冲压模具图例
- 格式:pdf
- 大小:1.95 MB
- 文档页数:28
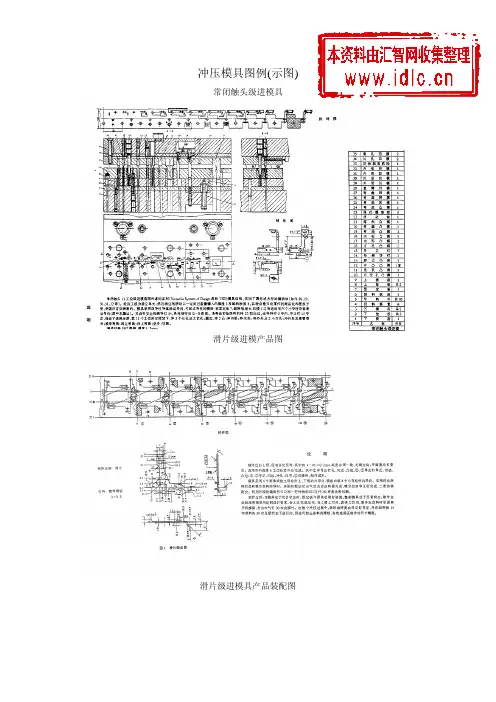
冲压模具图例(示图) 常闭触头级进模具
滑片级进模产品图
滑片级进模具产品装配图
冲孔、落料级进模(一)
冲孔、落料级进模(二)
定转子片硬质合金级进模模具装配图
磁轭片硬质合金级进模
动触座级进模具装配图
动触座级进模具装配图二
接触板级进模具装配图
压簧级进自动模
压簧级进自动模产品图
二轮压簧级进模
铆接成形级进模具装配图
钩式送料连续拉深模
钩式送料连续拉深模产品图二
滚轴式送料切断、压弯级进模产品图
滚轴式送料切断、压弯级进模产品图二
插销式送料压弯、切断级进模具装配图
定转子硬质合金级进模
双切口连续拉深模具装配图
整带料自动连续拉深模具装配图
整带料自动连续拉深模具产品图
对向凹模
汽车车门齿板模具装配图
汽车车门齿板产品图
汽车散热器罩修边冲孔模
精密冲裁模(一)
精密冲裁模(二)
精密冲裁模(三)
正装-倒装复合模
子冲片复合模模具装配图
磁极片复合模模具装配图
转子冲槽复合模模具装配图
斜楔式冲孔模
调焦导向盘侧向模具装配图
槽钢产品图
剖切模-管件切槽模模具产品装配图
外缘-内缘-整修模-筒壁切舌模
自行车花盘冷挤模
管子冲孔、扩口模模具装配图
装配模模具装配图
液压胀形模产品图
通用切断模产品图
汽车前围外板拉深模
变薄-旋转变薄模具装配图
液压拉深模产品图
大型件弯曲模
V形件-U形件-W形件弯曲模
Z形件-圆形件弯曲模产品图 卷圆模产品图
压圈弯曲模模具装配图
螺旋弯曲模模具装配图
其它形状件弯曲模产品图。
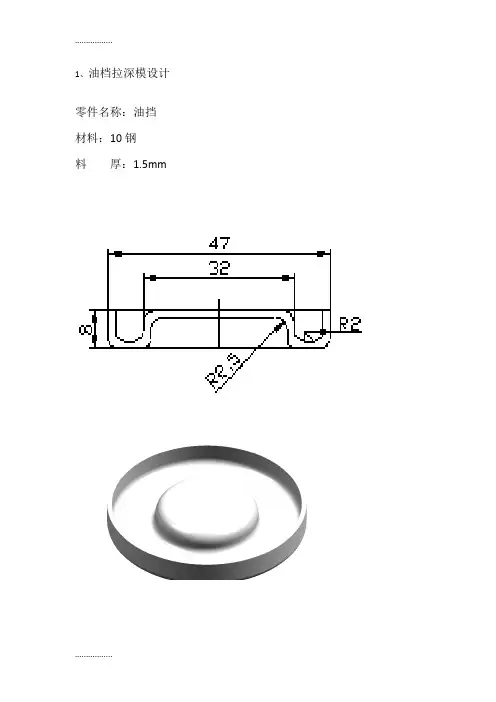
1、油档拉深模设计零件名称:油挡
材料:10钢
料厚:1.5mm
2、撬板冲压工艺及模具设计零件简图如图所示
生产批量:大批量
材料:Q235
材料厚度:4mm
精度等级:IT14级
3、推力滚子轴承外罩冲压模具设计
推力滚子轴承外罩的材料:08或10钢,年产量:6万件。
4、金属盖落料拉深工艺与模具设计
零件名称:盖
生产批量:大批量
材料:镀锌铁皮
厚度:1mm
5、弹簧片五金冲压模设计零件名称:弹簧片
材料:QSn6.5-0.1y
厚度:0.5mm
6、接线片五金模设计
名称:接线片 材料:
7、前灯反光碗拉伸模设计零件名称:前灯反光碗
材料:紫铜
料厚:0.5mm
8、盖复合模设计
零件名称:端盖材料:10钢
料厚:0.5mm。

冲压模具图例(示图)常闭触头级进模具滑片级进模产品图滑片级进模具产品装配图冲孔、落料级进模〔一〕冲孔、落料级进模〔二〕定转子片硬质合金级进模模具装配图磁轭片硬质合金级进模动触座级进模具装配图动触座级进模具装配图二接触板级进模具装配图压簧级进自动模压簧级进自动模产品图二轮压簧级进模铆接成形级进模具装配图钩式送料连续拉深模钩式送料连续拉深模产品图二滚轴式送料切断、压弯级进模产品图滚轴式送料切断、压弯级进模产品图二插销式送料压弯、切断级进模具装配图定转子硬质合金级进模双切口连续拉深模具装配图整带料自动连续拉深模具装配图整带料自动连续拉深模具产品图对向凹模汽车车门齿板模具装配图汽车车门齿板产品图汽车散热器罩修边冲孔模周密冲裁模〔一〕周密冲裁模〔二〕周密冲裁模〔三〕正装-倒装复合模子冲片复合模模具装配图磁极片复合模模具装配图转子冲槽复合模模具装配图歪楔式冲孔模调焦导向盘侧向模具装配图槽钢产品图剖切模-管件切槽模模具产品装配图外缘-内缘-整修模-筒壁切舌模自行车花盘冷挤模管子冲孔、扩口模模具装配图装配模模具装配图液压胀形模产品图通用切断模产品图汽车前围外板拉深模变薄-旋转变薄模具装配图液压拉深模产品图大型件弯曲曲折折曲曲折折折折模V形件-U形件-W形件弯曲曲折折曲曲折折折折模Z形件-圆形件弯曲曲折折曲曲折折折折模产品图卷圆模产品图压圈弯曲曲折折曲曲折折折折模模具装配图螺旋弯曲曲折折曲曲折折折折模模具装配图其它外形件弯曲曲折折曲曲折折折折模产品图。
冲压模具图纸10(模具总装配图图 4 模具装配图11(模具零件图图 5 凸凹模图 6 冲孔凸模图 7 落料凹模板图 8 上模座板图 9 下模座板图 10 上垫板图 11 下垫板图 12 凸模固定板图 13 空心垫板图 14 推件块图 15 卸料板图 16 凸凹模固定板二、模具制造1. 主要模具零件加工工艺过程落料凹模加工工艺过程材料 :Gr12 硬度 : 60 , 64 HRC冲孔凸模加工工艺过程材料: T10A 硬度: 56 , 60HRC凸凹模加工工艺过程材料 :Gr12 硬度 : 60 , 64 HRC凸模固定板加工工艺过程材料 :45# 硬度 : 24 , 28 HRC凸凹模固定板加工工艺过程材料 :45# 硬度 : 24 , 28 HRC卸料板加工工艺过程材料 :45# 硬度 : 24 , 28 HRC上垫板加工工艺过程材料 :T8A 硬度 : 54 , 58 HRC下垫板加工工艺过程材料 :T8A 硬度 : 54 , 58 HRC空心垫板加工工艺过程材料 :45# 硬度 : 24 , 28 HRC上模座加工工艺过程材料 :HT200下模座加工工艺过程材料: HT200推件块加工工艺过程材料 :45# 硬度 : 24 — 28 HRC下面是赠送的保安部制度范本,不需要的可以编辑删除!!!!谢谢! 保安部工作制度一、认真贯彻党的路线、方针政策和国家的法津法觃,按照####年度目标的要求,做好####的安全保卫工作,保护全体人员和公私财物的安全,保持####正常的经营秩序和工作秩序。
二、做好消防安全工作,认真贯彻“预防为主”的方针,教育提高全体人员的消防意识和防火知识,配备、配齐####各个楼层的消防器材,管好用好各种电器设备,确保####各通道畅通,严防各种灾害事故的发生。
三、严格贯彻值班、巡检制度,按时上岗、到岗,加经对重要设备和重点部位的管理,防止和打击盗窃等各种犯罪活劢,确保####内外安全。
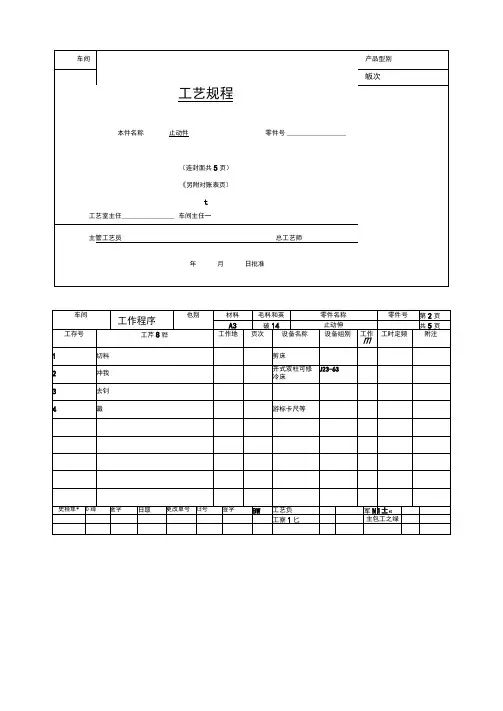
检验图表a 别 零件名称 字件与 工序号 第5页止动作4共5页发字anWU硬度A3项目号检聆内容©SXM1各主要尺寸游标卡尺日装工名九 工苫俎粒 工苫室主各车间主任 主w 工艺库10.模具总装配图” 即* 1]\ 4 5#CB7O-86M蹈”X__S:科销_?_454:B/T7H9. 10-94博谢・445fi HRC24~7M JB/T765O. 5—"M T垫板]加;MC54~58JWT76" A"125X125X67g凸p4模固定]454HRC24~28J即T7* 3,1一“U 5X125X14?a弹替14而 E iMnA HR。
4g 技JB/T71B7, 6T5a a1454125X1?京工1g®1G T 12HRCM〜招JB/T76O, 3-31lt$X125X141IQ隼24hH CE1 ]?-36中】oXwIE三145#HRC2 1〜窗JB/T7613. A*L25X125X12ICn凸慢固定板145#HRC2”28JB/T7M2 1-31psxi^xU~T' \61HT?"D CS/T2355, 5-30125X12SXS0215阴Tt拈145#CBJ15-E6 4 4X14I 4推杆145#HRC"~ 我13JL023Ah F JB/T764L J-54□JL TlDA HRC56〜如GBZTSB25-9J 12U第口牛发145#J2iQ ;注钧245*CW 19-86L小】0X35Q盥钉一44”CE7O-E6M3X6 0s摩套2GCrl5 HRC62〜6。
C B/T2B6J,6-9O r* 23X807 导程26015HEC稣〜g GE/T2861. 1-5Q4*22X150二一]T8A HRC"〜5gS客翰145# HRC4»4g GB/T7649. 1Q-W4 i51模1Crl2 HRC5H~W1J_ J|§!:生冬2454 GEilWt力】OX2 H螺钉443# GB70-E5MSX4DI 、模座板1HT20Q GB/T2355-90I S5XI>5X353敏呈材料德处曼阮淮代号舂若H寸舌括记描图KvF在对审核检3EZ止动件冲孔落料复合模型别]枣组件号篁稿号车间同意第版设备型号比例I 1:1怏12贡第1页成都航院图4模具装配图图5凸凹模技术要求1 .上,下面光滑无毛刺,平行度为0.02口2 .材料为T1QA,需辟火HRC 即-64.3・帝*号的尺寸按时应尺寸及间隙值配伍凸凹模1成都航院设计材H基£ 比例 第电p:要单前ErK_11:11111.模具零件图 R297^Ulm L困6年H&德图7落料凹模板技术要求L 表面光滑无毛刺。
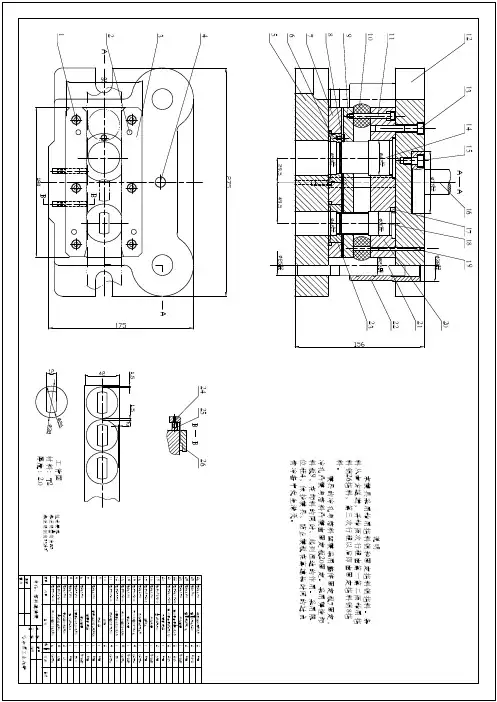
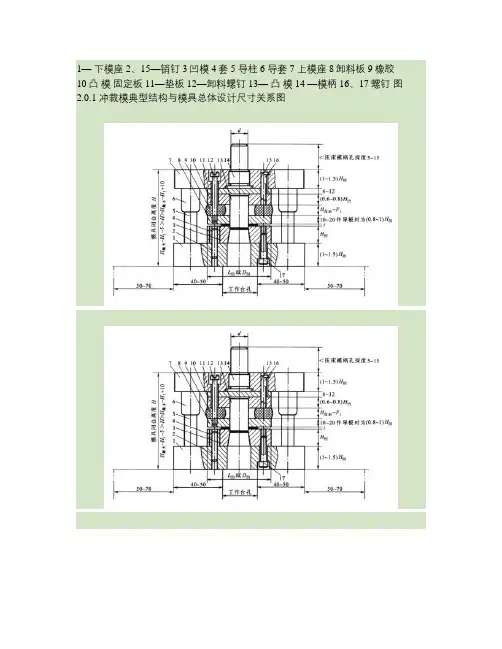
1—下模座2、15—销钉3凹模4套5 导柱 6 导套 7 上模座 8卸料板9橡胶10凸模固定板 11—垫板12—卸料螺钉13—凸模14 —模柄 16、17螺钉图2.0.1 冲裁模典型结构与模具总体设计尺寸关系图复合模的基本结构1—凸模;2—凹模;3—上模固定板;4、16—垫板;5—上模座;6—模柄;7—推杆; 8—推块; 9—推销;10—推件块;11、18—活动档料销;12—固定挡料销;13—卸料板14—凸凹模;15—下模固定板;17—下模座;19—弹簧1-下模座;2、5-销钉;3-凹模;4-凸模 1-凹模;2-凸模;3-定位钉;4-压料板;5-靠板 6-上模座;7-顶杆;8-弹簧;图3.4.2 L形件弯曲模 9、11-螺钉;10-可调定位板1.冲裁间隙过大时,断面将出现二次光亮带。
( ×)2.冲裁件的塑性差,则断面上毛面和塌角的比例大。
( ×)3.形状复杂的冲裁件,适于用凸、凹模分开加工。
( ×)4.对配作加工的凸、凹模,其零件图无需标注尺寸和公差,只说明配作间隙值。
( ×)5.整修时材料的变形过程与冲裁完全相同。
( ×)6.利用结构废料冲制冲件,也是合理排样的一种方法。
(∨)7.采用斜刃冲裁或阶梯冲裁,不仅可以降低冲裁力,而且也能减少冲裁功。
( ×)8.冲裁厚板或表面质量及精度要求不高的零件时,为了降低冲裁力,一般采用加热冲裁的方法进行。
(∨)9.冲裁力是由冲压力、卸料力、推料力及顶料力四部分组成。
( ×)10.模具的压力中心就是冲压件的重心。
( ×)11.冲裁规则形状的冲件时,模具的压力中心就是冲裁件的几何中心。
( ×)12.在压力机的一次行程中完成两道或两道以上冲孔(或落料)的冲模称为复合模。
×13.凡是有凸凹模的模具就是复合模。
( ×)14.在冲模中,直接对毛坯和板料进行冲压加工的零件称为工作零件。
冲压模具图例(示图) 常闭触头级进模具
滑片级进模产品图
滑片级进模具产品装配图
冲孔、落料级进模(一)
冲孔、落料级进模(二)
定转子片硬质合金级进模模具装配图
磁轭片硬质合金级进模
动触座级进模具装配图
动触座级进模具装配图二
接触板级进模具装配图
压簧级进自动模
压簧级进自动模产品图
二轮压簧级进模
铆接成形级进模具装配图
钩式送料连续拉深模
钩式送料连续拉深模产品图二
滚轴式送料切断、压弯级进模产品图
滚轴式送料切断、压弯级进模产品图二
插销式送料压弯、切断级进模具装配图
定转子硬质合金级进模
双切口连续拉深模具装配图
整带料自动连续拉深模具装配图
整带料自动连续拉深模具产品图
对向凹模
汽车车门齿板模具装配图
汽车车门齿板产品图
汽车散热器罩修边冲孔模
精密冲裁模(一)
精密冲裁模(二)
精密冲裁模(三)
正装-倒装复合模
子冲片复合模模具装配图
磁极片复合模模具装配图
转子冲槽复合模模具装配图
斜楔式冲孔模
调焦导向盘侧向模具装配图
槽钢产品图
剖切模-管件切槽模模具产品装配图
外缘-内缘-整修模-筒壁切舌模
自行车花盘冷挤模
管子冲孔、扩口模模具装配图
装配模模具装配图
液压胀形模产品图
通用切断模产品图
汽车前围外板拉深模
变薄-旋转变薄模具装配图
液压拉深模产品图
大型件弯曲模
V形件-U形件-W形件弯曲模
Z形件-圆形件弯曲模产品图 卷圆模产品图
压圈弯曲模模具装配图
螺旋弯曲模模具装配图
其它形状件弯曲模产品图。