螺栓失效分析课件
- 格式:ppt
- 大小:3.96 MB
- 文档页数:29
1、解理断裂(大多数情况下为脆性断裂)2、剪切断裂1、静载断裂(拉伸断裂、扭转断裂)2、冲击断裂3、疲劳断裂1、低温冷脆断裂2、静载延滞断裂(静载断裂)3、应力腐蚀断裂4、氢脆断裂断口微观形貌(图3/4/5/6),断口呈脆性特征,表面微观形貌为冰糖状沿晶断裂,芯部为沿晶+准解理断裂,在断裂的晶面上有细小的发纹状形貌。
结论:零件为沿晶断裂的脆性断口。
断口呈脆性特征,表面微观形貌沿晶断裂,芯部为准解理断裂;终断区(图4)微观为丝状韧窝形貌,为最终撕裂区结论:断口为脆性断裂宏观断口无缩颈现象且微观组织多处存在剪切韧窝形貌,为剪切过载断裂断口。
综上分析:零件为氢脆导致的断裂,氢进入钢后常沿晶界处聚集,导致晶界催化,形成沿晶裂纹并扩展,导致断面承载能力较弱,最终超过其承载极限导致断裂典型氢脆断口的宏观形貌如右图所示:氢脆又称氢致断裂失效是由于氢渗入金属内部导致损伤,从而使金属零件在低于材料屈服极限的静应力持续作用下导致的失效。
氢脆多发生于螺纹牙底或头部与杆部过渡位置等应力集中处。
断口附近无明显塑性变形,断口平齐,结构粗糙,氢脆断裂区呈结晶颗粒状,一般可见放射棱线。
色泽亮灰,断面干净,无腐蚀产物。
应力腐蚀也属于静载延滞断裂,其断口宏观形貌与一般的脆性断口相似,断口平齐而光亮,且与正应力相垂直,断口上常有人字纹或放射花样。
裂纹源区、扩展区通常色泽暗灰,伴有腐蚀产物或点蚀坑,离裂纹源区越近,腐蚀产物越多。
应力腐蚀断面最显著宏观形貌特征是裂纹源表面存在腐蚀介质成分贝纹线是疲劳断口最突出的宏观形貌特征,是鉴别疲劳断口的重要宏观依据。
如果在宏观上观察到贝壳状条纹时,在微观上观察到疲劳辉纹,可以判别这个断口属于疲劳断口。
s261体视显微镜下对断口进一步观察,断面干净、色泽呈亮灰色、结构粗糙,可观察到断裂的起源位于螺栓的近表面应力集中处,裂纹快速扩展区及剪切唇都明显可见,具有脆性断裂的典型特征。
图3所示为螺栓断口体视显微形貌。
用JSM-IT300扫描电镜对断口进行观察分析,断1#与断2#裂纹源位置相同,但裂纹源处并未发现有非金属夹杂等其他缺陷,整个断口都呈沿晶断裂,属脆性断裂。
图4、图5所示为断口扫描电镜形貌。
(3)化学成分分析 用ARL4460直读光谱仪对4根螺栓进行化学成分分析,螺栓化学成分如表1所示。
结果表明,2根失效螺栓化学成分与2根未失效螺栓化学成分基本一致,且都符合标准规定。
(4)微观组织检验 将1#断裂螺栓和4#未断螺栓切据后加工成金相试样,用4%硝酸酒精腐(a )断裂1 (b )断裂2图3 螺栓断口体视显微形貌图4 1#断口扫描电镜形貌有微小次生裂纹,呈沿晶断裂特征。
1#和4#螺栓都呈现回火马氏体组织,马氏体位向特征明显,马氏体板条界和板条内部析出大量细小的碳化物颗粒。
组织中也存在一定数量的大颗粒碳化物,该碳化物尺寸在1μm 左右,为奥氏体化时未溶碳化物,如图6、图7所示。
(5)维氏硬度检测 将1#断裂螺栓沿中心纵向剖开(见图8),在维氏硬度试验机上进行硬度检测,结果(见表2)未见异常,符合标准要求。
(6)非金属夹杂物金相评级检验 按GB/T10561—2005规定A 法对1#、4#螺栓进行非金属夹杂物评级。
从夹杂物评级中未(a ) (b )图1 1#断裂螺栓的宏观形貌(a ) (b )图2 2#断裂螺栓的宏观形貌蚀,在金相显微镜和扫描电镜下观察,1#试样在裂纹源处发现(a)(b)(c)(d)图6 1#螺栓次生裂纹形貌和扫描电镜组织形貌(a)(b)图7 4#螺栓扫描组织形貌图8 1#螺栓硬度检测部位表2 1#螺栓硬度检测结果(HV)位置Min Max平均纵向404418410.9横向405416408.6图5 2#断口扫描电镜形貌表1 螺栓化学成分(质量分数)(%)螺栓C Si Mn P S Cr Mo Al 1#(断裂)0.370.230.750.0170.0020.990.190.029 2#(断裂)0.380.220.770.0160.0020.980.180.031 3#(未断裂)0.370.250.760.0170.0020.980.190.030 4#(未断裂)0.360.240.760.0170.002 1.000.180.031图9 1#断裂螺栓氢析出曲线图10 4#未断螺栓氢析出曲线断裂特征。

5.金相组织分别对未断与断裂螺钉和螺母各1件纵向解剖进行金相观察。
图8为试样末浸蚀时的低倍形貌。
a 25×b 50×c 25×图8 螺钉纵剖金相磨面(a、b—螺钉,c—螺母)从图可以清楚地看到,螺钉在牙的侧面存在明显的裂纹,每个牙上裂纹的位置与形态完全一致,将裂纹放大后(图8b)可以明确判断,上述裂纹实际上是螺钉在搓丝过程中形成的折叠。
折叠处(图8b中的A处)的显微硬度为540HV,0.05明显要高于其他部位的渗碳层的硬度,此系A处两面渗碳的结果,这点同时也说明上述裂纹在热处理前业已存在。
另外,对一个断裂的螺钉解剖后发现,在过渡圆角处存在细微裂纹(图9),浸蚀后观察,该裂纹沿晶扩展(图10),这与断口源区扫描电镜下观察到的沿晶断裂特征(图3)完全吻合。
在裂纹周围也未发现非金属夹杂物聚集和沉淀相析出。
图9 断裂螺钉圆角处的裂纹50× 图10 图9裂纹浸蚀后的放大形貌500×螺母牙顶形成双峰(图8C),这也是搓丝工艺不当所形成的。
双峰鞍部形成的不规则尖缺口将对随后的热处理及使用均将产生不利影响。
图11为螺钉渗碳层的低倍形貌及渗层组织,渗碳层为回火屈氏体。
断裂与未断裂螺钉的芯部组织均为板条马氏体,未断螺钉的马氏体板条更粗大些(图12)。
25× 100×图11 螺钉渗碳层形貌及组织a断裂螺钉 b未断螺钉图12 螺钉的芯部组织500×图13为螺母的渗碳层组织,断裂与未断裂螺母的渗碳层组织相同,均系回火屈氏体。
断裂螺母与未断裂螺母的芯部组织则完全不同(图14)。
图13 螺母的渗碳层组织250×a 断裂螺母b 未断螺母图14 螺母的芯部组织 500×断裂螺母芯部组织为绌片状珠光体+铁素体,而未断者为板条马氏体。
这与表1中螺母测定的硬度值完全对应。
6.含氢量分析根据螺钉断口形貌特征及延时断裂特征,加之螺钉经酸洗后镀锌,怀疑有渗H2现象[1]。
5.金相组织分别对未断与断裂螺钉和螺母各1件纵向解剖进行金相观察。
图8为试样末浸蚀时的低倍形貌。
a 25×b 50×c 25×图8 螺钉纵剖金相磨面(a、b—螺钉,c—螺母)从图可以清楚地看到,螺钉在牙的侧面存在明显的裂纹,每个牙上裂纹的位置与形态完全一致,将裂纹放大后(图8b)可以明确判断,上述裂纹实际上是螺钉在搓丝过程中形成的折叠。
折叠处(图8b中的A处)的显微硬度为540HV,0.05明显要高于其他部位的渗碳层的硬度,此系A处两面渗碳的结果,这点同时也说明上述裂纹在热处理前业已存在。
另外,对一个断裂的螺钉解剖后发现,在过渡圆角处存在细微裂纹(图9),浸蚀后观察,该裂纹沿晶扩展(图10),这与断口源区扫描电镜下观察到的沿晶断裂特征(图3)完全吻合。
在裂纹周围也未发现非金属夹杂物聚集和沉淀相析出。
图9 断裂螺钉圆角处的裂纹50× 图10 图9裂纹浸蚀后的放大形貌500×螺母牙顶形成双峰(图8C),这也是搓丝工艺不当所形成的。
双峰鞍部形成的不规则尖缺口将对随后的热处理及使用均将产生不利影响。
图11为螺钉渗碳层的低倍形貌及渗层组织,渗碳层为回火屈氏体。
断裂与未断裂螺钉的芯部组织均为板条马氏体,未断螺钉的马氏体板条更粗大些(图12)。
25× 100×图11 螺钉渗碳层形貌及组织a断裂螺钉 b未断螺钉图12 螺钉的芯部组织500×图13为螺母的渗碳层组织,断裂与未断裂螺母的渗碳层组织相同,均系回火屈氏体。
断裂螺母与未断裂螺母的芯部组织则完全不同(图14)。
图13 螺母的渗碳层组织250×a 断裂螺母b 未断螺母图14 螺母的芯部组织 500×断裂螺母芯部组织为绌片状珠光体+铁素体,而未断者为板条马氏体。
这与表1中螺母测定的硬度值完全对应。
6.含氢量分析根据螺钉断口形貌特征及延时断裂特征,加之螺钉经酸洗后镀锌,怀疑有渗H2现象[1]。
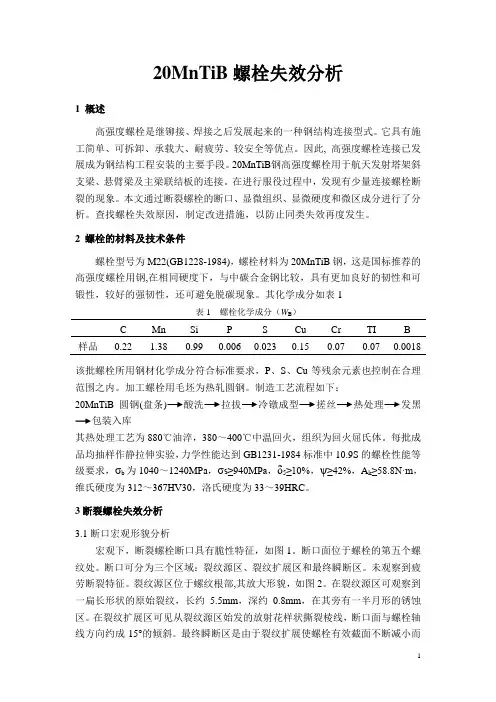
20MnTiB螺栓失效分析1 概述高强度螺栓是继铆接、焊接之后发展起来的一种钢结构连接型式。
它具有施工简单、可拆卸、承载大、耐疲劳、较安全等优点。
因此, 高强度螺栓连接已发展成为钢结构工程安装的主要手段。
20MnTiB钢高强度螺栓用于航天发射塔架斜支梁、悬臂梁及主梁联结板的连接。
在进行服役过程中,发现有少量连接螺栓断裂的现象。
本文通过断裂螺栓的断口、显微组织、显微硬度和微区成分进行了分析。
查找螺栓失效原因,制定改进措施,以防止同类失效再度发生。
2 螺栓的材料及技术条件螺栓型号为M22(GB1228-1984),螺栓材料为20MnTiB钢,这是国标推荐的高强度螺栓用钢,在相同硬度下,与中碳合金钢比较,具有更加良好的韧性和可锻性,较好的强韧性,还可避免脱碳现象。
其化学成分如表1表1 螺栓化学成分(W B)C Mn Si P S Cu Cr TI B 样品0.22 1.38 0.99 0.006 0.023 0.15 0.07 0.07 0.0018该批螺栓所用钢材化学成分符合标准要求,P、S、Cu等残余元素也控制在合理范围之内。
加工螺栓用毛坯为热轧圆钢。
制造工艺流程如下:20MnTiB圆钢(盘条)酸洗拉拔冷镦成型搓丝热处理发黑包装入库其热处理工艺为880℃油淬,380~400℃中温回火,组织为回火屈氏体。
每批成品均抽样作静拉伸实验,力学性能达到GB1231-1984标准中10.9S的螺栓性能等级要求,σb为1040~1240MPa,σs≥940MPa,δ5≥10%,ψ≥42%,A k≥58.8N·m,维氏硬度为312~367HV30,洛氏硬度为33~39HRC。
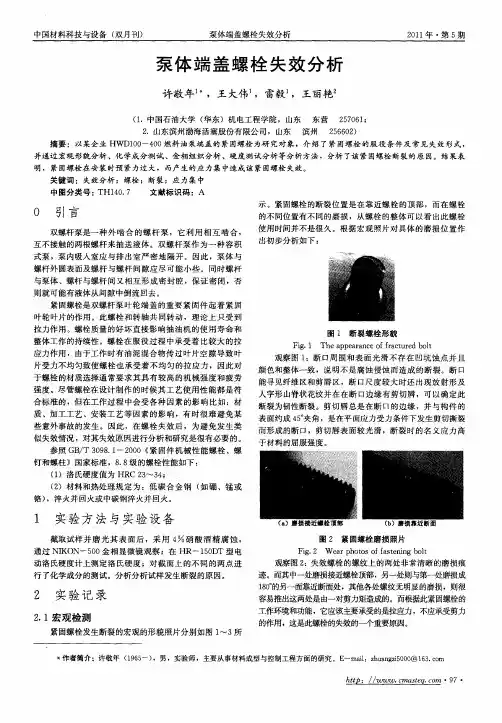
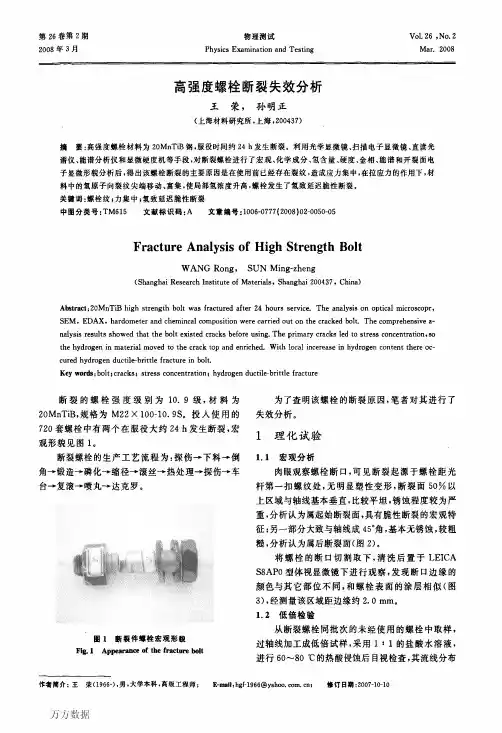
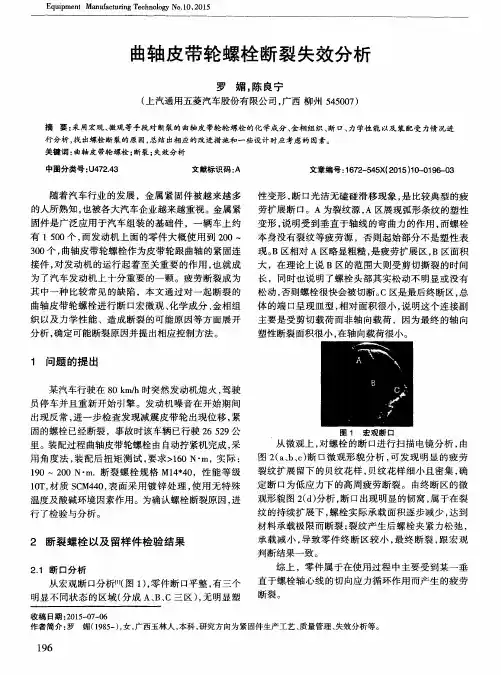
3断裂螺栓失效分析3.1断口宏观形貌分析宏观下,断裂螺栓断口具有脆性特征,如图1。
断口面位于螺栓的第五个螺纹处。
断口可分为三个区域:裂纹源区、裂纹扩展区和最终瞬断区。
未观察到疲劳断裂特征。
裂纹源区位于螺纹根部,其放大形貌,如图2。
在裂纹源区可观察到一扁长形状的原始裂纹,长约 5.5mm,深约0.8mm,在其旁有一半月形的锈蚀区。
螺栓的氢脆断裂氢脆断裂的种类很多,主要分为氢蚀断裂、白点断裂、氢化物致脆断裂和氢致延滞断裂。
螺钉氢脆断裂通常特指是氢致延滞断裂:氢原子侵入螺钉的基体材料,螺钉拧紧后,即螺钉沿轴线承受一定静载荷(拉伸应力),经过一段时间,突然发生脆性断裂。
螺钉氢脆断裂是常见的螺钉失效模式。
螺钉氢脆断裂通常发生于经过热处理和电镀处理的高强度普通螺纹螺钉和表面硬度较高的自攻螺纹螺钉,大多发生在螺钉头与螺杆或光杆与螺纹交接的部位。
螺钉氢脆断裂一般在螺钉组装后48小时内发生。
判定螺钉断裂是否为氢脆断裂最直观的方法是观察断口形貌。
用肉眼或低倍放大镜宏观观察:螺钉氢脆断裂断口与最大正应力方向基本垂直,断口平齐,无明显的塑性变形,断面明显可分成裂纹源区和裂纹扩展区两个区域,裂纹源区呈结晶颗粒状,颜色呈暗灰色,裂纹源区从螺纹的根部开始,沿着螺纹旋转的方向开裂;裂纹扩展区颜色呈银灰色,可见放射状条纹,条纹收敛于裂纹源区。
用扫描电镜或电子显微镜微观观察:裂纹源区呈沿晶断裂(晶界间存在微裂纹)形貌,并存在沿晶二次裂纹,晶粒轮廓鲜明,呈冰糖状,晶粒表面存在大量的鸡爪痕,裂纹扩展区主要呈准解理断裂(在正应力作用下产生的穿晶断裂,通常沿一定的严格的晶面分离,同时伴随一定的塑性变形痕迹)形貌,部分区域存在韧窝(小凹坑)及沿晶断裂形貌。
螺钉基体材料的氢含量也是判定是否为氢脆断裂的重要依据。
氢含量可用氧氮氢分析仪测得,主要是看含氢量相对于合格的螺钉或电镀处理前的螺钉是否有显著增加。
碳钢材料允许的氢含量尚无严格的标准,但氢对碳钢材料会造成损害是确定无疑的,含氢量的多寡仅表现为对碳钢材料损伤程度的差别。
螺钉的氢脆断裂机理非常复杂,自20世纪40年代螺钉氢脆断裂问题被发现以来,其断裂机理一直是学术界的研究热点,但至今还是没有统一的认知。
比较有名的理论有四种:氢压理论、氢表面吸附理论、晶格脆化理论和位错理论。
其中位错理论能相对较好地解释螺钉氢脆断裂的特点,位错理论认为:当温度低于某一临界温度时,基体材料中的氢在基体形变过程中形成某种气团。
13. 网架螺栓断裂原因分析对一个M39×131的网架螺栓在服役中发生断裂的原因进行分析。
螺栓由40Cr钢制造,并经调质热处理。
一、 外观螺栓断裂处位于杆部的第二个螺扣牙根处。
螺栓断裂部位未见塑性变形,断口有部分锈蚀。
二、 断口图1为螺栓断口的宏观照片。
图1 断口宏观形貌断口可明显分成三个区。
Ⅰ区为无明显花样的光滑区;Ⅱ区为呈海滩花样的条带区;Ⅲ区为最后断裂区——瞬断区,该区平面与螺栓轴线大体呈45°角,属于剪切断裂区。
由断口特征可以判断,螺栓断裂属于弯曲疲劳断裂。
为了更清晰的观察断口三个区的形貌,将三个区进行局部放大观察(图2)Ⅰ区 Ⅱ区(其中白道为滑伤)Ⅲ区图2 断口三个特征区的局部放大形貌8×由照片可见,Ⅰ区为疲劳裂纹萌生及缓慢扩展区。
螺纹在螺纹根部高应力集中区首先诱发裂纹,在周期交变应力的作用下,螺纹反复张合,产生摩擦挤压,因而形成光滑断面。
在该区裂纹起始部位(图中箭头所指),可见大量细小台阶,说明疲劳裂纹的产生是多源的,此系在缺口应力集中时疲劳裂纹产生的典型形貌特征。
Ⅱ区为疲劳裂纹快速扩展区,其形貌特征为有明显的且平行的海滩状前沿线,此系裂纹扩展时周期性伸展与停歇而留下的痕迹。
该区约占断口总面积的2/3。
Ⅲ区为最后断裂区,断口粗糙灰暗。
该区的形成为裂纹扩展至一定程度后(Ⅱ阶段结束),剩余断面不堪承受外力作用,瞬时被拉断的结果。
Ⅰ区和Ⅱ区占整个断口面积的90%以上。
三、 低倍、金相组织1.夹杂图3为螺栓材料中的非金属夹杂物,主要为球状不变形氧化物,评定为3级(GB 10561-1989)。
图3 夹杂物100×2.金相组织螺栓材料的金相组织为调质索氏体+部分断续网状铁素体和针状铁素体(魏氏组织)(图4)。
100× 500×图4 螺栓材料金相组织四、 初步分析意见1.螺栓的断裂属于弯曲疲劳断裂。
螺栓在服役过程中承受了单向弯曲交变应力(或者说双向弯曲交变应力,但其中一侧的应力远大于另一侧)。
螺栓早期失效原因分析与防范螺栓连接是机械零部件之间最广泛的联接方式之一,它广泛应用于工程机械、汽车、船舶、航天、化工、水利等各个领域,也是用量最大的标准件。
它的失效小则影响机器设备的使用功能,大则造成安全事故。
影响螺栓失效的因素有服役载荷、环境温度、环境介质,以及螺栓的本身质量性能;本文仅就螺栓本身质量造成早期失效的原因进行分析。
一、早期失效原因造成螺栓早期断裂原因主要有4个,它们往往又纠缠在一起,从而加剧进一步恶化螺栓性能,使得螺栓失效。
1、材料缺陷:材料表面皮下气孔是钢锭或钢坯的常见缺陷之一,在材料轧制和冷拔过程中表面皮下气孔被拉长,形成了表面微小裂纹(称为发纹),在螺栓制造过程中(冷镦、热处理)发生开裂造成废品,也可能在螺栓服役中发生断裂,造成失效。
皮下气孔低倍氢致裂纹断口扫描电镜2、氢致裂纹:也称延迟断裂,也是造成螺栓失效原因之一,螺栓制造过程中,需要热处理、酸洗和电镀,热处理介质中的氢、酸洗电镀液里的氢,扩散到螺栓金属材料中,富集在材料显微缺陷处,造成了显微缺陷处应力集中,增加材料的脆性,在外部应力作用下螺栓发生断裂。
3、热处理:热处理不当也是螺栓失效原因之一,淬火过程容易产生微裂纹,微裂纹就成为应力集中点,在高级别的螺栓中,屈强比高,塑性储备不足,微裂纹扩展快,造成了早期失效。
有些企业为了节约成本,省掉了消除应力回火工序,使得螺栓材料残余内应力(冷镦、淬火造成的)过大,往往在使用过程中突然断裂,断在螺栓头与螺杆的连接处。
淬火裂纹颈部圆角4、成型缺陷螺栓成型过程:螺栓头与螺杆连接处(螺颈)圆角成形不良、螺纹根部加工粗糙度精度低存在刀痕等,都会造成应力集中同时也是一个微裂纹,容易导致螺栓早期失效。
二、防范措施采用连铸连轧生产的盘条,是解决材料表面皮下气孔的基本办法;钢坯剥皮处理也是一个办法,不过加工量大,成本增加较多;真空精炼也是减少钢坯表面皮下气孔的有效办法。
解决氢致裂纹大都采用去氢处理工艺,在真空炉中或热油中加热2小时,让材料中的扩展氢逸出,从而消除氢致裂纹。
超高强度螺栓断裂失效分析摘要:螺栓作为重要的紧固件,其失效事故较多,危害极大。
其中,螺栓氢脆断裂是一种常见的失效模式。
由于氢脆主要与批次问题有关,因此危害更大。
螺纹连接是发动机部件之间最常用的连接,约占发动机连接的70%。
螺栓的应力特性决定了它是发动机的薄弱部分。
因此,连杆螺栓的失效分析和预防非常重要。
对超高强度螺栓的断裂失效进行了分析。
关键词:超高强度螺栓;断裂破坏;氢脆超高强度螺栓是经过铆接和焊接而发展起来的一种钢结构连接形式。
它具有结构简单、可拆卸、承载力大、抗疲劳、安全等优点。
因此,高强螺栓连接已发展成为工程安装的主要手段。
1例分析某轴承上使用了某种类型的高强度螺栓,其强度要求非常高。
经过5个月的生产检验合格后,发现部分螺栓螺纹处相继断裂。
该类高强螺栓为铰孔螺栓(螺纹长95mm),材质为35CrMnSiA钢,规格为M56,螺纹长235mm,强度要求符合gb/t3077-1999。
制造工艺如下:坯料电渣重熔→预处理→超声波探伤→粗加工(单边余量3~5mm)→淬火和回火处理(950℃淬火、630℃回火)→半精加工→淬火热处理(淬火温度900℃,310℃回火)→机械性能检查→完成→磁粉探伤(含螺纹)→表面油漆保护→装配目前,无损检测方法无法检测出螺栓内部0.2mm以下的微裂纹。
通过金相检验、氢含量检验和断口扫描电镜分析,对断裂的螺栓和未断裂的随机试样进行了检验,并分析了断裂原因。
2实验方法和结果2.1受试者。
试验对象为2个此类螺栓,包括断裂的铰制螺栓和1个相应的相同类型的未断裂螺栓。
2.2外观检查。
目测第一螺纹段铰制螺栓断口齐平,无塑性变形,断口垂直于轴线,为一次性脆性断裂。
断口附近有明显的腐蚀痕迹。
2.3化学成分分析。
对两个螺栓样品的化学成分进行了测试和分析。
结果表明,两个螺栓的化学成分均符合标准。
2.4氢含量检测。
对断裂铰孔螺栓和未断裂铰孔螺栓的光杆边缘、r/2和芯部进行了氢含量检测。
断裂和未断裂螺栓的光杆边缘和芯部的检测结果基本相同,r/2处的检测结果差异较大,分别为2.0×10-6和0.6×10-62.5断裂分析。