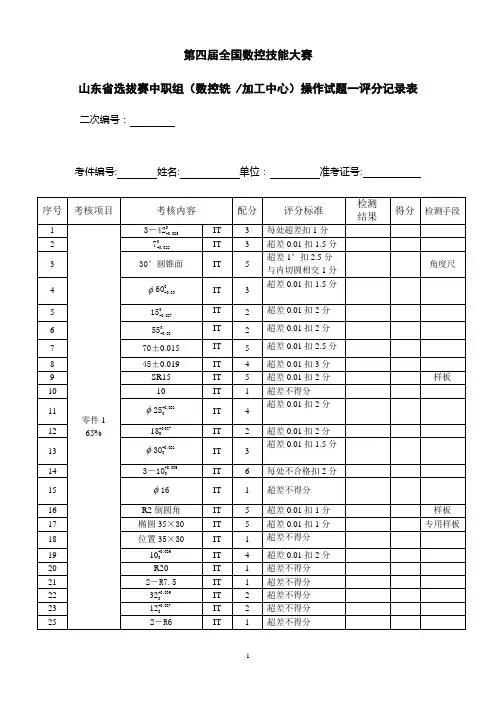
第四届全国数控技能大赛数控铣加
- 格式:pdf
- 大小:869.29 KB
- 文档页数:20
全国劳动模范秦世俊个人事迹简介全国劳动模范秦世俊个人事迹简介精选篇1秦世俊(1982年6月-),大学本科学历,现任航空工业哈尔滨飞机工业集团有限公司数控铣工,航空工业首席技能专家。
他累计实现产品改革715项,申报国家专利8项,曾获全国劳动模范、全国最美职工等60余项荣誉以及第24届“中国青年五四奖章”,并在第十四届航空航天月桂奖中被授予大国工匠奖。
全国劳动模范秦世俊个人事迹简介精选篇22023年从技校毕业至今,20多年悄然而过,秦世俊航空报国的初心从未改变。
如今,他带着一支队伍践行着初心。
打破传统、勇于创新已经成为秦世俊的思维习惯,多年来他实现技术创新、小改小革1000余项,创经济效益超1000万元。
《逆向思维、反向采点加工腹板法》《为两台不同型号的车铣中心机床制作转换夹具》《某型机主浆旋翼泡沫提效》等一个个大型技术攻关项目成为秦世俊创新精神的最好写照。
从普通技工成长到技能专家,从产业工人锤炼成大国工匠,秦世俊用实际行动诠释了严细精实、刻苦钻研的创新精神,精益求精、追求卓越的进取精神,恪尽职守、无悔担当的奋斗精神,彰显了劳模、工匠的责任与担当,是工匠精神的打造者和传承者,是新时期龙江的骄傲。
全国劳动模范秦世俊个人事迹简介精选篇3在工作中,秦世俊注重每一个细节的精准,力求让每一个零件都成为精品,让每一项工作都成为标杆。
善于钻研,精益求精,成功试验镗削铝合金达到镜面级Ra0.18的方法,彻底解决了多年困扰车间的难题,也超越了理论极限值。
勤奋刻苦,塌实肯干。
AC352直升机是中法联合研制的目前世界上最先进的直升机之一,其关键件构型复杂,加工难度大,生产周期短。
他主动承担该生产任务,创新工艺方法,高质量地完成了关键件的加工任务。
善于总结,积极创新实践。
设计改良某机型关键件管梁件快速二次装夹定位工装,产品合格率100%,并将此方法推广同类产品30多种加工试制;创新某机型喇叭管平行度加工方法,大大提高产品一次交检合格率。
数控技能大赛数控铣(加工中心)理论知识竞赛模拟题注意事项1.请在试卷的标封处填写您的工作单位、姓名和准考证号2.请仔细阅读题目,按规定答题;保持卷面整洁,不要在标封区内填写无关内容3.考试时间为90分钟一、单项选择题(请将对的答案的字母代号填在题后的括号中,每题1分,共40分,多选错选不得分。
)1.世界上第一台数控机床是( )年研制出来的。
A) 1930 B) 1947 C) 1952 D) 19582. 数控机床的旋转轴之一B轴是绕()直线轴旋转的轴。
A) X轴B) Y轴C) Z轴D) W轴3.按照机床运动的控制轨迹分类,加工中心属于()。
A) 点位控制B) 直线控制C) 轮廓控制D) 远程控制4.镗削精度高的孔时,粗镗后,在工件上的切削热达成()后再进行精镗。
A)热平衡B)热变形C)热膨胀D)热伸长5. 一般而言,增大工艺系统的( )才干有效地减少振动强度。
A )刚度B )强度C )精度 D) 硬度6.高速切削时应使用( )类刀柄。
A )BT40B )CAT40C )JT40D )HSK63A7.刀具半径补偿指令在返回零点状态是( )。
A )模态保持B )暂时抹消C )抹消D )初始状态8.机床夹具,按( )分类,可分为通用夹具、专用夹具、组合夹具等。
A )使用机床类型B )驱动夹具工作的动力源C )夹紧方式D )专门化限度9.零件如图所示,镗削零件上的孔。
孔的设计基准是C 面,设计尺寸为(100±0.15)mm 。
为装夹方便,以A 面定位,按工序尺寸L 调整机床。
工序尺寸2801.00+mm 、80006.0-mm 在前道工序中已经得到,在本工序的尺寸链中为组成环。
而本工序间接得到的设计尺寸(100±0.15)为尺寸链的封闭环,尺寸80006.0-mm 和L 为增环,2801.00+mm 为减环,那么工序尺寸L 及其公差应当为( )A )L = 30015.015.0+-B ) L = 300015.0-C )L = 3001.00+ D )L = 30015.001.0++10.长V 形架对圆柱定位,可限制工件的( )自由度。
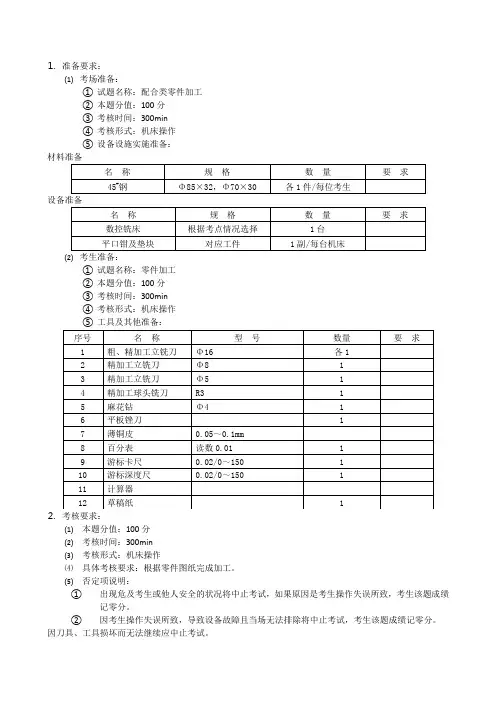
⒈准备要求:⑴考场准备:①试题名称:配合类零件加工②本题分值:100分③考核时间:300min④考核形式:机床操作⑤设备设施实施准备:①试题名称:零件加工②本题分值:100分③考核时间:300min④考核形式:机床操作⑤工具及其他准备:⒉⑴本题分值:100分⑵考核时间:300min⑶考核形式:机床操作⑷具体考核要求:根据零件图纸完成加工。
⑸否定项说明:①出现危及考生或他人安全的状况将中止考试,如果原因是考生操作失误所致,考生该题成绩记零分。
②因考生操作失误所致,导致设备故障且当场无法排除将中止考试,考生该题成绩记零分。
因刀具、工具损坏而无法继续应中止考试。
`操作技能考核总成绩表序号项目名称配分得分备注1 现场操作规范 52 工件质量95合计100现场操作规范评分表序号项目考核内容配分考场表现得分1现场操作规范正确使用机床 12 正确使用量具 13 合理使用刃具 14 设备维护保养 2合计 5工件质量评分表序号考核项目扣分标准配分得分1 件一总长100 超差全扣 22 外径Φ48 超差全扣 23 外径Φ42 超差全扣 24 外径Φ每超差0.01扣2分;粗糙度超差扣2分 45 R28圆弧半径超差扣2分,粗糙度超差扣1分 36 长度65每超差0.01扣1分 67 锥面没有成形全扣,粗糙度超差扣2分 38 R3圆角没有成型全扣 19 R4圆角没有成型全扣 110 倒角没有成型全扣 111 件二总长60-0.03每超差0.01扣2分 512 外径Φ24 超差全扣 213 外径Φ27-0.025每超差0.01扣2分 514 外径Φ30 超差全扣 215 螺纹M24 1.5 螺纹环规检验,不合格全扣 416 锥面没有成型全扣,粗糙度超差扣1分317 2-C2倒角每缺少1处扣1分 218 221槽槽宽、底径、位置每-处超差扣1分 319 220槽槽宽、底径、位置每-处超差扣1分 320 2-长度16 每一个超差扣1分 221 件三总长49 超差全扣 222 外径Φ45-0.025每超差0.01扣2分;粗糙度超差扣2分 623 R28圆弧半径超差扣2分,粗糙度超差扣1分 424 螺纹M24 1.5 螺纹塞规检验,不合格全扣 4评分人:年月日核分人:年月日。
第四届全国数控技能大赛决赛获奖选手和获奖赛区名单第四届全国数控技能大赛全国决赛工作已圆满完成,在裁判员和专家的共同努力下,第四届全国数控技能大赛全国决赛的试卷评判和实操工件检测工作全部顺利结束。
经第四届全国数控技能大赛组委会研究决定,将各工种各组别前五名选手及获奖赛区名单公布如下:一、职工组(一)获得数控车工前五名选手:王思明滕超李壮斌刘朝周海伟(二)获得数控铣工前五名选手温石化顾百灵卢磊林金盛蔡文斌(三)获得加工中心四轴前三名选手邝幸胜崔小建周大华(四)获得职工组加工中心五轴第一名选手郎永兵麻庆华二、教师组(一)获得数控车工前五名选手陈海凡余远杰谢学浩龙吉业阚世元(二)获得数控铣工前五名选手徐锐王庆龙温树彬练军峰李业校(三)获得加工中心四轴前三名选手冯迎超姚楚郴王君(四)获得教师组加工中心五轴前二名选手周金东何越进三、学生组(一)获得高级技工学校组数控车工前五名选手刁文海宋乾坤卢炳芳孙能科高明(二)获得高级技工学校组数控铣工前五名选手钱帅贺陈挺韩亚郭珍明张志立(三)获得高级技工学校组加工中心四轴前三名选手周春然蔡宁峰王欣雷(四)获得高职组数控车工前五名选手陈明辉盛国栋巫晓金王巍王丹剑(五)获得高职组数控铣工前五名选手马宇峰贾鲁吴传权孙成国刘振锋(六)获得高职组加工中心四轴前三名选手王林超许琪东梁景律(七)获得中职组数控车工前五名选手杨沛蔡嘉宾施益奇李新宽周清(八)获得中职组数控铣工前五名选手谷占斌潘小春孙晓伟钟波李亚东(九)获得学生中职组加工中心四轴前三名选手王泽民周晓冬叶宏杰(十)获得学生加工中心五轴前二名选手郑伟浩张宇峰四、获奖赛区(一)获得团体一等奖赛区:广东省(二)获得团体二等奖赛区:江苏省浙江省(三)获得团体三等奖赛区:河北省山东省北京市(四)获得团体最佳组织奖的赛区:河南省湖北省天津市湖南省第四届全国数控技能大赛组委会二○一一年一月二十四日。
山东省人力资源和社会保障厅关于表彰第四届全国数控技能大赛山东省选拔赛获奖单位和选手的通知文章属性•【制定机关】山东省人力资源和社会保障厅•【公布日期】2010.12.28•【字号】鲁人社字[2010]861号•【施行日期】2010.12.28•【效力等级】地方工作文件•【时效性】现行有效•【主题分类】人力资源综合规定正文山东省人力资源和社会保障厅关于表彰第四届全国数控技能大赛山东省选拔赛获奖单位和选手的通知(鲁人社字〔2010〕861号)各市人力资源和社会保障局,各有关单位:为加快数控高技能人才培养,促进山东经济发展,按照国家人力资源和社会保障部等有关部委的部署,山东省人力资源和社会保障厅、省财政厅、省教育厅、省科技厅、省经济和信息化委员会、省总工会、省机械工业协会于2010年11月8日-11月15日联合组织举办了第四届全国数控技能大赛山东省选拔赛。
按照省人力资源和社会保障厅等七部门《关于举办第四届全国数控技能大赛山东省选拔赛的通知》(鲁人社字〔2010〕432号)规定,经研究,现对在竞赛中取得优异成绩的选手和在竞赛中做出突出贡献的单位进行表彰奖励,对在预赛和选拔赛中成绩合格的选手按规定颁发相应等级的职业资格证书,对获得一等奖选手授予山东省技术能手称号并申报山东省富民兴鲁劳动奖章(职工组)。
名单如下:一、团体奖(一)优秀组织赛区济南市人力资源和社会保障局、滨州市人力资源和社会保障局、烟台市人力资源和社会保障局、淄博市人力资源和社会保障局、济宁市人力资源和社会保障局、临沂市人力资源和社会保障局、日照市人力资源和社会保障局、德州市人力资源和社会保障局、枣庄市人力资源和社会保障局(二)优秀组织单位山东技师学院、山东劳动职业技术学院、山东省省本级公共实训基地、滨州技师学院、淄博市技师学院、山东工程技师学院、烟台工程职业技术学院、东营职业学院、青岛港湾职业技术学院、威海职业学院、莱芜职业技术学院、南山学院、临沂市技术学院、诸城市技工学校二、个人奖(一)一等奖职工组数控车工:吕波数控铣工:王校春加工中心操作工:陈行行教师组数控车工:卜祥彬数控铣工:练军峰加工中心操作工:刘肖肖学生组数控车工:孙能科、李建廷数控铣工:韩亚、贾鲁、宗德刚加工中心操作工:樊永强、石小宾五轴加工中心操作工:李堃、杨斌(二)二等奖职工组数控车工:龙吉业、张维强、牛司余、武宁、苑佳毅、李帅帅、王志勇、张振、李玉涛、杨志数控铣工:冯建栋加工中心操作工:张型国教师组数控车工:尤从政、黄伟斌、刘永强、周从从、侯延斌、赵伟鸿、李娟、陈孟孟、王忠斌数控铣工:冷雨、李瑞涛学生组数控车工:任海彬、华道磊、李华路、武玉强、吴宏伟、车奉柱、李春梅、赵海洋、谷亚军、刘建镇、王龙、张瑞欢、张顺、赵明、李柏毅、谢政伟、杨洪民、张乐国、孙滨、许进京数控铣工: XXX、张长卢、谭海洋、晋山松、管长征、杨玉超、杨立松、张杨、宋健、刘晓阳、加工中心操作工:武建明、张海洋、王晓卫、李凤岩、张衡、王松、李佳佳五轴加工中心操作工李举、高千福、庄友斌、彭欢(三)优秀奖职工组数控车工:王永学、高徐坤、赵京海、李溪、李元洲、李银涛、化人山、曲明建、韩建刚、王明明、孙登祥、闫庆泉、曹秀刚、张成斌、孟凡胜、冯展帅、郭丰辉、刘辉、刘凯、张焕杰、步延平、娄树营、王帅勋、赵伟数控铣工:李杰、高洪辉、马振乾、于高伟、刘雪瑞、唐华林、郭瑞、丛杰、杨德治、王金伟、裴忠若、董友涛、于帅、梅金伟、赵洪海加工中心操作工:高全、李伟、吴训忠、丁庆申、牟东青、温浩、李士才教师组数控车工:张路华、刘志远、王鹏、杜兆君、邢旭春、刘洋、王见华、刘磊、许新伟、隋松金、唐玉林、牛帅锋、胡震、韩英强、王振、李德雷、夏尚飞、王华、申占军、郑健、梁书存、傅可、李春亮、李斌、张涛、马海宾数控铣工:吕家鹏、马勇、潘成龙、孔亮、宫晓峰、李龙、陈伟、胡志超、崔东旭、范存波、张展、吴艳芳、解鸿翔、周重锋、冯芮、郝占向、王菲、郭洋、万露、丁学前、张伟加工中心操作工:柴鹏飞、曲亚冰、蔡文斌、昃向淋、王金泉、闫忠凯、王照信、杨敬学、史先伟、高超、丛孟、宫伟华、胡凯、陶辉、马鑫、韩浩、顾曙光、王刚学生组数控车工:谢令武、周绪谱、王世强、郅建卫、朱景杰、赵泮海、于高宝、姜建民、王承方、刘士涛、李浩、王文杰、闫鹏、秦玉卫、刘继法、王俊喜、吴磊、高洪峰、翟兆帅、王富晶、温思安、崔鸿鹏、王宝磊、李政、孙银冬、李建利、孙国彪张欣、杜金益、代建来、吕家华、杨伟胜、安定洲、郭海涛、薛锋、董绍威、黄书清、张永革、杨聪、姜克勇、刘建伟、刘聪、张咪、高怀乾、朱晓波、刘焕超、周鹏、孙东彬、张鲁、杨国峰、闫超、李明、郑海盟、范纯杰、封海松、李海锋、陈仁武、孔静、裴加全、魏其钊、索保河、杨允鹏、何德龙、李新涛、许兆锋、张晓林数控铣工:祝甲林、岳远献、王勇、李清松、张广岳、景浩、孙龙、胡世芳、李龙龙、盛士垒、徐祗伸、韩敬宁、徐良、卢鑫、王源、王瑞涛、孔垂彪、郭虎、尚庆瑞、牛伟伟、董铁军、庞东、田亚楠、李鹏、李亚、王宁、徐玉伟、张凡超、刘明贤、高延志、李文亮、唐亚州、于海超、葛安信、邸杰、王培祥、安志磊、XXX君、王万卿、徐亮、曹振亭、张栋栋、陈杰龙、万晓桐加工中心操作工:罗丛、吴兴隆、陈金钊、尹川、田希库、韩复兴、许坤、王琛琛、王雷、薛宁、杜清龙、李海亮、刘群、孙鹏飞、李善童、王超、槐龙龙、陶佳栋、刘成英、王雷、苗千里、刘军、张晓、郑海洋、栾吉银、蔡东桉、闫立凯、王炳丹、韩超五轴加工中心:冯桢、王双林希望受表彰的单位和个人以本次数控竞赛为契机,再接再厉,在以后的工作中做出新的贡献;各学校、企业和有关部门继续高度重视职业培训和高技能人才培养工作,培养出更多优秀技能人才。
………考………生………答………题………不………准………超………过……此……线
第四届数控技能大赛选拔赛
数控铣/加工中心软件应用竞赛试题
注意事项
1. 请选手在试卷的标封处填写您的工作单位、姓名和准考证号
2.选手须在每题小格内声明所使用的CAD/CAM 系统(模块)名称和版本号
3.上机做题前须先在本机的硬盘D 上以准考证号为名建立自己文件夹并注意随时保存文件 4.竞赛结束前须在指定地址备份所有上机结果 5. 考试时间为120分钟,总分100分
一.已知毛坯尺寸为180mmX140mmX42mm,底面(基准面)已经精加工,根据图示尺寸,完成零件的造型,加工轨迹,并生成NC 代码,并以准考证号加A 为文件名,保存为.mxe 格式文件,填写加工参数表。
存放至本机D :\xxxxxx (xxxxxx 为准考证号码)中,不按指定地址存放者得0分。
(本题满分60分)
CAM 加工参数表
………考………生………答………题………不………准………超………过……此……线
二.已知毛坯尺寸为280X60X30mm, 顶面(基准面)已经精加工,根据图示尺寸
,完成零件的造型,加工轨迹,并生成NC 代码,并以准考证号加B 为文件名,保存为.mxe 格式文件,填写加工参数表。
存放至本机D :\xxxxxx (xxxxxx 为准考证号码)中,不按指定地址存放者得0分。
(本题满分40分)。