棒材轧钢工艺介绍知识讲解
- 格式:ppt
- 大小:310.50 KB
- 文档页数:22

轧钢工艺基础知识目录一、轧钢工艺概述 (2)1.1 轧钢定义及发展历程 (3)1.2 轧钢工艺分类及特点 (4)二、轧钢设备 (6)2.1 轧机设备 (7)2.2 辅助设备 (8)2.3 控制系统 (9)三、轧钢基本原理 (11)3.1 金属的塑性变形 (11)3.2 剪切应力与剪切力 (12)3.3 影响轧制过程的主要因素 (14)四、轧钢工艺流程 (15)4.1 钢的熔炼与铸造 (16)4.2 热轧工艺 (18)4.3 冷轧工艺 (19)4.4 后处理工艺 (21)五、轧制质量控制 (22)5.1 影响轧制质量的因素 (23)5.2 质量检测方法与标准 (24)六、轧钢安全生产与环保 (25)6.1 安全生产操作规程 (27)6.2 环保设施与要求 (28)七、轧钢工艺发展趋势 (29)7.1 新技术应用 (30)7.2 节能减排与可持续发展 (32)一、轧钢工艺概述轧钢工艺定义与目的:轧钢工艺是指通过旋转轧辊对加热后的钢坯进行压力加工,使其塑性变形,从而获得所需形状和尺寸的钢材。
其目的是提高钢材的力学性能和表面质量,满足不同的使用需求。
原料准备:包括铁水预处理、转炉冶炼、连铸或模铸等工序,以获取所需的钢坯。
钢坯加热:将钢坯加热至适宜的温度,以提高其塑性,便于后续的轧制过程。
轧制过程:在轧机的作用下,通过轧辊的旋转和挤压,使钢坯逐渐变形,达到所需的形状和尺寸。
产品后处理:包括冷却、矫直、切割、热处理等工序,以提高钢材的性能和表面质量。
轧钢工艺的重要性:轧钢工艺是钢铁生产过程中的关键环节,对于提高钢材质量、降低能耗、提高生产效率具有重要意义。
掌握轧钢工艺基础知识对于从事钢铁行业的工作人员来说至关重要。
轧钢工艺的发展趋势:随着科技的发展,轧钢工艺不断进行创新和改进,如连轧技术的广泛应用、高精度轧制技术的研发等。
环保和可持续发展也成为轧钢工艺发展的重要方向,如节能减排、资源循环利用等。
轧钢工艺是钢铁生产过程中不可或缺的一环,对于提高钢材质量、满足市场需求具有重要意义。
棒材直接轧制摘要:1.棒材直接轧制的定义和特点2.棒材直接轧制的工艺流程3.棒材直接轧制的应用领域4.棒材直接轧制的优势和局限性正文:棒材直接轧制是一种将金属材料通过轧制设备直接加工成棒材的工艺方法。
这种工艺具有高效、节能、成本低等优点,广泛应用于金属加工领域。
下面将从棒材直接轧制的定义和特点、工艺流程、应用领域以及优势和局限性四个方面进行详细介绍。
一、棒材直接轧制的定义和特点棒材直接轧制是指将金属材料在轧制设备上直接轧制成棒材的加工方法。
这种工艺具有以下特点:1.高效:棒材直接轧制过程连续进行,生产效率高。
2.节能:与其他金属加工工艺相比,棒材直接轧制能耗较低。
3.成本低:棒材直接轧制工艺简化了生产流程,降低了生产成本。
二、棒材直接轧制的工艺流程棒材直接轧制的工艺流程主要包括以下几个步骤:1.准备:将待加工的金属材料进行预热处理,以保证其具有良好的塑性。
2.轧制:将预热后的金属材料送入轧制设备进行连续轧制,使其形状和尺寸发生变化。
3.冷却:轧制后的棒材进行冷却处理,以提高其力学性能。
4.成品:经过冷却处理后的棒材即为成品,可根据需求进行后续加工。
三、棒材直接轧制的应用领域棒材直接轧制广泛应用于以下领域:1.钢铁行业:生产各种规格和形状的钢材,如螺纹钢、圆钢等。
2.有色金属加工:生产铜、铝等有色金属的棒材。
3.矿山、冶金、建筑等领域:用于制作矿山支护材料、建筑钢筋等。
四、棒材直接轧制的优势和局限性棒材直接轧制的优势主要体现在高效、节能、成本低等方面。
但是,这种工艺也存在一定的局限性,如生产出的棒材尺寸和形状精度相对较低,对于高精度要求的产品可能不适用。
因此,在选择棒材直接轧制工艺时,需要综合考虑生产需求和工艺特点。
总之,棒材直接轧制作为一种高效、节能的金属加工工艺,在多个领域得到了广泛应用。


轧钢生产工艺流程介绍1、棒材生产线工艺流程钢坯验收→加热→轧制→倍尺剪切→冷却→剪切→检验→包装→计量→入库(1)钢坯验收〓钢坯质量是关系到成品质量的关键,必须经过检查验收。
①、钢坯验收程序包括:物卡核对、外形尺寸测量、表面质量检查、记录等。
②、钢坯验收依据钢坯技术标准和内控技术条件进行,不合格钢坯不得入炉。
(2)、钢坯加热钢坯加热是热轧生产工艺过程中的重要工序。
①、钢坯加热的目的钢坯加热的目的是提高钢的塑性,降低变形抗力,以便于轧制;正确的加热工艺,还可以消除或减轻钢坯内部组织缺陷。
钢的加热工艺与钢材质量、轧机产量、能量消耗、轧机寿命等各项技术经济指标有直接关系。
②、三段连续式加热炉所谓的三段即:预热段、加热段和均热段。
预热段的作用:利用加热烟气余热对钢坯进行预加热,以节约燃料。
(一般预加热到300~450℃)加热段的作用:对预加热钢坯再加温至1150~1250℃,它是加热炉的主要供热段,决定炉子的加热生产能力。
均热段的作用:减少钢坯内外温差及消除水冷滑道黑印,稳定均匀加热质量。
③、钢坯加热常见的几种缺陷a、过热钢坯在高温长时间加热时,极易产生过热现象。
钢坯产生过热现象主要表现在钢的组织晶粒过分长大变为粗晶组织,从而降低晶粒间的结合力,降低钢的可塑性。
过热钢在轧制时易产生拉裂,尤其边角部位。
轻微过热时钢材表面产生裂纹,影响钢材表面质量和力学性能。
为了避免产生过热缺陷,必须对加热温度和加热时间进行严格控制。
b、过烧钢坯在高温长时间加热会变成粗大的结晶组织,同时晶粒边界上的低熔点非金属化合物氧化而使结晶组织遭到破坏,使钢失去应有的强度和塑性,这种现象称为过烧。
过烧钢在轧制时会产生严重的破裂。
因此过烧是比过热更为严重的一种加热缺陷。
过烧钢除重新冶炼外无法挽救。
避免过烧的办法:合理控制加热温度和炉内氧化气氛,严格执行正确的加热制度和待轧制度,避免温度过高。
c、温度不均钢坯加热速度过快或轧制机时产量大于加热能力时易产生这种现象。
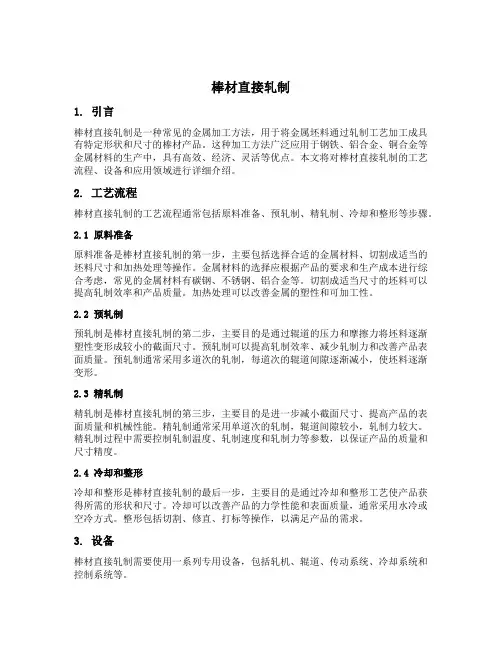
棒材直接轧制1. 引言棒材直接轧制是一种常见的金属加工方法,用于将金属坯料通过轧制工艺加工成具有特定形状和尺寸的棒材产品。
这种加工方法广泛应用于钢铁、铝合金、铜合金等金属材料的生产中,具有高效、经济、灵活等优点。
本文将对棒材直接轧制的工艺流程、设备和应用领域进行详细介绍。
2. 工艺流程棒材直接轧制的工艺流程通常包括原料准备、预轧制、精轧制、冷却和整形等步骤。
2.1 原料准备原料准备是棒材直接轧制的第一步,主要包括选择合适的金属材料、切割成适当的坯料尺寸和加热处理等操作。
金属材料的选择应根据产品的要求和生产成本进行综合考虑,常见的金属材料有碳钢、不锈钢、铝合金等。
切割成适当尺寸的坯料可以提高轧制效率和产品质量。
加热处理可以改善金属的塑性和可加工性。
2.2 预轧制预轧制是棒材直接轧制的第二步,主要目的是通过辊道的压力和摩擦力将坯料逐渐塑性变形成较小的截面尺寸。
预轧制可以提高轧制效率、减少轧制力和改善产品表面质量。
预轧制通常采用多道次的轧制,每道次的辊道间隙逐渐减小,使坯料逐渐变形。
2.3 精轧制精轧制是棒材直接轧制的第三步,主要目的是进一步减小截面尺寸、提高产品的表面质量和机械性能。
精轧制通常采用单道次的轧制,辊道间隙较小,轧制力较大。
精轧制过程中需要控制轧制温度、轧制速度和轧制力等参数,以保证产品的质量和尺寸精度。
2.4 冷却和整形冷却和整形是棒材直接轧制的最后一步,主要目的是通过冷却和整形工艺使产品获得所需的形状和尺寸。
冷却可以改善产品的力学性能和表面质量,通常采用水冷或空冷方式。
整形包括切割、修直、打标等操作,以满足产品的需求。
3. 设备棒材直接轧制需要使用一系列专用设备,包括轧机、辊道、传动系统、冷却系统和控制系统等。
3.1 轧机轧机是棒材直接轧制的核心设备,用于通过辊道的压力和摩擦力将金属坯料塑性变形成棒材产品。
轧机通常由上辊和下辊组成,辊道间隙可以调节,以适应不同的轧制需求。
轧机的类型和规格根据产品的要求和生产能力确定。
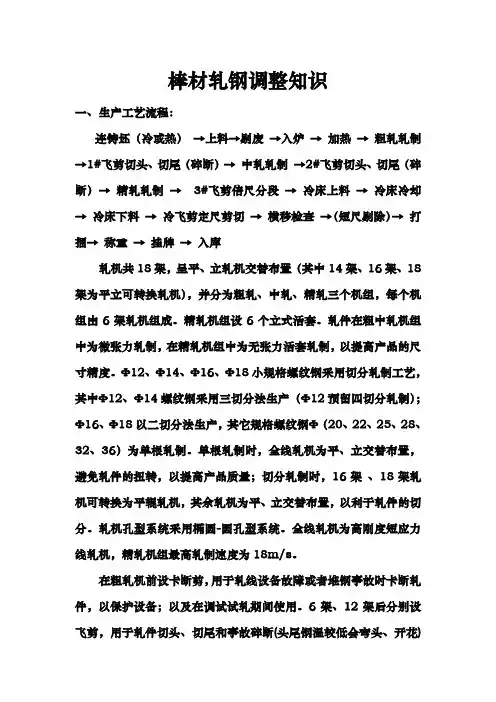
棒材轧钢调整知识一、生产工艺流程:连铸坯(冷或热)→上料→剔废→入炉→加热→粗轧轧制→1#飞剪切头、切尾(碎断)→中轧轧制→2#飞剪切头、切尾(碎断)→精轧轧制→3#飞剪倍尺分段→冷床上料→冷床冷却→冷床下料→冷飞剪定尺剪切→横移检查→(短尺剔除)→打捆→称重→挂牌→入库轧机共18架,呈平、立轧机交替布置(其中14架、16架、18架为平立可转换轧机),并分为粗轧、中轧、精轧三个机组,每个机组由6架轧机组成。
精轧机组设6个立式活套。
轧件在粗中轧机组中为微张力轧制,在精轧机组中为无张力活套轧制,以提高产品的尺寸精度。
Φ12、Φ14、Φ16、Φ18小规格螺纹钢采用切分轧制工艺,其中Φ12、Φ14螺纹钢采用三切分法生产(Φ12预留四切分轧制);Φ16、Φ18以二切分法生产,其它规格螺纹钢Φ(20、22、25、28、32、36)为单根轧制。
单根轧制时,全线轧机为平、立交替布置,避免轧件的扭转,以提高产品质量;切分轧制时,16架、18架轧机可转换为平辊轧机,其余轧机为平、立交替布置,以利于轧件的切分。
轧机孔型系统采用椭圆-圆孔型系统。
全线轧机为高刚度短应力线轧机,精轧机组最高轧制速度为18m/s。
在粗轧机前设卡断剪,用于轧线设备故障或者堆钢事故时卡断轧件,以保护设备;以及在调试试轧期间使用。
6架、12架后分别设飞剪,用于轧件切头、切尾和事故碎断(头尾钢温较低会弯头、开花)轧件切头及碎断部分落入平台下的废料斗内,由叉车将废料斗运出车间;精轧机组后设3#飞剪,用于轧件的倍尺分段剪切,3#飞剪具有优化剪切功能以保证尾段轧件顺利上冷床。
中轧机组及精轧机组,以细化轧件晶粒,实现轧件的在线热处理,为生产III级及以上螺纹钢筋提供必要的技术保证。
经3#飞剪剪切后的轧件,在冷床上料辊道上提速后,在设定的时间,冷床上料机构的滑板下降,轧件滚落到冷床入口的矫直板上,冷床动齿条动作一次,轧件向前步进一步。
轧件在步进式齿条冷床上边步进边冷却,并由齐头辊将棒材尾部对齐。
轧钢厂棒材工艺流程
钢坯验收:钢坯质量是关系到成品质量的关键,必须经过检查验收。
钢坯加热:钢坯加热是热轧生产工艺过程中的重要工序。
钢坯加热的目的是提高钢的塑性,降低变形抗力,以便于轧制。
轧制:将连铸得到的坯料送入轧机进行粗轧、精轧和终轧等多道次变形加工。
倍尺剪切:从精轧机组轧出的棒材产品,经一组辊道送至成品倍尺飞剪分段剪切。
冷却:分段剪切后的棒材由冷床输入辊道和带摩擦制动滑板的滑板辊道送入冷床,冷床为步进齿条式,入口侧设有矫直板。
棒材在冷床上矫直、冷却。
剪切:剪成定尺的棒材由辊道送出,并由卸钢小车平托再移送检查台架上,经过检查、移送、短尺剔除后,合格的定尺材通过人工计数后,进行收集、人工打捆。
检验:在棒材制造的过程中,需要对产品进行质量检测和控制,以保证产品的合格率和性能。
包装:打捆后的棒材由辊道送出,成品收集台架升降链将棒材托起、移送,并安放在称量装置上。
称量后的棒材送至成品收集台架,挂标牌后由吊车吊运至成品库有序堆存。
棒材工艺教程:轧制原理1. 简介轧制是一种常用的金属加工工艺,用于将金属材料加工成条形、面板或棒材的形状。
棒材是一种常见的金属产品,广泛应用于建筑、制造和其他行业。
本教程将介绍棒材的轧制原理及相关工艺。
2. 轧制方法棒材的轧制主要有两种方法,分别是冷轧和热轧。
2.1 冷轧冷轧是指在常温下对金属进行轧制。
其主要工艺流程包括下述几个步骤:1.材料准备:选择适当的金属材料,并根据需要将其切割成合适的尺寸。
2.加热退火:将材料加热至一定温度,然后进行退火处理,以改善材料的塑性和可加工性。
3.直道轧制:将加热退火后的材料送入轧辊间,通过轧制机构的作用,将材料逐渐压制成所需的形状。
轧辊间的间隙可以根据需要进行调整,以控制棒材尺寸的精度。
4.冷却处理:轧制后的棒材需要进行冷却处理,以提高材料的强度和硬度。
5.切割定尺:将冷却后的棒材按照需要的长度进行切割。
2.2 热轧热轧是指在高温下对金属进行轧制。
其工艺流程与冷轧有所差异:1.加热:将金属材料加热至合适的温度,通常高于其再结晶温度。
高温能够提高金属的塑性,使得轧制更加容易进行。
2.轧制:将加热后的金属材料送入预热轧机中,通过轧辊的作用将材料压制成所需的形状。
3.冷却处理:热轧后的棒材需要进行冷却处理,以提高材料的强度和硬度。
4.切割定尺:将冷却后的棒材按照需要的长度进行切割。
3. 轧制原理3.1 原理介绍轧制原理可以简单地描述为:通过轧辊施加的力使金属材料发生塑性变形,从而改变其断面形状和尺寸。
轧制过程中,材料在轧辊间经历了挤压、剪切、弯曲等力的作用,最终实现了棒材的塑性变形。
3.2 轧辊和轧制力轧辊是轧机中最重要的部件之一,它们负责施加压力,并将材料引导到适当位置。
轧制力由辊缝、轧制速度、材料性质等因素决定。
对于冷轧,辊缝较小,轧制力会比热轧大;而对于热轧,辊缝较大,轧制力较小。
3.3 形变和再结晶轧制过程中,金属材料会发生塑性变形。
随着变形的进行,材料的应力和形变逐渐增加,超过一定程度后,材料内部会发生再结晶现象。
轧钢工艺基本知识目录一、轧钢工艺概述 (2)1. 轧钢定义及发展历程 (3)2. 轧钢工艺分类及特点 (4)二、轧钢设备 (5)1. 轧机设备 (5)2. 辅助设备 (6)2.1 钢材切割设备 (7)2.2 矫直设备 (8)2.3 切头剪 (9)2.4 剪切机 (11)2.5 自动化控制系统 (12)三、轧制基本原理 (13)1. 金属的塑性变形 (15)2. 轧制力矩与力偶 (15)3. 轧制速度与轧制温度 (17)4. 轧制力与轧制变形的关系 (19)四、轧制工艺流程 (20)1. 钢材的轧制工艺流程 (20)2. 特殊轧制工艺简介 (21)五、轧制质量控制 (23)1. 影响轧制质量的因素 (24)2. 质量检测方法与标准 (25)3. 质量控制体系 (27)六、轧钢工艺新技术 (28)1. 超快速轧制技术 (29)2. 可控气氛轧制技术 (30)3. 连续轧制技术 (32)4. 材料仿真模拟技术 (33)七、轧钢安全生产与环保 (34)1. 轧钢生产安全操作规程 (35)2. 能源管理与环保措施 (37)一、轧钢工艺概述轧钢工艺是钢铁生产流程中的关键环节之一,它涉及到将熔融的钢水通过一系列工序转变为具有特定形状、尺寸和性能要求的钢材。
轧钢工艺的基本知识涵盖了从原料准备、加热、轧制、冷却到成品检验和处理的整个过程。
这一工艺对于提高钢材质量、优化生产效率和降低成本具有重要意义。
原料准备:选择符合要求的钢坯,对其进行表面检查、尺寸测量和化学成分分析,确保原料质量。
加热:将钢坯加热至适宜的温度,以使其达到轧制所需的塑性状态,同时降低轧制过程中的能耗。
轧制:通过轧机对加热后的钢坯进行多次连续轧制,使其逐渐变形为所需的形状和尺寸。
冷却:对轧制后的钢材进行适当冷却,以控制其组织结构和性能,并提高表面质量。
成品检验与处理:对轧制完成的钢材进行质量检验,包括外观检查、化学分析、力学性能测试等,以确保产品质量。