第44届世界技能大赛数控铣项目练习图纸-31
- 格式:pdf
- 大小:128.33 KB
- 文档页数:1
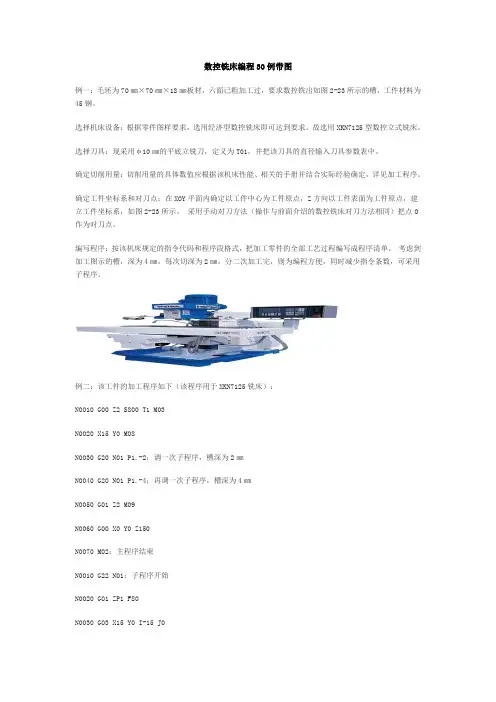
数控铣床编程30例带图例一:毛坯为70㎜×70㎜×18㎜板材,六面已粗加工过,要求数控铣出如图2-23所示的槽,工件材料为45钢。
选择机床设备:根据零件图样要求,选用经济型数控铣床即可达到要求。
故选用XKN7125型数控立式铣床。
选择刀具:现采用φ10㎜的平底立铣刀,定义为T01,并把该刀具的直径输入刀具参数表中。
确定切削用量:切削用量的具体数值应根据该机床性能、相关的手册并结合实际经验确定,详见加工程序。
确定工件坐标系和对刀点:在XOY平面内确定以工件中心为工件原点,Z方向以工件表面为工件原点,建立工件坐标系,如图2-23所示。
采用手动对刀方法(操作与前面介绍的数控铣床对刀方法相同)把点O 作为对刀点。
编写程序:按该机床规定的指令代码和程序段格式,把加工零件的全部工艺过程编写成程序清单。
考虑到加工图示的槽,深为4㎜,每次切深为2㎜,分二次加工完,则为编程方便,同时减少指令条数,可采用子程序。
例二:该工件的加工程序如下(该程序用于XKN7125铣床):N0010 G00 Z2 S800 T1 M03N0020 X15 Y0 M08N0030 G20 N01 P1.-2;调一次子程序,槽深为2㎜N0040 G20 N01 P1.-4;再调一次子程序,槽深为4㎜N0050 G01 Z2 M09N0060 G00 X0 Y0 Z150N0070 M02;主程序结束N0010 G22 N01;子程序开始N0020 G01 ZP1 F80N0030 G03 X15 Y0 I-15 J0N0040 G01 X20N0050 G03 X20 YO I-20 J0N0060 G41 G01 X25 Y15 ;左刀补铣四角倒圆的正方形N0070 G03 X15 Y25 I-10 J0N0080 G01 X-15N0090 G03 X-25 Y15 I0 J-10N0100 G01 Y-15N0110 G03 X-15 Y-25 I10 J0N0120 G01 X15N0130 G03 X25 Y-15 I0 J10N0140 G01 Y0N0150 G40 G01 X15 Y0;左刀补取消N0160 G24;主程序结束例三:毛坯为70㎜×70㎜×18㎜板材,六面已粗加工过,要求数控铣出如图3-23所示的槽,工件材料为45钢。
第44届世界技能大赛CAD-机械设计TP05_42Selection _M1_20120602试题模块一:零件图--装配图--爆炸视图--运动仿真动画工作时间:ﻩ3小时(180分)本任务单给出“机械手”工作原理、全套零件图与零件清单,要求完成下列任务。
一、给定数据资料:★机械手工作原理本结构就是S型半软糖包装机扭尾装置中得机械手,工作原理就是滑轮11由凸轮摆杆控制向右(或向左)运动,推动齿条轴5向右(或向左)运动,由于齿轮啮合使钳爪2、3闭合或张开,抓紧或松开糖纸。
滑动齿轮7与扭结轴6就是键连接。
滑动齿轮在主动齿轮得带动下旋转,因而扭结轴转动,因其头部由小轴4与件2、3连接,于就是钳爪转动致使糖纸扭结。
因在扭结过程中纸得长度缩小,所以由凸轮摆杆控制滑动齿轮有轴向位移,补偿在扭结过程中纸得长度变化。
机身与件15为过盈配合。
★零件清单:1.橡胶圈2.钳爪3.钳爪4.小轴5.齿条轴6.扭结轴7.滑动齿轮8.键4×149.垫圈2010.螺母M20×1、511.滑轮12.弹簧13.弹簧座14.销2、5×12(3件) 15.钢套16.螺钉M3×8(4件) ★零件图二、工作任务:任务1:1、建立各个零件得几何模型与机械手装配体。
对于图纸上缺失得技术信息,选手自己叛断。
标准件查不到信息可以根据结构与提供得信息选择类似得。
2、确定钳爪(零件2、3)图纸上带?号零件得长度在工程图上标注其数值。
要求画出该零件得工程图,标注其所有尺寸与技术要求。
视图、图幅大小及标题栏配置自选。
其它零件不画工程图。
任务2:绘制装配图,视图、图幅大小及标题栏配置自选,并添加一个轴测图与零件清单,零件清单可写在另外一张纸上。
装配图应尽可能完整地反映出机械手得工作原理传动路线结构特点以及各零件得装配位置。
任务3:生成机械手爆炸视图,根据装配方向决定不同零件得位置,并标注零件编号。
任务4:生成机械手运动仿真动画,其中扭结轴应逐渐透明然后消隐,能瞧到齿条轴内部机构得运动。
数控加工中心中级操作技能考核试卷
考件编号:姓名:准考证号:单位:
考件编号:姓名:准考证号:单位:
考件编号:姓名:准考证号:单位:
考件编号:姓名:准考证号:单位:
数控加工中心中级操作技能考核试卷
考件编号:姓名:准考证号:单位:
考件编号:姓名:准考证号:单位:
数控加工中心中级操作技能考核试卷
考件编号:姓名:准考证号:单位:
考件编号:姓名:准考证号:单位:
考件编号:姓名:准考证号:单位:
考件编号:姓名:准考证号:单位:
考件编号:姓名:准考证号:单位:
考件编号:姓名:准考证号:单位:
考件编号:姓名:准考证号:单位:
考件编号:姓名:准考证号:单位:
考件编号:姓名:准考证号:单位:
考件编号:姓名:准考证号:单位:
考件编号:姓名:准考证号:单位:
考件编号:姓名:准考证号:单位:
考件编号:姓名:准考证号:单位:。
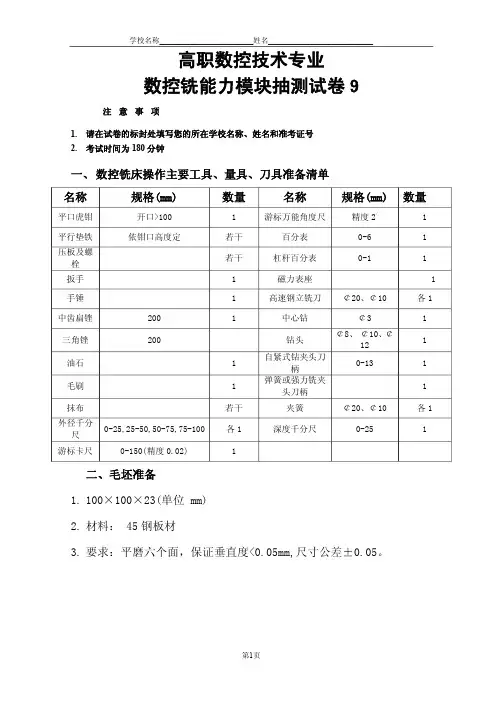
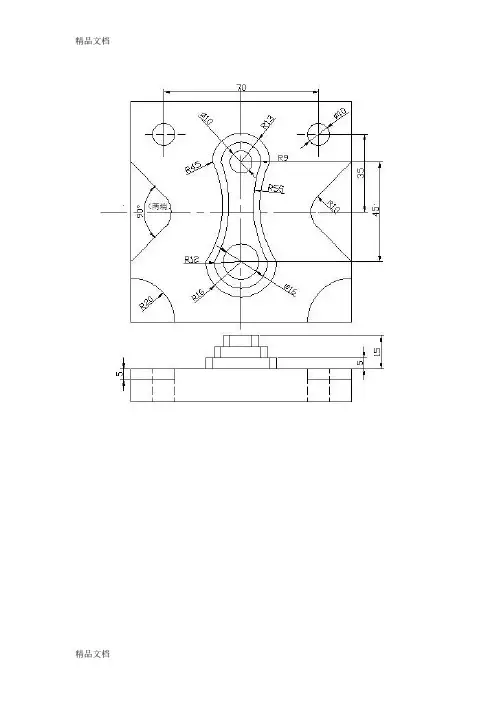
学校名称_________________________姓名____________________________高职数控技术专业数控铣能力模块抽测试卷 9注意事 项1. 请在试卷的标封处填写您的所在学校名称、姓名和准考证号2. 考试时间为 180分钟一、数控铣床操作主要工具、量具、刀具准备清单名称 规格(mm) 数量 名称 规格(mm) 数量平口虎钳 开口>100 1 游标万能角度尺 精度 2 / 1 平行垫铁 依钳口高度定 若干 百分表 0-6 1压板及螺栓若干 杠杆百分表 0-1 1 扳手 1 磁力表座 1 手锤 1 高速钢立铣刀 ¢20、¢10 各 1 中齿扁锉 200 1 中心钻 ¢3 1三角锉 200 钻头 ¢8、 ¢10、¢121油石 1 自紧式钻夹头刀柄0-13 1毛刷 1 弹簧或强力铣夹头刀柄1抹布 若干 夹簧 ¢20、¢10 各 1外径千分尺0-25,25-50,50-75,75-100 各 1 深度千分尺 0-25 1 游标卡尺 0-150(精度 0.02) 1二、毛坯准备1. 100×100×23(单位 mm)2. 材料: 45 钢板材3. 要求:平磨六个面,保证垂直度<0.05mm,尺寸公差±0.05。
三、零件图四、零件检测评分表学校名称 姓名零件名称 数控铣零件9 工件编号序号 考核项目检测位置配分评分标准检测结果扣分 外轮廓 4 外轮廓形状与图纸不符,每处扣 1 分内轮廓 4 外轮廓形状与图纸不符,每处扣 1 分1形状(10 分)孔 2 孔数及位置与图纸不符,每处扣 1 分70 0 0.046 8 每超差 0.01mm 扣 2 分(2 处)φ50 +0.0626 每超差 0.01mm 扣 2 分R10 0 0.022 6 样板塞尺检验, 每超差 0.01mm 扣2 分 (4 处)R8±1 6 样板塞尺检验,超差不得分(8 处)高度 10 0 0.036 3 每超差 0.01mm 扣 2 分高度 5±0.1 2 超差不得分孔深 10±0.2 2 超差不得分2尺寸精度(40 分)φ8 +0.27 超差不得分Ra1.6 5 降一级不得分Ra3.2 6 降一级不得分3表面粗糙度(15 分)其余 Ra6.3 4 降一级不得分4形状位置精度(5 分)平行度 0.06 5 超差不得分5碰伤、划伤 每处扣 3—5分。
第44届世界技能大赛厦门市选拔赛数控铣工样题
第44届世界技能大赛厦门市选拔赛数控铣工样题
考件编号:
试题1、零件加工
⒈考核要求:
⑴本题分值:100分
⑵考核时间:330min
⑶考核形式:机床操作
⑷具体考核要求:
根据零件图纸(X204)完成加工,可以使用CAD/CAM系统。
⑸否定项说明:
①出现危及考生或他人安全的状况将中止考试,如果原因是考生操作失误所
致,考生该题成绩记零分。
②因考生操作失误所致,导致设备故障且当场无法排除将中止考试,考生该
题成绩记零分。
③因刀具、工具损坏而无法继续应中止考试。
试题2、测量工作台面的平面度
1. 考核要求:
⑴本题分值:100分
⑵考核时间:30min
⑶考核形式:实操
⑷具体考核要求:依据国标完成工作台面平面度测量,将测量结果写在试题单上。
⑸否定项说明:
①出现危及考生或他人安全的状况将中止考试,如果原因是考生操作失误所致,
考生该题成绩记零分。
②因考生操作失误所致,导致工具、设备故障且当场无法排除将中止考试,考生
该题成绩记零分。
第44届世界技能大赛四川省数控铣项目选拔赛技术方案一、比赛试题及评判标准(一)命题方式以历届世界技能大赛技术文件的试题要求为标准,制定不少于2套试题。
竞赛前由裁判员投票选出正式比赛试题。
(二)命题内容比赛试题采用铝件(LY12)加工,考核要素如下:1.竞赛题型竞赛只进行实操比赛,参赛选手依据给定的图纸在规定时间内独立完成工件加工。
2.试题结构要素结构由直线、圆弧、平面基本要素构成的平面、台阶、内外轮廓、槽、键、孔、凸台(含圆台、方台等)、型腔(含圆腔、方腔等)等要素组成。
3.试题加工方式加工包括铣削、钻孔(盲孔、通孔)、攻丝(盲孔、通孔)、铰孔、镗孔(盲孔、通孔)、倒角等方式,包含岛屿加工等以及手工倒角去毛刺。
注:本次比赛没有非圆曲线(面)加工。
4.试题加工材料铝合金(LY12)5.精度要求:A 主要尺寸:尺寸公差范围: 0.02 ~0.04铰孔、镗孔: IT7B 次要尺寸:一般尺寸的公差 +/- 0.1;螺纹深度: 0/+2孔的深度: 0/+0.5半径: +/– 0.2角度: +/–0.5°C 表面质量:表面质量Ra 0.8 ~ 3.2(三)评判标准每位选手的零件,共计100分。
评判内容和评判方式如下:1.评判内容参照世界技能大赛数控铣项目评判标准,本次选拔赛试题评判内容配分如表一:表一试题配分表2.评判方式评判方式分主观评分和客观评分(参见表一),主观评分评价与图纸的一致性,客观评分评价主要尺寸、次要尺寸及表面质量。
1)与图纸的一致性评判由多名裁判员打分(1-10分/项),最高最低分差值不得大于4分,取消最高最低分取平均分。
2)主要尺寸与次要尺寸检测主要由第三方技术人员用三坐标检测,表面质量由第三方技术人员用粗糙度仪检测。
3)对于检测设备无法测量的客观评分要素确需手工测量时,应经多名裁判独立检测,检测结果一致性超出允差范围时,再次独立测量,直至在允差范围,如3次不一致以检测组长检测结果为准。
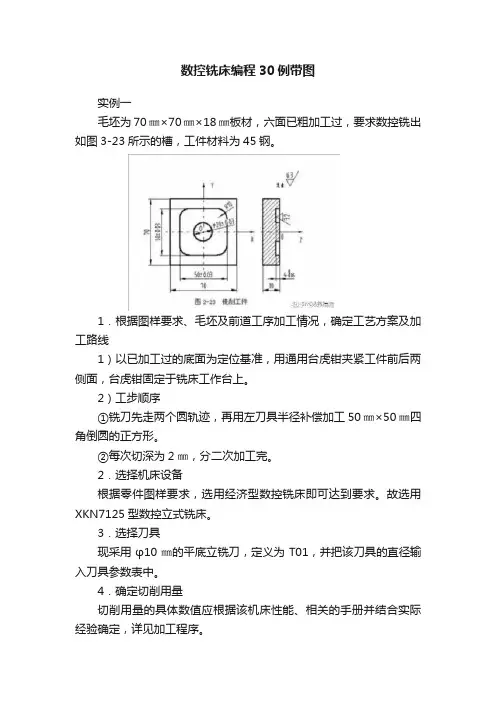
数控铣床编程30例带图实例一毛坯为70㎜×70㎜×18㎜板材,六面已粗加工过,要求数控铣出如图3-23所示的槽,工件材料为45钢。
1.根据图样要求、毛坯及前道工序加工情况,确定工艺方案及加工路线1)以已加工过的底面为定位基准,用通用台虎钳夹紧工件前后两侧面,台虎钳固定于铣床工作台上。
2)工步顺序①铣刀先走两个圆轨迹,再用左刀具半径补偿加工50㎜×50㎜四角倒圆的正方形。
②每次切深为2㎜,分二次加工完。
2.选择机床设备根据零件图样要求,选用经济型数控铣床即可达到要求。
故选用XKN7125型数控立式铣床。
3.选择刀具现采用φ10㎜的平底立铣刀,定义为T01,并把该刀具的直径输入刀具参数表中。
4.确定切削用量切削用量的具体数值应根据该机床性能、相关的手册并结合实际经验确定,详见加工程序。
5.确定工件坐标系和对刀点在XOY平面内确定以工件中心为工件原点,Z方向以工件表面为工件原点,建立工件坐标系,如图2-23所示。
采用手动对刀方法(操作与前面介绍的数控铣床对刀方法相同)把点O 作为对刀点。
6.编写程序按该机床规定的指令代码和程序段格式,把加工零件的全部工艺过程编写成程序清单。
考虑到加工图示的槽,深为4㎜,每次切深为2㎜,分二次加工完,则为编程方便,同时减少指令条数,可采用子程序。
该工件的加工程序如下(该程序用于XKN7125铣床):N0010 G00 Z2 S800 T1 M03N0020 X15 Y0 M08N0030 G20 N01 P1.-2 ;调一次子程序,槽深为2㎜N0040 G20 N01 P1.-4 ;再调一次子程序,槽深为4㎜N0050 G01 Z2 M09N0060 G00 X0 Y0 Z150N0070 M02 ;主程序结束N0010 G22 N01 ;子程序开始N0020 G01 ZP1 F80N0030 G03 X15 Y0 I-15 J0N0040 G01 X20N0050 G03 X20 YO I-20 J0N0060 G41 G01 X25 Y15 ;左刀补铣四角倒圆的正方形N0070 G03 X15 Y25 I-10 J0N0080 G01 X-15N0090 G03 X-25 Y15 I0 J-10N0100 G01 Y-15N0110 G03 X-15 Y-25 I10 J0N0120 G01 X15N0130 G03 X25 Y-15 I0 J10N0140 G01 Y0N0150 G40 G01 X15 Y0 ;左刀补取消N0160 G24 ;主程序结束实例二毛坯为120㎜×60㎜×10㎜板材,5㎜深的外轮廓已粗加工过,周边留2㎜余量,要求加工出如图2-24所示的外轮廓及φ20㎜的孔。