2、挤出棒材机头设计(精)
- 格式:ppt
- 大小:1.99 MB
- 文档页数:22
挤出机头设计与制造汇总第五章挤出机头设计及制造第一节挤出成型模具的分类及作用一、挤出成型模具包括两部分:机头和定型模?1.机头的作用机头是挤出塑料制件成型的主要部件,它使来自挤出机的熔融塑料由螺旋运动变为直线运动,并进一步化,产生必要的成型压力,保证塑件密实,从而获得截面形状一致的连续型材。
2.定型模的作用通常采用冷却?加压或抽真空的方法,将从口模中挤出的塑料的既定形状稳定下来,并对其进行精整,从而得到截面尺寸更为精确?表面更为光亮的塑料制件?3.机头的分类(1)按挤出成型的塑料制件分类:通常的挤出成型塑件有管材?棒材?板材?片材?网材、单丝?粒料?各种异型材?吹塑薄膜?电线电缆等?(2)按制品出口方向分类:可分为直向机头和横向机头,直向机头内料流方向与挤出机螺杆轴向一致,如硬管机头;横向机头内料流方向与挤出机螺杆轴向成某一角度,如电缆机头?(3)按机头内压力大小分类可分为低压机头(料流压力小于4MPa)?中压机头(料流压力为4—1OMPa)和高压机头(料流压力大于1OMPa).二、挤出成型模具的结构组成以典型的管材挤出成型机头为例,如图5-1所示,挤出成型模具的结构可分为以下几个主要部分?图5-1 管材挤出成型机头1-管道 2-定径管 3-口模 4-芯棒 5-调节螺钉6-分流器 7-分流器支架 8-机头体 9-过滤板10?11-电加热图(加热图)1.口模和芯模口模3是用来成型塑件的外表面的,芯棒4用来成型塑件的内表面的,所以口模和芯模决定了塑件的截面形状?2.过滤网和过滤板过滤网9的作用是将塑料熔体由螺旋运动转变为直线运动,过滤杂质,并形成一定的压力;过滤板又称多孔板, 同时还起支承过滤网的作用?3.分流器和分流器支架分流器6(又称鱼雷头)使通过它的塑料熔体分流变成薄环状以平稳地进入成型区,同时进一步加热和塑化;分流器支架7主要用来支承分流器及芯棒,同时也能对分流后的塑料熔体加强剪切混合作用,但产生的熔接痕影响塑件强度?小型机头的分流器与其支架可设计成一个整体?4.机头体机头体8相当于模架,用来组装并支承机头的各零件?机头体需与挤出机筒连接,连接处应密封以防塑料熔体泄漏?5.温度调节系统为了保证塑料熔体在机头中正常流动及挤出成型质量,机头上一般设有可以加热的温度调节系统,如图5-1所示的电加热圈10?11?6.调节螺钉图5-1所示调节螺钉5用来调节控制成型区内口模与芯棒间的环隙及同轴度, 以保证挤出塑件壁厚均匀?7.定型模离开成型区后的塑料熔体虽已具有给定的截面形状,但因其温度仍较高不能抵抗自重变形,为此需要用径套2对其进行冷却定型, 以使塑件获得良好的表面质量?准确的尺寸和几何形状?三、挤出机头设计原则1.内腔呈流线型为了使塑料熔体能沿着机头中的流道均匀平稳地流动而顺利挤出,机头的内腔应呈光滑的流线型,表面粗糙度应小于1.6-3.2m.2.足够的压缩比为使制品密实和消除因分流器支架造成的结合缝,根据制品和塑料种类不同,应设计足够的压缩比。

前言随着我国橡胶机械工业的快速发展,橡胶制品的应用范围也在不断扩大,因此对于挤出成型技术也有了更高的要求。
在挤出成型的一系列过程中,以温度的调节控制和熔融的物料进入挤出机机头以及橡胶在挤出机主机中塑化的过程最为重要。
螺杆作为橡胶挤出机主机的重要部件,它的设计加工已经很完善了。
随着各种各样的智能控制系统的发展,温度调节控制系统也取得了进展。
然而,挤出机机头的结构设计却仍然有很大的提升空间,并没有发展的很完善。
这是因为在挤出成型的整个过程中,会遇到各种复杂的情况。
而对4、工艺较易控制,生产操作起来比较简单,便于实现自动化生产。
设备占地面积小,污染少,易于保持清洁的生产环境。
5、可以实现一机多用。
对于同一台挤出机,只需更换机头,就能加工不同的制品。
挤出机机头是连接在机筒上的零件,挤出产品的形状取决于机头,其主要作用有:1、改变挤出物料的运动状态,由螺旋运动状态改变为直线运动。
2、为保证制品质量密实,使挤出物料产生一定的压力。
3、进一步促进物料塑化。
4、使物料的截面形状满足产品设计要求。
1挤出机机头设计要求概述1.1挤出机机头通用设计原则挤出机机头要遵循一定的合理的原则来进行相关设计,总结起来讲,主要有以下几个原则:1、为缩短清洗时间和组装时间,挤出机机头的零部件要尽量少,而且要注意各个零部件的相互配合以及对中性。
2、要尽量减少机头中相关的连接环节。
部件数量减少的同时不但可以节约成本,也2、流道中截面积大的区域流速也低,熔融的物料在这样的区域滞留的时间也就越长,这会引起像PE这样的热敏感型混合物料的降解。
针对这类材料,要服从最小流道体积原则,可以通过减小缝隙挤出机机头分配流道的方法,以便缩短挤出机机头的轴向长度。
3、机头流道中要避免物料流动方向的突变,也要防止截面积突变,即流道中不能有死角,所以各个位置的半径不能小于 3mm。
4、在设计挤出机机头的平行成型区时,要消退流道端部的可逆的形变,且要根据生产的产品的性质和所加工熔融物料来进行设计。
棒材挤出成型机头的结构简单与管材挤出成型机头在塑料加工行业中,挤出成型是一种常见的工艺方法,用于制造各种塑料制品。
挤出机是实现挤出成型的关键设备,而挤出机头则是挤出机中的一个重要组成部分,直接影响着挤出制品的质量和生产效率。
本文将重点介绍棒材挤出成型机头和管材挤出成型机头的结构特点和区别。
首先来看棒材挤出成型机头的结构。
棒材挤出成型主要用于生产各种规格和形状的塑料棒材,如圆棒、方棒等。
棒材挤出机头通常由进料口、压力室、挤出口等部分组成。
进料口用于将塑料颗粒送入压力室内,压力室内设置有螺杆,螺杆在旋转推动下将塑料颗粒挤压加热,并顺着机头内壁流动形成一定压力,最终通过挤出口将塑料挤出成型。
棒材挤出机头的结构相对简单,主要是通过螺杆的旋转推动实现塑料的挤出成型,适用于生产要求不高的塑料棒材制品。
相比之下,管材挤出成型机头的结构较为复杂。
管材挤出成型主要用于生产各种规格和形状的塑料管材,包括普通管、复合管等。
管材挤出机头通常由进料口、挤压螺杆、模头、冷却水箱等部分组成。
进料口的作用与棒材挤出机头类似,将塑料颗粒送入挤压螺杆内部。
挤压螺杆是管材挤出机头的核心部分,它通过旋转推动和挤压塑料颗粒,使其通过模头形成预定形状和尺寸的管材。
模头是管材挤出机头中非常关键的部分,它决定了最终管材的形状和尺寸。
在挤出成型过程中,管材需要经过冷却水箱,使其迅速冷却固化,保证管材的质量和稳定性。
总的来说,棒材挤出成型机头相对简单,结构清晰,适用于生产要求不高的塑料棒材制品;而管材挤出成型机头结构较为复杂,包括多个部件,需要更复杂的控制和调节,适用于生产要求更高的塑料管材制品。
在实际生产中,选择合适的挤出机头对于提高产品质量、提高生产效率具有重要意义。
不同类型的挤出机头在塑料加工行业中各自发挥着重要的作用,促进了塑料制品的多样化和高效生产。
1。

挤出机的机头与口模讲解发布时间:2011年5月17日源自:科瑞玛辛口模是安装在挤出机末端的有孔部件,它使挤出物形成规定的横截面形状。
口模连接件是位于口模和料筒之间的那部分,这种组合装置的某些部分有时称作机头或口模体。
由于许多口模的特性是相当复杂的,口模和口模体(机头)实际上是一由事。
因此,习惯上把安装在料筒末端的整个组合装置称为口模,但也有称作机头的。
筛板也是口模组合装置的组成部分,它是由多孔圆板组成,并安装在料筒和口模体之间。
筛板的主要作用是使物料由旋转运动变为直线运动,增加反压、支撑过滤网等。
过滤网是由不同数目和粗细金属丝组成,其作用是过滤熔融料流和增加料流阻力,以滤去机械杂质和提高混合或塑化效果。
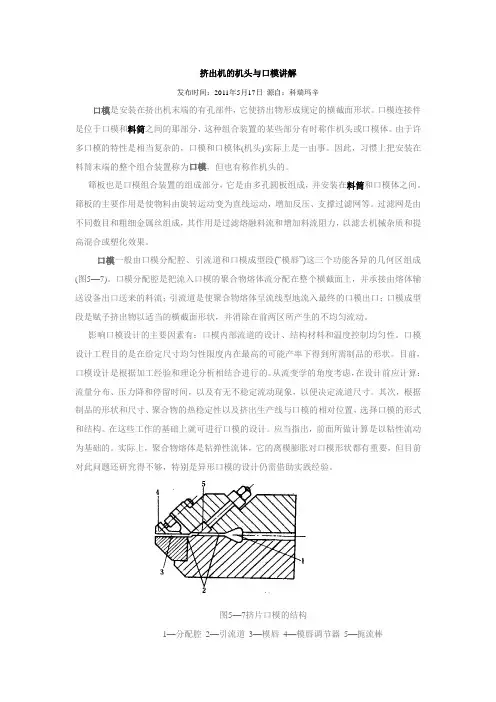
口模一般由口模分配腔、引流道和口模成型段(“模唇”)这三个功能各异的几何区组成(图5—7)。
口模分配腔是把流入口模的聚合物熔体流分配在整个横截面上,并承接由熔体输送设备出口送来的料流;引流道是使聚合物熔体呈流线型地流入最终的口模出口;口模成型段是赋予挤出物以适当的横截面形状,并消除在前两区所产生的不均匀流动。
影响口模设计的主要因素有:口模内部流道的设计、结构材料和温度控制均匀性。
口模设计工程目的是在给定尺寸均匀性限度内在最高的可能产率下得到所需制品的形状。
目前,口模设计是根据加工经验和理论分析相结合进行的。
从流变学的角度考虑,在设计前应计算:流量分布、压力降和停留时间,以及有无不稳定流动现象,以便决定流道尺寸。
其次,根据制品的形状和尺寸、聚合物的热稳定性以及挤出生产线与口模的相对位置,选择口模的形式和结构。
在这些工作的基础上就可进行口模的设计。
应当指出,前面所做计算是以粘性流动为基础的。
实际上,聚合物熔体是粘弹性流体,它的离模膨胀对口模形状都有重要,但目前对此问题还研究得不够,特别是异形口模的设计仍需借助实践经验。
图5—7挤片口模的结构1—分配腔2—引流道3—模唇4—模唇调节器5—扼流棒1.圆孔口模在挤出塑料圆棒、单丝和造粒所用口模,均具有圆形出口的横截面,这就是圆孔口模。

挤出成型机头的设计要点是什么
挤出成型机是一种常见的塑料加工设备,而挤出成型机头则是整个挤出成型机中非常关键的部件之一。
挤出成型机头的设计直接影响着挤出成型的效率和产品质量。
下面将探讨一下挤出成型机头的设计要点。
首先,挤出成型机头的材质选择非常重要。
由于挤出过程中会受到高温高压的影响,挤出成型机头必须选择耐高温、耐腐蚀的材料。
常见的挤出成型机头材质包括不锈钢、硬质合金等。
合适的材质可以保证挤出成型机头在长时间高强度工作下不易损坏,延长使用寿命。
其次,挤出成型机头的结构设计也至关重要。
挤出成型机头通常包括进料口、螺杆、模具口等部件。
合理的结构设计可以确保料料均匀并且顺畅地挤出,避免产生气泡、流痕等缺陷。
同时,挤出成型机头的结构设计也需要考虑易于清洁和维护,以便日常操作和维护。
另外,挤出成型机头的温控系统也是设计中需要考虑的重点之一。
挤出成型机头需要能够精确控制温度,以确保挤出材料能够在适宜的温度下顺利挤出,避免由于温度不当而导致产品质量下降或者机头过热而损坏的情况发生。
因此,优秀的挤出成型机头设计应该考虑到温控系统的稳定性和精确度。
最后,挤出成型机头的流道设计也是设计要点之一。
挤出成型机头需要经过精密的流道设计,以确保挤出材料的均匀性和稳定性。
一个优秀的流道设计可以减少流变效应对挤出过程的干扰,提高挤出效率和产品质量。
综上所述,挤出成型机头的设计要点包括材质选择、结构设计、温控系统和流道设计等方面。
只有在这些方面都考虑到位,才能设计出性能稳定、效率高的挤出成型机头,为挤出成型工艺提供强有力的支持。
1。
挤出成型机头的设计要点挤出成型机头是塑料挤出成型设备中至关重要的部件,其设计的好坏直接影响着挤出产品的质量和生产效率。
下面将介绍挤出成型机头的设计要点,以期帮助相关从业者更好地了解这一关键技术。
挤出成型机头类型与选择挤出成型机头的类型多种多样,常见的有直纹挤出机头、交换式机头、螺杆机头等。
选择适合自身生产需求的机头类型至关重要。
直纹挤出机头适用于生产同一种类产品,交换式机头适用于频繁更换生产品种,螺杆机头适用于需要高压力、高温的生产工艺。
根据生产需求和材料特性选择合适的机头类型至关重要。
机头几何结构设计挤出成型机头的几何结构设计是影响产品尺寸精度、表面光洁度的重要因素。
合理的机头几何结构设计应考虑材料流动、升温均匀、减少料头压力等因素,从而确保挤出产品质量。
通过优化出口形状、设置合适的过渡段,可以有效降低产品挤出时的应力集中,避免产品变形或表面缺陷。
机头材质选择挤出成型机头的材质选择直接关系到机头的使用寿命和生产效率。
通常采用优质合金钢、特殊耐磨材料等制作机头,以增强机头的耐磨性和耐腐蚀性。
此外,对于特殊要求的挤出产品,还可以对机头进行表面涂层处理以提高使用寿命。
温度控制挤出成型机头在加工过程中需要保持恒定的温度,以确保挤出产品的物理性能和外观质量。
因此,机头应设计有合理的温度控制系统,可以实现精确的温度调节。
一般情况下,采用加热螺纹和冷却通道相结合的方式来实现对机头温度的精确控制。
清洁与维护挤出成型机头在生产过程中容易受到塑料材料残渣的堵塞,因此需要定期清洁和维护。
清洁机头时应谨慎操作,避免损坏机头表面,影响其挤出产品的质量。
定期检查机头的磨损情况,并根据需要进行及时更换。
综上所述,挤出成型机头的设计要点包括机头类型选择、几何结构设计、材质选择、温度控制以及清洁与维护等方面。
只有全面考虑这些因素,合理设计和维护机头,才能确保挤出产品的质量和生产效率,提高生产制造的竞争力。
第五章挤出机头设计及制造第一节挤出成型模具的分类及作用一、挤出成型模具包括两部分:机头和定型模。1.机头的作用机头是挤出塑料制件成型的主要部件,它使来自挤出机的熔融塑料由螺旋运动变为直线运动,并进一步化,产生必要的成型压力,保证塑件密实,从而获得截面形状一致的连续型材。
2.定型模的作用通常采用冷却、加压或抽真空的方法,将从口模中挤出的塑料的既定形状稳定下来,并对其进行精整,从而得到截面尺寸更为精确、表面更为光亮的塑料制件。3.机头的分类(1)按挤出成型的塑料制件分类:通常的挤出成型塑件有管材、棒材、板材、片材、网材、单丝、粒料、各种异型材、吹塑薄膜、电线电缆等。(2)按制品出口方向分类:可分为直向机头和横向机头,直向机头内料流方向与挤出机螺杆轴向一致,如硬管机头;横向机头内料流方向与挤出机螺杆轴向成某一角度,如电缆机头。(3)按机头内压力大小分类可分为低压机头(料流压力小于4MPa)、中压机头(料流压力为4—1OMPa)和高压机头(料流压力大于1OMPa).二、挤出成型模具的结构组成以典型的管材挤出成型机头为例,如图5-1所示,挤出成型模具的结构可分为以下几个主要部分。图5-1 管材挤出成型机头1-管道 2-定径管 3-口模 4-芯棒 5-调节螺钉6-分流器 7-分流器支架 8-机头体 9-过滤板10、11-电加热图(加热图)1.口模和芯模口模3是用来成型塑件的外表面的,芯棒4用来成型塑件的内表面的,所以口模和芯模决定了塑件的截面形状。2.过滤网和过滤板过滤网9的作用是将塑料熔体由螺旋运动转变为直线运动,过滤杂质,并形成一定的压力;过滤板又称多孔板, 同时还起支承过滤网的作用。3.分流器和分流器支架分流器6(又称鱼雷头)使通过它的塑料熔体分流变成薄环状以平稳地进入成型区,同时进一步加热和塑化;分流器支架7主要用来支承分流器及芯棒,同时也能对分流后的塑料熔体加强剪切混合作用,但产生的熔接痕影响塑件强度。小型机头的分流器与其支架可设计成一个整体。4.机头体机头体8相当于模架,用来组装并支承机头的各零件。机头体需与挤出机筒连接,连接处应密封以防塑料熔体泄漏。5.温度调节系统为了保证塑料熔体在机头中正常流动及挤出成型质量,机头上一般设有可以加热的温度调节系统,如图5-1所示的电加热圈10、11。6.调节螺钉图5-1所示调节螺钉5用来调节控制成型区内口模与芯棒间的环隙及同轴度, 以保证挤出塑件壁厚均匀。7.定型模离开成型区后的塑料熔体虽已具有给定的截面形状,但因其温度仍较高不能抵抗自重变形,为此需要用径套2对其进行冷却定型, 以使塑件获得良好的表面质量、准确的尺寸和几何形状。三、挤出机头设计原则1.内腔呈流线型为了使塑料熔体能沿着机头中的流道均匀平稳地流动而顺利挤出,机头的内腔应呈光滑的流线型,表面粗糙度应小于1.6-3.2m.2.足够的压缩比为使制品密实和消除因分流器支架造成的结合缝,根据制品和塑料种类不同,应设计足够的压缩比。