压铆螺件底孔尺寸
- 格式:xls
- 大小:21.50 KB
- 文档页数:2
m6压铆螺柱底孔尺寸【原创实用版】目录1.压铆螺柱的概述2.压铆螺柱底孔尺寸的确定因素3.压铆螺柱底孔尺寸的计算方法4.压铆螺柱底孔尺寸的实际应用正文一、压铆螺柱的概述压铆螺柱,又称压铆螺钉,是一种用于连接两个零件的紧固件,通过压力将螺柱嵌入到被连接零件的底孔中,从而实现连接。
压铆螺柱具有安装简便、连接牢固等优点,广泛应用于汽车、航空、电子等领域。
二、压铆螺柱底孔尺寸的确定因素压铆螺柱底孔尺寸的选择主要取决于以下几个因素:1.零件材料:不同材料的零件需要选择不同硬度的螺柱,以保证连接的牢固性。
2.零件厚度:根据被连接零件的厚度,选择合适尺寸的螺柱,以保证螺柱能够顺利嵌入底孔。
3.螺柱规格:根据实际需求选择合适的螺柱规格,包括长度、直径等参数。
4.强度要求:根据连接部位的强度要求,选择合适尺寸的螺柱,以保证连接的可靠性。
三、压铆螺柱底孔尺寸的计算方法压铆螺柱底孔尺寸的计算方法通常采用以下步骤:1.确定被连接零件的材料和厚度,根据材料硬度选择合适硬度的螺柱。
2.根据被连接零件的厚度和螺柱直径,计算出底孔直径。
底孔直径一般等于螺柱直径加上两倍的材料厚度。
3.根据螺柱长度和被连接零件的厚度,计算出底孔深度。
底孔深度一般等于螺柱长度减去两倍的材料厚度。
4.根据实际需求,确定螺柱的规格,包括长度、直径等参数。
四、压铆螺柱底孔尺寸的实际应用在实际应用中,压铆螺柱底孔尺寸的选择需要综合考虑各种因素,如零件材料、厚度、螺柱规格等,以保证连接的牢固性和可靠性。
在汽车、航空、电子等领域中,压铆螺柱底孔尺寸的选择和使用,对于产品的质量和性能具有重要意义。
m5压铆螺母底孔标准
摘要:
1.M5 压铆螺母的概述
2.M5 压铆螺母底孔的标准
3.M5 压铆螺母底孔的测量方法
4.M5 压铆螺母底孔的应用领域
正文:
一、M5 压铆螺母的概述
M5 压铆螺母是一种用于固定和连接零部件的螺纹紧固件,其主要特点是通过压铆的方式将螺母固定在零部件上,从而实现零部件之间的紧密连接。
M5 压铆螺母广泛应用于各种机械设备、电子设备、汽车制造等领域。
二、M5 压铆螺母底孔的标准
M5 压铆螺母底孔的标准是指在零部件上预留的用于安装M5 压铆螺母的孔的尺寸标准。
根据我国相关标准规定,M5 压铆螺母底孔的尺寸应为
φ5.5mm,也就是说,在零部件上预留的孔的直径应为φ5.5mm。
三、M5 压铆螺母底孔的测量方法
在实际应用中,为了确保M5 压铆螺母能够顺利安装在零部件上,需要对预留的底孔进行精确测量。
测量方法如下:
1.使用游标卡尺或千分尺测量底孔的直径,确保其尺寸为φ5.5mm。
2.检查底孔的深度,确保其深度符合M5 压铆螺母的要求。
3.检查底孔的内部是否有毛刺、砂眼等缺陷,如有需要及时处理。
四、M5 压铆螺母底孔的应用领域
M5 压铆螺母底孔广泛应用于各种机械设备、电子设备、汽车制造等领域。
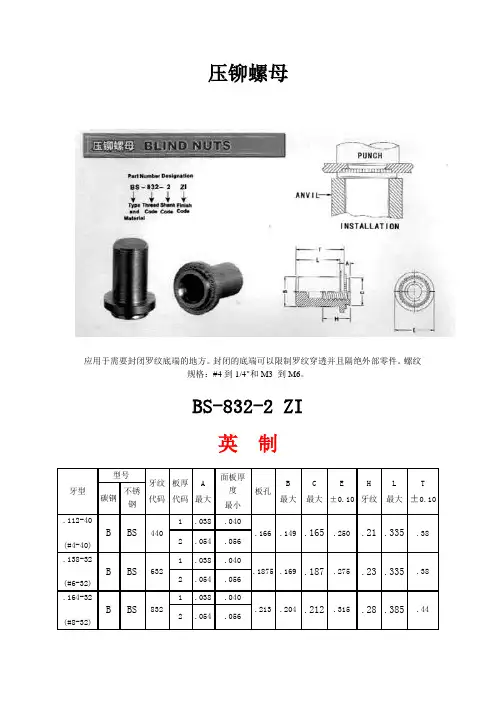
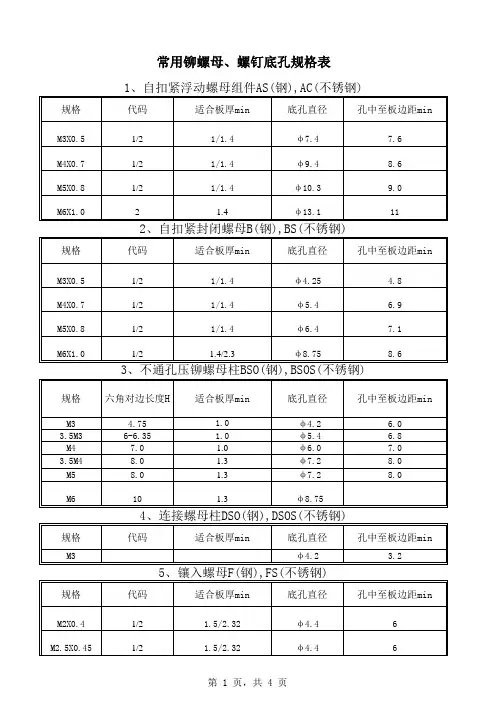
压铆螺母应用于需要封闭罗纹底端的地方。
封闭的底端可以限制罗纹穿透并且隔绝外部零件。
螺纹规格:#4到1/4"和M3 到M6。
BS-832-2 ZI英制牙型型号牙纹代码板厚代码A最大面板厚度最小板孔B最大C最大E±0.10H牙纹L最大T±0.10碳钢不锈钢.112-40(#4-40)B BS 4401.038.040.166.149.165 .250.21 .335 .382.054.056.138-32(#6-32)B BS 6321.038.040.1875.169.187 .275.23 .335 .382.054.056.164-32(#8-32)B BS 8321.038.040.213.204.212 .315.28 .385 .442.054.056公制压铆螺母采用标准工具能快速,便捷的安装:具有良好的抗拉和抗扭性能:用于0.8mm以上的板材,螺纹规格:#2到1/2",M2到M10。
S-440-2 ZI英制牙型型号牙纹代码板厚代码A最大面板厚度最小板孔C最大E±0.01T±0.04碳钢不锈钢.086-56(#2-56)S CLS2560.030.030.166.165.25.071.038.0402.054.056.099-48(#3-48)S CLS3480.030.030.166.165.25.071.038.0402.054.056.112-40(#4-40)S CLS4400.030.030.166.165.25.071.038.0402.054.0563.087.091.138-32(#6-32)S CLS6320.030.030.1875.187.275.071.038.0402.054.0563.087.091公制M4X0.7S CLS M40 0.760.8-15.4 5.3882 10.9712 1.37 1.4M5X0.8S CLS M500.760.8-16.4 6.3892 10.9712 1.37 1.4M6X1S CLS M60 1.15 1.28.758.7211 4.081 1.37 1.42 2.21 2.3M8X1.25S CLS M61?1.37 1.410.510.4712.7 5.47 2 2.21 2.3M10X1.5S CLS M101 2.21 2.311413.97177.48 2 3.05 3.18螺母柱装入圆形孔内,采用冲压铆接,能使其稳固在铆接的薄板上。

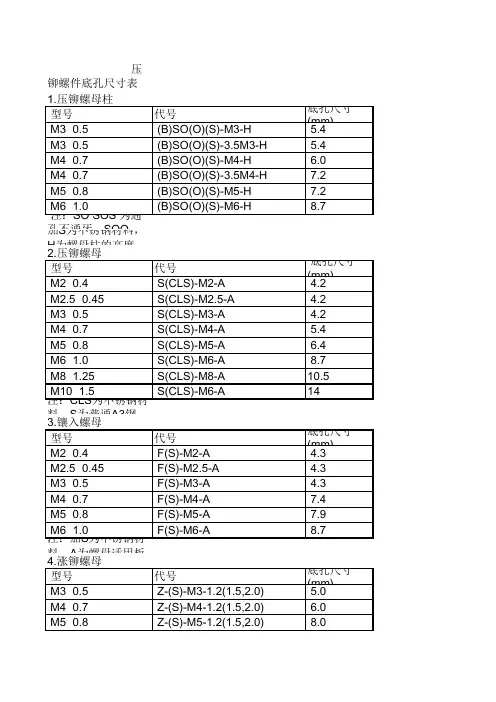
压铆螺柱底孔尺寸表
摘要:
1.压铆螺柱的概述
2.压铆螺柱底孔尺寸表的含义
3.压铆螺柱底孔尺寸表的应用领域
4.压铆螺柱底孔尺寸表的具体内容
5.压铆螺柱底孔尺寸表的重要性
正文:
压铆螺柱是一种用于连接两个零件的紧固件,通过将螺柱的一端压入另一个零件的孔中,形成一种固定连接。
在工程技术中,为了确保压铆螺柱的稳定性和可靠性,需要根据特定的标准来选择合适的底孔尺寸。
因此,压铆螺柱底孔尺寸表应运而生,它为工程师和技术人员提供了选择合适底孔尺寸的依据。
压铆螺柱底孔尺寸表涉及的领域非常广泛,如汽车制造、航空航天、电子设备、建筑结构等。
这些领域中的产品,为了保证其性能和安全性,都需要使用压铆螺柱进行连接,因此,压铆螺柱底孔尺寸表在这其中发挥着至关重要的作用。
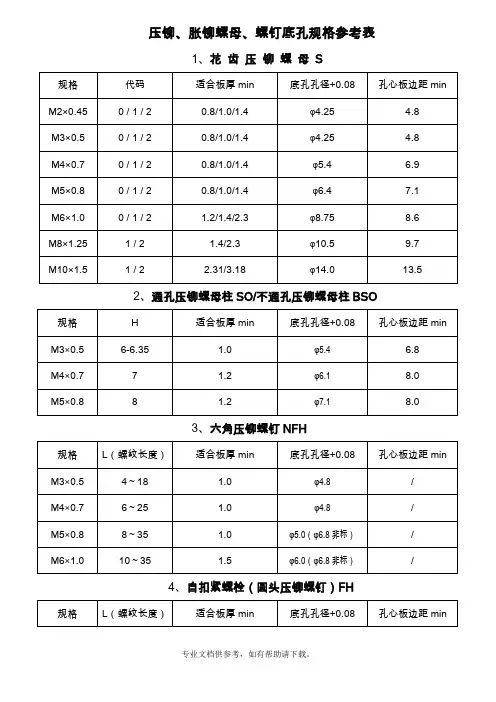
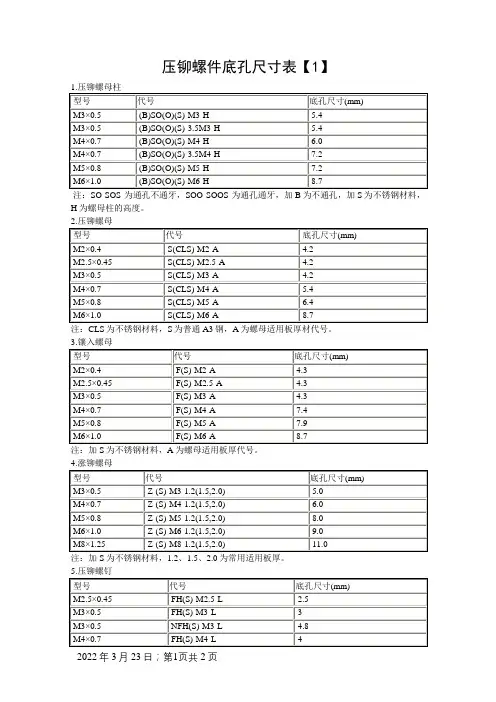
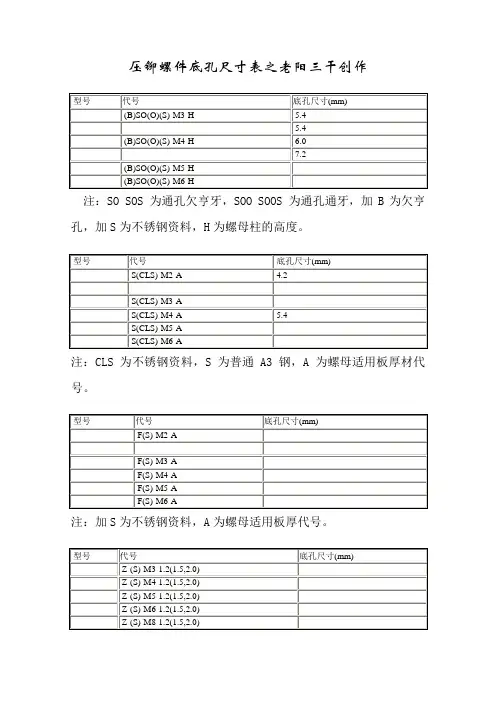
压铆螺柱底孔尺寸表具体内容包括:不同直径、长度和材料要求的压铆螺柱对应的底孔尺寸。
这些尺寸通常以毫米为单位,根据实际应用场景和设计要求进行选择。
选择合适的底孔尺寸,可以使压铆螺柱连接更牢固,提高产品性能和使用寿命。
在实际应用中,选择合适的压铆螺柱底孔尺寸至关重要。
如果底孔尺寸过
大,可能导致压铆螺柱连接不牢固,从而影响产品的性能和安全;反之,如果底孔尺寸过小,可能会使压铆螺柱无法顺利穿过底孔,导致无法完成连接。
因此,了解并掌握压铆螺柱底孔尺寸表,对于工程师和技术人员来说具有重要意义。
总之,压铆螺柱底孔尺寸表为工程师和技术人员提供了选择合适底孔尺寸的依据,对于确保产品的性能和安全具有重要意义。
压铆螺柱底孔尺寸表
摘要:
1.压铆螺柱底孔尺寸表的概述
2.压铆螺柱底孔尺寸表的作用和重要性
3.压铆螺柱底孔尺寸表的具体内容
4.压铆螺柱底孔尺寸表的应用范围和注意事项
正文:
压铆螺柱底孔尺寸表是一种详细列出了各种压铆螺柱底孔尺寸的表格,是机械制造行业中非常重要的一种技术文件。
在压铆螺柱的制造过程中,底孔尺寸的精确度直接影响到产品的质量,因此,压铆螺柱底孔尺寸表在机械制造行业中具有重要的作用。
压铆螺柱底孔尺寸表主要包括以下几个方面的内容:压铆螺柱的类型、底孔的直径、底孔的深度、底孔的形状等。
这些参数对于压铆螺柱的制造和使用都非常重要。
通过压铆螺柱底孔尺寸表,制造工人可以准确地掌握底孔的尺寸,确保产品的质量。
压铆螺柱底孔尺寸表的应用范围非常广泛,它适用于各种类型的压铆螺柱,包括圆形压铆螺柱、六角形压铆螺柱、方形压铆螺柱等。
同时,它也适用于各种不同的行业,如汽车制造、电子制造、航空航天等。
在使用压铆螺柱底孔尺寸表时,需要注意以下几点:首先,需要根据具体的产品类型和尺寸选择合适的压铆螺柱底孔尺寸;其次,需要确保底孔的制造精度,以保证产品的质量;最后,需要定期检查和更新压铆螺柱底孔尺寸表,
以适应行业的发展。
压铆螺柱底孔尺寸表【原创实用版】目录1.压铆螺柱的概述2.压铆螺柱底孔尺寸表的作用3.压铆螺柱底孔尺寸表的具体内容4.压铆螺柱底孔尺寸表的应用和注意事项正文1.压铆螺柱的概述压铆螺柱,又称压铆螺钉,是一种用于连接两个零件的紧固件,通过将螺柱的一端压入另一个零件的孔中,形成一种固定的连接方式。
它具有操作简便、连接牢固等优点,广泛应用于汽车、航空、家具、电器等行业。
2.压铆螺柱底孔尺寸表的作用压铆螺柱底孔尺寸表是为了保证压铆螺柱与零件的连接质量,提供给工程技术人员和操作工人一份关于压铆螺柱底孔尺寸的参考依据。
通过查阅表中的数据,可以确保选择合适的压铆螺柱和底孔尺寸,从而保证连接的稳定性和可靠性。
3.压铆螺柱底孔尺寸表的具体内容压铆螺柱底孔尺寸表主要包括以下几个方面的内容:(1)压铆螺柱的类型:根据螺柱的材料、形状和用途,分为多种类型,如碳钢压铆螺柱、不锈钢压铆螺柱、铝压铆螺柱等。
(2)压铆螺柱的规格:包括直径、长度等尺寸参数,以及相应的公差范围。
(3)底孔尺寸:针对不同类型的压铆螺柱,提供相应的底孔尺寸推荐值,包括孔径、孔深等参数。
(4)其他技术要求:如表面处理、装配方式等。
4.压铆螺柱底孔尺寸表的应用和注意事项在实际应用中,操作人员应根据产品图纸和压铆螺柱底孔尺寸表选择合适的螺柱和底孔尺寸,保证连接质量。
同时,应注意以下几点:(1)正确选择压铆螺柱和底孔尺寸,避免过大或过小的尺寸导致连接不牢固。
(2)在装配过程中,要确保压铆螺柱与底孔的配合精度,避免螺柱与底孔之间的间隙过大或过小。
(3)在压铆过程中,应控制好压力和压入深度,保证压铆螺柱连接牢固,同时避免对零件产生过度的变形。