QR-12-114 B1 模具验收单
- 格式:xls
- 大小:297.50 KB
- 文档页数:1

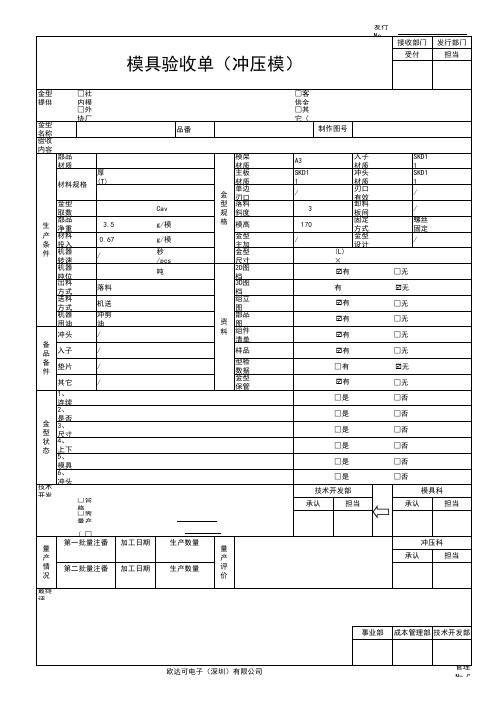


模具验收单范本
模具验收单范本
一、概述
模具验收单是指在模具制造完成后,由质检部门进行的检测,并出具的一份检测报告。
该报告是对模具质量的评估,也是对模具是否符合设计要求的证明。
本文将提供一份模具验收单范本,以供参考。
二、模具基本信息
1. 模具名称:
2. 模具编号:
3. 模具型号:
4. 模具材料:
5. 模具重量:
三、外观检查
1. 外观缺陷:无
2. 表面光洁度:良好
3. 喷涂情况:符合要求
4. 产品尺寸:符合设计要求
四、结构检查
1. 零件拼装情况:无误差
2. 零件间隙情况:符合要求
3. 动态配合情况:正常运转
4. 固定方式:牢固可靠
五、试模情况
1. 试模次数:10次
2. 试模材料:ABS塑料
3. 产品表面质量:良好
4. 产品尺寸偏差:小于0.05mm
5. 塑件表面气泡和痕迹情况:无明显气泡和痕迹
六、结论
1. 该模具符合设计要求,可以投入生产使用。
2. 模具制造单位:XXX公司
3. 检验员:XXX
4. 验收日期:XXXX年XX月XX日
七、备注
1. 模具制造过程中,存在一些小问题,但对模具的质量没有影响。
2. 模具使用寿命需要定期检查和维护。
八、总结
通过以上内容的详细介绍,我们可以了解到模具验收单的基本信息和要求。
在进行模具制造时,必须按照要求进行检测和验收,以保证模具的质量和使用效果。
同时,在使用过程中也需要定期检查和维护,以延长其使用寿命。


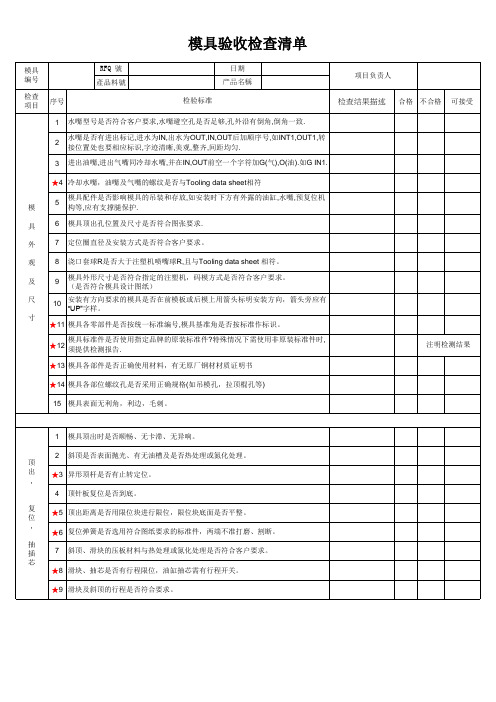
模具验收检查清单★123★45678910111234567检验结论:合格[ ] 不合格[ ]条件认可[ ] (此选项须经本公司项目负责人书面认可)签字:日期:3.所有模具出口前,须参照以上内容进行逐项检查,如有不合格项,在未经客戶確認的情况下,模具视为不合格。
2.此表中带“★”的项目须在模具加工过程中或试模前检测完成并提交详细检测报告。
1.此表中未提及内容请参见客戶提供的 <Mold Construction Guide >and< Specs>.备注:如果有些东西在这边无法安装的,或者漏掉的需要我司提出来在美国去做的也要提供相应的照片。
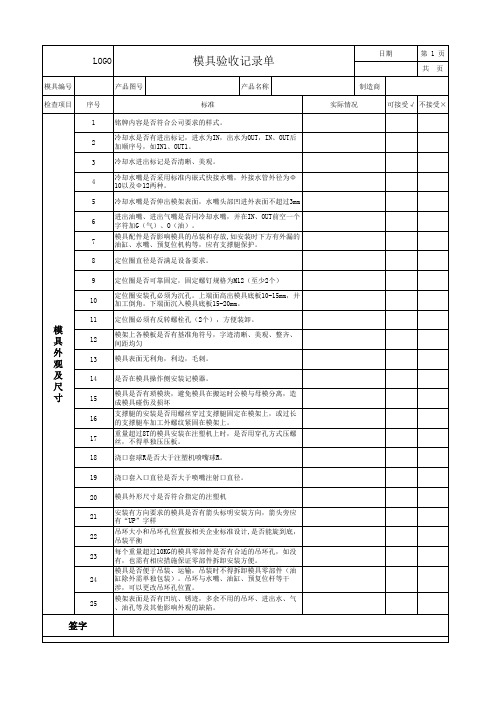
所有模具上的标准件装完以后才拍照片模具照片要求前模装好以后1张。
后模装好以后1张。
如果有备用件的,需要加1张。
模具合起来以后4个方向每个面一张(4张)。
装进箱以后把所有的资料放进去1张。
箱子合好后在喷了字的那个方向1张。
模具产品图纸、结构图纸、水路图纸、产品检测报告、注塑参数表、装箱单、电子文档间否齐全。
模具材料包括型号、材质证明书和处理状态是否按合同要求。
木箱是否固定牢靠。
模具装箱单物品是否齐全,摆放安全可靠.模具外观是否需特殊处理(如有特殊要求,按合同及技术要求)。
备品、备件易损件是否齐全并附明细,有无供应商名称。
模具是否用薄膜包装。
用木箱包装是否用油漆喷上模具名称、放置方向。
模具型腔是否按要求有防锈措施.模具包装滑动部件是否涂黄油。
模具是否安装锁模片,并且规格符合设计要求(三板模脱料板与后模固定)至少两片。


模具验收单这个主要是结合产品来验收的,如果你需要的是模具:1 检查试模产品是否符合你的要求(含产品的外观、尺寸、材料、有无任何缺陷、是否全部打出的产品都是完美的?)2 检查模具的材质,一般来说你看不出来,这个时候就需要备案好,签字。
以后出问题了可以作为依据。
3 检查模具的各个基本特征,检查模具的生产效率,和你们注塑机的配合度。
最后确定模具的包装。
如果是留厂模,就是模具放在模具厂,以后用他们的注塑机使用你们的模具打产品,则稍微简单些。
但上面三个要点还是要做的。
下面是百度查的一些基本知识:注塑模具验收标准,是从模具结构、胶件质量及注塑成型工艺要求三方面认可模具的标准,据此对模具质量进行评估、打分,望不断提高模具质量;确保模具能正常投入生产,并生产出合格质量的胶件,满足产品设计的要求。
[1]编辑本段结构部分一、模具材料1、模胚各板材所用钢质不低于1050钢。
(相当于日本王牌钢)2、胚司、边钉、回钉、中托司、中托边所用材料表面硬度不低于HRC60。
3、啤ABS、HIPS料前模及前模镶件,用超级P20钢材(如718、M238等)。
后模用一般P20钢材(如MUP、M202等),后模镶件用1050~1055钢或材质更好的钢材。
4、啤PC、POM、PE等腐蚀性材料前后模及其镶件均需用420钢材(如S136、M300、M310等)。
5、啤镜面模具所用钢材为420钢材(如S136、M300、M310等)。
6、斜顶、摆杆表面硬度不少于HRC35,推板表面硬度不少于HRC28。
7、如果客户指定应使用模具钢材时,模厂应满足客户要求。
二、模具应具备结构1、模具标识:模胚外应按客户要求打上文字。
模胚内按客户指定位置打上P/N号、胶件牌号,一模多腔应打上模腔号,多镶件应按设计要求打上镶件编号。
2、模具应安装合适的法兰圈,并开标准码模坑。
3、三板模应安装扣锁并加锁钉,以及应安装拉料钩及水口板,先开弹圈。
4、模具底板应开合格的顶棍孔,孔位置应符合顶出平衡要求。


模具验收单范本的重新整理模具验收单范本的重新整理1. 引言模具是工业生产过程中不可或缺的一种工具,它们用于制造各种产品,从塑料制品到汽车零件。
对于确保生产质量和工艺的正确性来说,模具验收是至关重要的一步。
本文将重新整理模具验收单的范本,以帮助读者更好地理解和应用。
2. 模具验收单的重要性模具验收单是文件化记录模具验收结果的文件,具有以下重要性:2.1 确保生产质量:模具的质量直接影响到产品的质量。
通过模具验收单,制造商可以核实模具是否符合设计要求和工艺标准,确保生产的产品达到预期质量。
2.2 保障工艺正确性:通过模具验收单,生产部门可以核实模具的尺寸、结构和材料等是否与工艺要求相符。
这有助于保障生产过程中的准确性和稳定性。
2.3 提高生产效率:及时的模具验收可以减少不合格品的出现,从而减少后续的修整和调试工作。
这不仅提高了生产效率,也降低了生产成本。
3. 模具验收单的内容一个完整的模具验收单应包含以下几个方面的内容:3.1 模具基本信息:包括模具名称、型号、设计单位、制造单位、验收日期等,以便于对模具进行准确的标识和管理。
3.2 技术要求:列举出模具的技术要求,包括尺寸、材料、结构等,以便于进行对照和核验。
3.3 验收项目:根据模具的不同类型和用途,列出相应的验收项目,如尺寸精度、表面质量、可靠性等。
每个项目都应有相应的验收标准,以便于判断模具是否合格。
3.4 验收结果:针对每个验收项目,记录对应的验收结果,包括合格、不合格和待整改等。
应注明具体的不合格问题和整改要求,以便于后续处理。
3.5 验收意见:由验收人员对整个模具的质量和工艺提出意见和建议,以促进模具的改进和进一步优化。
4. 模具验收单的使用注意事项在使用模具验收单时,需要注意以下几个事项:4.1 制定统一规范:针对不同类型和规模的模具,制定统一的模具验收标准和相关流程,以确保验收过程的一致性和准确性。
4.2 培训验收人员:验收人员需要具备一定的模具专业知识和实践经验,以便于准确判断模具的质量和工艺是否符合要求。


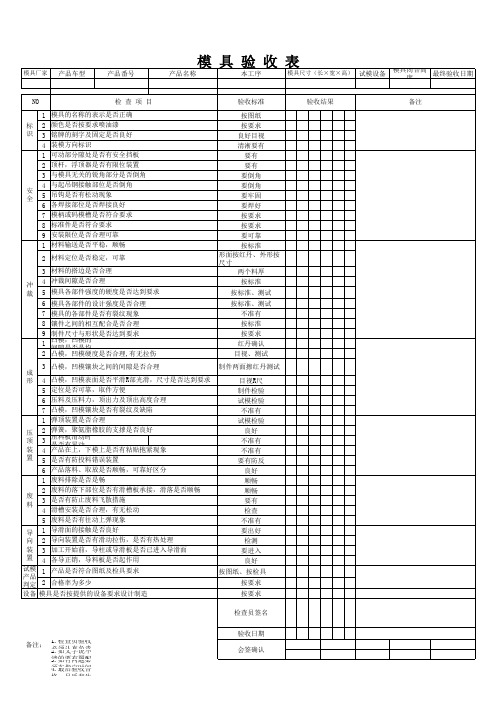
模具验收检查表T1T2T3一模具外观1.01铭牌内容正确,(模具铭牌、油水路铭牌、热咀铭牌及客户铭牌)用杯头螺丝固定、可靠,可以不沉,字迹整齐、美观,位置与图纸相符,参考模具水路视图1.02如果整套模具有先后开模动作顺序的,要有模具开合模动作顺序铭牌。
1.03模架上A B 模板须有在基准角符号,大写英文DATUM, 表示基准1.04内模零件须有零件图纸编号及基准,防反装标识; 打在醒目位置1.05模具顶出杆须符合图纸,特殊要求参考Specification 1.06定位圈须固定可靠,前后模不可偏心,上下有两个公差,请参考模具图;定位圈安装孔必须沉孔,不准直接安装在模具顶面或底面1.07超过10KG 的模板都需要做吊模孔;1.08模具表面不可有锈迹,凹坑、油污等;1.09模架各板须有倒角,须有撬模槽1.10上下固定板须有隔热板,隔热板避空孔是否正确1.11所有模具零件不可有烧焊痕迹,烧焊点知会ZMT 1.12模具各模板须刻打工厂模具编号、ZMT项目编号、吊模孔规格(如M32)、运水、气路及油路进出标记、字符是否排列整齐清晰,特殊见客户要求。
1.13安装时有方向要求的模具是否在A板或B板上用箭头标明安装方向,箭头旁刻有“UP”字样1.14若模具下方有外露的油缸、先复位机构,水咀等应有支撑脚保护,支撑脚螺丝是否够力1.15吊环、锁模块螺丝是否足够深(螺丝是否可全部拧入),长度有无切割、打磨1.16客户是否要求配带原装HASCO吊环,所使用的吊环是否可承受与之相符的重量1.17顶针板是否要接行程开关WS201,特殊要求参考Specification 1.18导柱、导套不可有松动,及运动不良,用胶锤轻敲可进为准。
1.19导柱长度是否足够(合模时比斜导柱要长)、是否弯曲、烧伤等1.20导柱导套配合是否有在底板加工排气槽1.21前、后模半边单独起吊是否平衡,是否要追加平衡吊模孔1.22是否有防锈处理(如前后模芯是否喷白色防锈油)1.23AB 板锁模块及吊模担是否按图纸加工,特殊要求参考Specification;起吊方便、重心平衡二顶出、复位、2.01顶针、顶块等顶出机构与滑块是否干涉,有无强制复位机构,顶针复位须有复位开关,特殊复位开关参考客户Specification2.02油缸抽芯、顶出须行程开关控制,特殊参考Specification 2.03撑头须比模脚高,且不与其他机构干涉2.04顶出是否顺畅、无卡滞,无异响复位杆与B 板无卡滞,EGP 的垂直度与同心度无问题,以手可推动顶针板为标准;2.05 斜顶表面须抛光、加油槽,在最大顶出状况下油槽不超过后模,过大过长的斜顶是否须氮化处理。