配合特性的固定支承面如定心的轴间,键和键槽的工作表面。
不重要的紧固螺纹的表面。
需要滚花或氧化处理的表面▽6 1.25~2.51)看不清加工痕迹2)车、镗、刨、铣、铰、拉、磨、滚压、刮1~2点/cm^2铣齿3)安装直径超过80mm的G级轴承的外壳孔,普通精度齿轮的齿面,定位销孔,V型带轮的表面,外径定心的内花键外径,轴承盖的定中心凸肩表面▽70.63~1.251)可辨加工痕迹的方向2)车、镗、拉、磨、立铣、刮3~10点/cm^2、滚压3)要求保证定心及配合特性的表面,如锥销与圆柱销的表面,与G级精度滚动轴承相配合的轴径和外壳孔,中速转动的轴径,直径超过80mm的E、D级滚动轴承配合的轴径及外壳孔,内、外花键的定心内径,外花键键侧及定心外径,过盈配合IT7级的孔(H7),间隙配合IT8~IT9级的孔(H8,H9),磨削的齿轮表面等▽80.32~0.631)微辨加工痕迹的方向2)铰、磨、镗、拉、刮3~10点/cm^2、滚压3)要求长期保持配合性质稳定的配合表面,IT7级的轴、孔配合表面,精度较高的齿轮表面,受变应力作用的重要零件,与直径小于80mm的E、D级轴承配合的轴径表面、与橡胶密封件接触的轴的表面,尺寸大于120mm的IT13~IT16级孔和轴用量规的测量表面▽90.16~0.321)不可辨加工痕迹的方向2)布轮磨、磨、研磨、超级加工3)工作时受变应力作用的重要零件的表面。
概况光洁度与概况粗糙度对照表之杨若古兰创作光洁度(旧国标)粗糙度Ra (μm)级别 Ra (μm)方案1 方案2 方案3 ▽1 40~80 50 100 80▽2 20~40 25 50 40▽3 10~20 12.5 25 20▽4 5~10 6.3 12.5 10▽5 2.5~5 3.2 6.3 5▽6 1.25~2.5 1.6 3.2 2.5▽7 0.63~1.25 0.8 1.6 1.25▽8 0.32~0.63 0.4 0.8 0.63▽9 0.16~0.32 0.2 0.4 0.32▽10 0.08~0.16 0.1 0.2 0.16▽11 0.04~0.08 0.05 0.1 0.08▽12 0.02~0.04 0.025 0.05 0.04▽13 0.01~0.02 0.012 0.025 0.02▽14 >0.01 0.006 0.012 0.01Ra:轮廓算术平均偏差值*.方案 1 的Ra 与旧国标各等级的平均值附近,能包管产品质量,建议用于次要表面.**.方案2 的Ra 比旧国标的各等级上限大25%,其经济性较好,建议用于不太次要的概况.***.方案3 的Ra 与旧国标各等级上限分歧,当提高产品的制作精度有困难,而降低又不克不及包管功能时采取.μm 时,其符号如下,余类推.这是日本的光洁度的暗示方法,三个倒三角形代表概况光洁度为三花级,Ra=0.2~0.8,有三个等级,即三花7(相当于Ra0.8)、三花8(相当于Ra0.4)、三花9(相当于Ra0.2),G暗示研磨加工. 这个概念要讲具体点,首先三角是倒的,这个图应当是日本或者台湾的,此刻日本和台湾用的是光洁度▽,▽▽,▽▽▽,▽▽▽▽.▽▽▽▽对应Ra<0.2;▽▽▽对应Ra=0.2~0.8;▽▽对应Ra=1.6~6.3;▽对应Ra=12.5~50.要到达▽▽▽▽至多要研磨,精度更高的话要超等加工〔例如工作时承受较大变应力感化的次要零件概况、包管精确定心的锥体概况、液压传动用的孔概况、汽缸套的内概况、活塞销的外概况、仪器导轨面、阀的工作面等〕.研磨加工是利用较广的一种光整加工.加工后精度可达IT5级,概况粗糙度可达Ra0.1~0.006μm.既可加工金属材料,也能够加工非金属材料.研磨加工时,在研具和工件概况间存在分散的细粒度砂粒(磨料和研磨剂)在两者之间施加必定的压力,并使其发生复杂的绝对活动,如许经过砂粒的磨削和研磨剂的化学、物理感化,在工件概况上去掉极薄的一层,获得很高的精度和较小的概况粗糙度.研磨的方法按研磨剂的使用条件分以下三类:1.干研磨研磨时只需在研具概况涂以少量的润滑附加剂.砂粒在研磨过程中基本固定在研具上,它的磨削感化以滑动磨削为主.这类方法生产率不高,但可达到很高的加工精度和较小的概况粗糙度值(Ra0.02~0.01μm).2.湿研磨在研磨过程中将研磨剂涂在研具上,用分散的砂粒进行研磨.研磨剂中除砂粒外还有煤油、机油、油酸、硬脂酸等物资.在研磨过程中,部分砂粒存在于研具与工件之间.此时砂粒以滚动磨削为主,生产率高,概况粗糙度Ra0.04~0.02μm,普通作粗加工用,但加工概况普通无光泽. 3.软磨粒研磨在研磨过程中,用氧化铬作磨料的研磨剂涂在研具的工作概况,因为磨料比研具和工件软,是以研磨过程中磨料悬浮于工件与研具之间,次要利用研磨剂与工件概况的化学感化,发生很软的一层氧化膜,凸点处的薄膜很容易被磨料磨去.此种方法能得到极细的概况粗糙度(Ra0.02~0.01μm).最初还有个概念,我们国家之前也用▽后面加数字暗示光洁度(GB1031-1968)有14个等级▽14,▽13,▽12,▽11,▽10,▽9,▽8,▽7,▽6,▽5,▽4,▽3,▽2,▽1,与此刻大家用的粗糙度对应(GB1031-1983)0.012,0.025,0.05,0.10,0.2,0.4,0.8,1.6,3.2,6.3,12.5,25,50,最初一个没有,请不要将此与日本尺度混淆.。
表面光洁度与表面粗糙度对照表光洁度(旧国标)粗糙度 Ra (μm)级别 Ra (μm)方案1 方案2 方案3▽1 40~80 50 100 80▽2 20~40 25 50 40▽3 10~20 25 20▽4 5~10 10▽5 ~5 5▽6 ~▽7 ~▽8 ~▽9 ~▽10 ~▽11 ~▽12 ~▽13 ~▽14 >Ra:轮廓算术平均偏差值*.方案 1 的Ra 与旧国标各等级的平均值相近,能保证产品质量,建议用于重要表面.1**.方案2 的Ra 比旧国标的各等级上限大25%,其经济性较好,建议用于不太重要的表面.***.方案3 的Ra 与旧国标各等级上限一致,当提高产品的制造精度有困难,而降低又不能保证功能时采用.****Ra 为μm 时,其符号如下,余类推.2345这是日本的光洁度的表示方法,三个倒三角形代表表面光洁度为三花级,Ra=~,有三个等级,即三花7(相当于)、三花8(相当于)、三花9(相当于),G表示研磨加工。
这个概念要讲详细点,首先三角是倒的,这个图应该是日本或者台湾的,现在日本和台湾用的是光洁度▽,▽▽,▽▽▽,▽▽▽▽。
▽▽▽▽对应Ra<;▽▽▽对应Ra=~;▽▽对应Ra=~;▽对应Ra=~50。
要到达▽▽▽▽至少要研磨,精度更高的话要超级加工〔例如工作时承受较大变应力作用的重要零件表面、保证精确定心的锥体表面、液压传动用的孔表面、汽缸套的内表面、活塞销的外表面、仪器导轨面、阀的工作面等〕。
研磨加工是应用较广的一种光整加工。
加工后精度可达IT5级,表面粗糙度可达~μm。
既可加工金属材料,也可以加工非金属材料。
研磨加工时,在研具和工件表面间存在分散的细粒度砂粒(磨料和研磨剂)在两者之间施加一定的压力,并使其产生复杂的相对运动,这样经过砂粒的磨削和研磨剂的化学、物理作用,在工件表面上去掉极薄的一层,获得很高的精度和较小的表面粗糙度。
研磨的方法按研磨剂的使用条件分以下三类:1.干研磨研磨时只需在研具表面涂以少量的润滑附加剂。