压铆螺母的安装力、推出力、扭力标准
- 格式:docx
- 大小:190.62 KB
- 文档页数:4

S,CLS
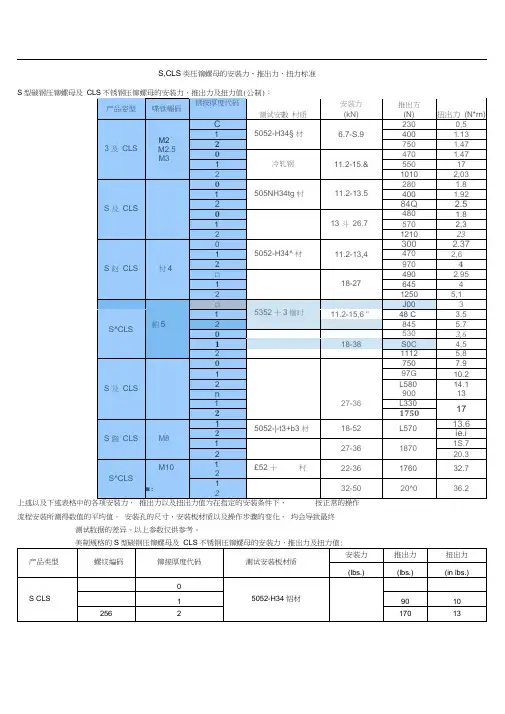
类压铆螺母的安装力、推出力、扭力标准
S型碳钢压铆螺母及CLS不锈钢压铆螺母的安装力,推出力及扭力值(公制):
上述以及下述表格中的各项安装力,推出力以及扭出力值为在指定的安装条件下,按正常的操作流程安装所测得数值的平均值。
安装孔的尺寸,安装板材质以及操作步骤的变化,均会导致最终测试数据的差异。
以上参数仅供参考。
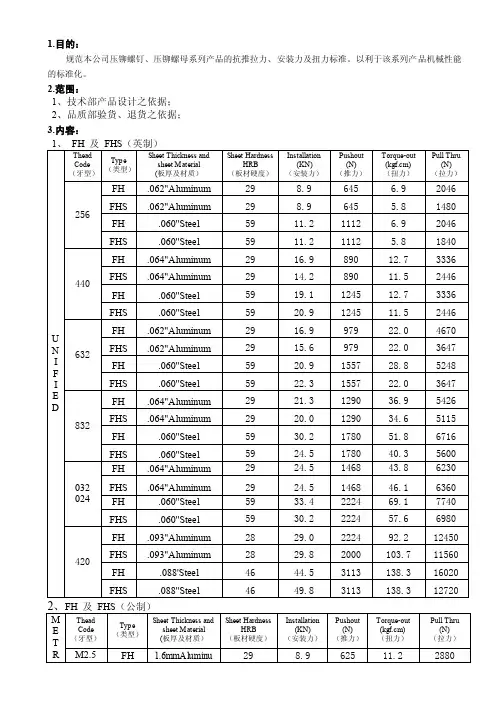
美制规格的S型碳钢压铆螺母及CLS不锈钢压铆螺母的安装力,推出力及扭力值:
产品类型螺纹编码铆接厚度代码测试安装板材质安装力推出力扭出力(lbs.) (lbs.) (inlbs.)
SCLS
5052-H34铝材1500-2000
63 8
1 90 10 256
2 170 1
3 348 3 170 13 440 0
冷轧钢2500-3500
105 13
1 125 15
SP类不锈铁压铆螺母的安装力、推出力及扭力值公制规格的SP不锈铁压铆螺母的安装力推出力及扭力:
美制规格的SP不锈铁压铆螺母的安装力推出力及扭力:。
螺母拧紧扭力国家标准引言螺母是一种常见的紧固件,广泛应用于各行各业的装配过程中。
螺母的拧紧扭力是保证装配质量的关键因素之一。
为了确保螺母的拧紧扭力符合要求,制定螺母拧紧扭力国家标准至关重要。
目的本国家标准的目的是规定螺母拧紧扭力的测试方法和要求,以及标记和标识的规定,确保螺母的拧紧扭力符合相关的技术要求,从而保证装配工艺的可靠性和产品的安全性。
范围本国家标准适用于各种类型的螺母,包括常见的六角螺母、方螺母、半圆花键螺母等。
适用于各个行业和领域中使用螺母进行装配的相关工艺和产品。
规定1. 测试方法1.1 用扭力扳手进行测试:螺母的拧紧扭力应使用符合精确度要求的扭力扳手进行测试。
测试时,扭力扳手应调整到设置的扭矩值,并按照螺母拧紧的方向施加扭力,记录所施加的扭矩值。
1.2 用钢尺和万用表进行测试:螺母的拧紧扭力也可以使用标准的钢尺和万用表进行测试。
测试时,应使用钢尺测量所施加的扭矩臂的长度,并使用万用表记录所施加的扭矩值。
2. 要求2.1 螺母的拧紧扭力应符合设计或产品规范要求。
不同类型的螺母可能有不同的拧紧扭力要求,应根据具体产品的要求确定适当的扭矩值。
2.2 螺母的拧紧扭力应符合可重复性要求。
在多次测试中,螺母的拧紧扭力应在一定范围内保持一致,以确保装配的一致性和可靠性。
3. 标记和标识3.1 螺母应在产品上标明拧紧扭力值或相应的标准规定的代号,以便于装配和使用过程中的识别和确认。
3.2 拧紧扭力标记应清晰可见,不易磨损。
结论螺母拧紧扭力国家标准规定了螺母拧紧扭力的测试方法和要求,以及标记和标识的规定。
这一标准的制定有助于保证螺母的拧紧扭力符合要求,确保装配工艺的可靠性和产品的安全性。
在使用螺母进行装配时,应参照本标准的要求进行测试和选择。
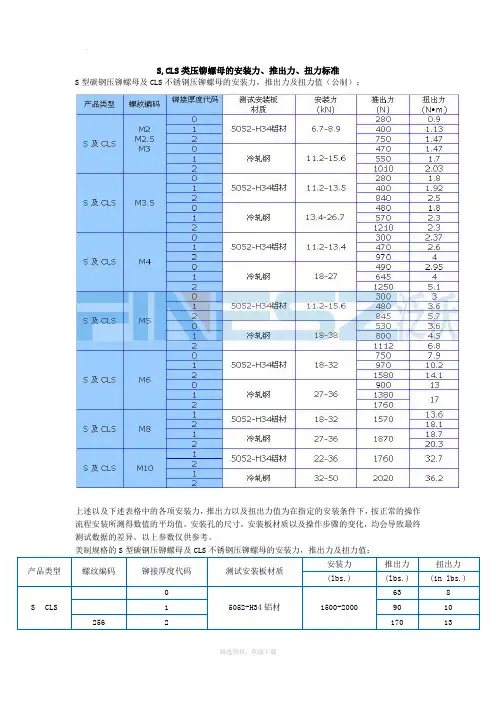
S,CLS类压铆螺母的安装力、推出力、扭力标准
S型碳钢压铆螺母及CLS不锈钢压铆螺母的安装力,推出力及扭力值(公制):
上述以及下述表格中的各项安装力,推出力以及扭出力值为在指定的安装条件下,按正常的操作流程安装所测得数值的平均值。
安装孔的尺寸,安装板材质以及操作步骤的变化,均会导致最终测试数据的差异。
以上参数仅供参考。
美制规格的S型碳钢压铆螺母及CLS不锈钢压铆螺母的安装力,推出力及扭力值:
SP类不锈铁压铆螺母的安装力、推出力及扭力值公制规格的SP不锈铁压铆螺母的安装力推出力及扭力:
美制规格的SP不锈铁压铆螺母的安装力推出力及扭力:
Welcome !!! 欢迎您的下载,资料仅供参考!。
压铆螺母压力标准一、材质硬度压铆螺母的材质通常采用合金钢或不锈钢。
合金钢材质的压铆螺母具有较高的硬度,通常在HRC22-34之间,而不锈钢材质的压铆螺母则具有较好的耐腐蚀性能。
二、抗拉强度抗拉强度是压铆螺母的重要性能指标之一。
合金钢材质的压铆螺母抗拉强度通常在800-1200 N/mm²之间,而不锈钢材质的压铆螺母则具有较好的抗拉强度,通常在400-800 N/mm²之间。
三、抗扭强度抗扭强度是压铆螺母在承受扭矩时的坚固程度。
合金钢材质的压铆螺母抗扭强度通常在60-100 N·m之间,而不锈钢材质的压铆螺母则具有较好的抗扭强度,通常在40-80 N·m之间。
四、抗压能力抗压能力是压铆螺母在承受压力时的坚固程度。
合金钢材质的压铆螺母抗压能力通常在600-1000 N/mm²之间,而不锈钢材质的压铆螺母则具有较好的抗压能力,通常在300-600 N/mm²之间。
五、疲劳性能疲劳性能是指压铆螺母在承受交变载荷时的耐久能力。
合金钢材质的压铆螺母具有较好的疲劳性能,而不锈钢材质的压铆螺母则具有更好的疲劳性能。
六、耐磨性能耐磨性能是指压铆螺母在使用过程中抵抗磨损的能力。
合金钢材质的压铆螺母耐磨性能较好,而不锈钢材质的压铆螺母则具有更好的耐磨性能。
七、耐腐蚀性能耐腐蚀性能是指压铆螺母在使用过程中抵抗腐蚀的能力。
不锈钢材质的压铆螺母具有较好的耐腐蚀性能,而合金钢材质的压铆螺母则相对较差。
八、螺纹精度螺纹精度是指压铆螺母螺纹部分的尺寸精度和形位公差。
合金钢材质的压铆螺母螺纹精度通常为6g或6h,而不锈钢材质的压铆螺母则通常为6g或7h。
九、安装尺寸安装尺寸是指压铆螺母安装到被连接件上后的外径尺寸。
合金钢材质的压铆螺母安装尺寸通常为φ3-φ30mm,而不锈钢材质的压铆螺母则通常为φ3-φ25mm。
十、安全系数安全系数是指压铆螺母的实际承载能力与其极限承载能力之比。
压铆螺母推力标准摘要:一、压铆螺母推力标准的概述二、影响压铆螺母推力的因素1.材料2.螺纹规格3.安装方式三、压铆螺母推力标准的应用1.航空航天领域2.汽车制造领域3.建筑行业四、压铆螺母推力标准的重要性1.保障工程安全2.提高生产效率3.降低维修成本五、结论正文:压铆螺母推力标准是衡量压铆螺母在紧固过程中产生推力的一个重要指标。
在实际应用中,压铆螺母的推力直接影响着连接件的牢固程度和紧固效果。
本文将从压铆螺母推力标准的概述、影响因素、应用及重要性等方面进行详细阐述。
一、压铆螺母推力标准的概述压铆螺母推力标准是指在特定的安装条件下,压铆螺母在紧固过程中产生的推力应达到一定的数值,以确保连接件的可靠连接。
压铆螺母推力标准主要涉及材料、螺纹规格和安装方式等因素。
二、影响压铆螺母推力的因素1.材料:压铆螺母的材料对其推力产生直接影响。
一般来说,材料的硬度越高,推力越大。
此外,材料的热处理状态和化学成分也会对推力产生影响。
2.螺纹规格:螺纹规格是指压铆螺母的螺纹大小。
螺纹规格不同,推力也会有所不同。
通常情况下,螺纹规格越大,推力越大。
3.安装方式:压铆螺母的安装方式包括手动安装和自动安装。
安装方式的不同,会对推力产生一定的影响。
自动安装方式由于操作力度较大,推力往往大于手动安装方式。
三、压铆螺母推力标准的应用1.航空航天领域:航空航天领域的设备对连接件的可靠性和安全性要求极高,因此,压铆螺母推力标准在此领域具有重要的应用价值。
2.汽车制造领域:汽车制造领域中,压铆螺母推力标准主要应用于汽车车身、悬挂系统、发动机等关键部件的连接。
3.建筑行业:建筑行业中,压铆螺母推力标准主要应用于建筑结构件的连接,如钢结构、钢筋混凝土结构等。
四、压铆螺母推力标准的重要性1.保障工程安全:压铆螺母推力标准是确保连接件可靠连接的重要依据,符合标准的压铆螺母可以有效保障工程安全。
2.提高生产效率:在生产过程中,使用符合压铆螺母推力标准的螺母,可以降低因螺母质量问题导致的生产事故,提高生产效率。
PEM压铆螺母扭力标准PEM压铆螺母是由PennEngineering公司设计的一种用于在薄板上创建螺纹孔的特殊螺母。
PEM压铆螺母通常使用压铆工艺安装到薄板中。
与此相关的扭矩标准涉及到确保PEM压铆螺母在安装过程中获得适当的紧固力,以确保其性能和可靠性。
以下是有关PEM压铆螺母扭力标准的简要概述:PEM压铆螺母扭力标准1. 引言PEM压铆螺母的安装扭力标准旨在确保螺母在安装到薄板时能够达到所需的紧固力,以保证连接的可靠性和性能。
2. 设备分类根据应用需求,PEM压铆螺母扭力标准可能因螺母型号和规格而异。
根据具体的PEM压铆螺母类型,有可能有不同的扭力要求。
3. 安装工艺PEM压铆螺母的安装通常使用专用的压铆设备。
在安装过程中,关键的参数包括:3.1 扭力控制根据螺母型号和规格,确定适当的扭矩范围,确保螺母能够牢固安装。
3.2 压铆工艺采用适当的压铆工艺,确保PEM压铆螺母正确地压铆到薄板中,形成稳固的螺纹。
4. 扭力标准PEM公司通常会提供有关每个型号和规格的PEM压铆螺母的推荐扭力值。
这些标准可能根据螺母的直径、材料、应用要求等因素而异。
4.1 标准化在制定扭力标准时,应考虑标准化以确保在各个生产批次中获得一致的性能。
4.2 验证制造商通常会建议进行扭矩验证,以确保实际安装中达到所需的紧固力。
5. 质量控制PEM压铆螺母的质量控制涉及到确保每个产品都符合相关的扭力标准。
生产中可能涉及到的质量控制措施包括:5.1 扭矩传感器使用精密的扭矩传感器监测安装过程中的扭矩,确保其在规定范围内。
5.2 扭矩校准对生产设备进行定期的扭矩校准,以确保其准确度和一致性。
6. 结论PEM压铆螺母扭力标准是确保产品性能和连接质量的关键因素。
在制定和执行这些标准时,制造商应密切关注螺母的设计规格和应用要求,以确保其在实际使用中能够提供卓越的性能。
质量控制和标准化是确保产品一致性和可靠性的关键步骤。

S,CLS类压铆螺母得安装力、推出力、扭力标准
S型碳钢压铆螺母及CLS不锈钢压铆螺母得安装力,推出力及扭力值(公制):
上述以及下述表格中得各项安装力,推出力以及扭出力值为在指定得安装条件下,按正常得操作流程安装所测得数值得平均值。
安装孔得尺寸,安装板材质以及操作步骤得变化,均会导致最终测试数据得差异。
以上参数仅供参考。
美制规格得S型碳钢压铆螺母及CLS不锈钢压铆螺母得安装力,推出力及扭力值:
产品类型螺纹编码铆接厚度代码测试安装板材质
安装力推出力扭出力(lbs、) (lbs、) (inlbs、)
S CLS
0
5052—H34铝材
1 90 10 256
2 170 13
SP类不锈铁压铆螺母得安装力、推出力及扭力值公制规格得SP不锈铁压铆螺母得安装力推出力及扭力:
美制规格得SP不锈铁压铆螺母得安装力推出力及扭力:。

S,CLS类压铆螺母的安装力、推出力、扭力标准
S型碳钢压铆螺母及CLS不锈钢压铆螺母的安装力,推出力及扭力值(公制):
上述以及下述表格中的各项安装力,推出力以及扭出力值为在指定的安装条件下,按正常的操作流程安装所测得数值的平均值。
安装孔的
尺寸,安装板材质以及操作步骤的变化,均会导致最终测试数据的差异。
以上参数仅供参考。
美制规格的S型碳钢压铆螺母及CLS不锈钢压铆螺母的安装力,推出力及扭力值:
SP类不锈铁压铆螺母的安装力、推出力及扭力值
公制规格的SP不锈铁压铆螺母的安装力推出力及扭力:
美制规格的SP不锈铁压铆螺母的安装力推出力及扭力:。
压铆螺母安装力标准
1.螺母规格
2.压铆螺母的规格应符合相关标准,常用规格有M3至M12等。
3.材质选择
4.压铆螺母的材质应选择高强度、耐腐蚀、抗磨损的金属材料,如不锈钢、
合金钢等。
5.表面处理
6.压铆螺母的表面应进行镀锌、喷塑、烤漆等防腐处理,以提高其使用寿命
和防腐蚀性能。
7.安装工具
8.压铆螺母的安装需要使用专用的压铆工具,该工具应具有足够的强度和刚
度,操作简便,使用安全。
9.安装方法
10.将压铆螺母放置在安装孔内,然后用压铆工具将螺母压铆到位,使螺母与
安装孔紧密配合。
11.安装力度
12.压铆螺母的安装力度应根据螺母规格、材质、表面处理等因素进行选择,
过大或过小的力度都会影响安装质量和螺母的使用寿命。
13.紧固检验
14.在压铆螺母安装完成后,应进行紧固检验,确保螺母紧固、无松动现象。
如有问题,应及时进行调整或更换。
15.防腐处理
16.在完成压铆螺母的安装后,应对其进行最终的防腐处理,以增强其防腐蚀
性能和使用寿命。
常用的防腐处理方法有涂覆防腐涂料、镀锌等。
S,CLS类压铆螺母的安装力、推出力、扭力标准
S型碳钢压铆螺母及CLS不锈钢压铆螺母的安装力,推出力及扭力值(公制):
上述以及下述表格中的各项安装力,推出力以及扭出力值为在指定的安装条件下,按正常的操作流程安装所测得数值的平均值。
安装孔的尺寸,安装板材质以及操作步骤的变化,均会导致最终测试数据的差异。
以上参数仅供参考。
美制规格的S型碳钢压铆螺母及CLS不锈钢压铆螺母的安装力,推出力及扭力值:
SP类不锈铁压铆螺母的安装力、推出力及扭力值公制规格的SP不锈铁压铆螺母的安装力推出力及扭力:
美制规格的SP不锈铁压铆螺母的安装力推出力及扭力:。