A0-10产能分析表
- 格式:xls
- 大小:858.00 KB
- 文档页数:19

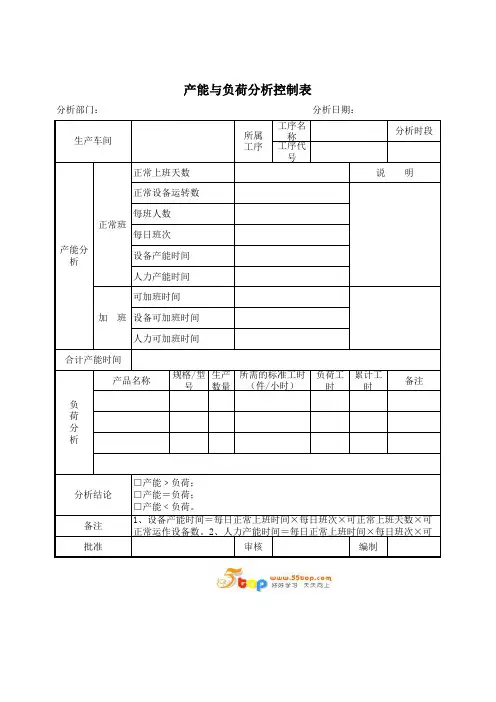
产能分析报告表格模板概述本文档旨在为制定产能分析报告提供表格模板,以便用户可以更加方便和高效地进行产能分析。
1. 产能分析指标在进行产能分析之前,首先需要确定合适的产能分析指标。
以下是一些常用的产能分析指标:1.1 产能利用率产能利用率是指实际产能与理论产能之间的比率,用于衡量企业在特定时间段内实现产品或服务的能力。
产能利用率的计算公式如下:产能利用率 = 实际产能 / 理论产能1.2 产能率产能率是指在特定时间段内实际产出的产品或服务数量与理论产能之间的比率。
产能率的计算公式如下:产能率= 实际产出量 / 理论产能1.3 产能缺口产能缺口是指实际产出量与市场需求量之间的差距。
产能缺口可以帮助企业确定是否需要增加产能或调整生产计划。
产能缺口的计算公式如下:产能缺口 = 实际产出量 - 市场需求量2. 表格模板下面是一个使用表格展示产能分析报告的模板。
用户只需要根据实际情况填入相应数据即可。
时间段理论产能实际产能产能利用率实际产出量产能率市场需求量产能缺口2020年1月1000 900 90% 800 80% 1000 -2002020年2月1200 1100 91.7% 1000 83.3% 1200 -2002020年3月1300 1200 92.3% 1100 84.6% 1300 -2002020年4月1500 1400 93.3% 1300 86.7% 1500 -2002020年5月1600 1500 93.8% 1400 87.5% 1600 -200 ……………………3. 使用说明用户只需要按照自己的需求填入表格模板中的数据即可。
具体步骤如下:1.将时间段填写在“时间段”一栏中;2.将相应时间段的理论产能填写在“理论产能”一栏中;3.将相应时间段的实际产能填写在“实际产能”一栏中;4.根据实际情况计算并填写相应时间段的产能利用率、实际产出量、产能率、市场需求量和产能缺口。
4. 结论通过使用本表格模板进行产能分析,用户可以更好地了解企业在特定时间段内的产能状况,并根据产能指标进行相应的调整和决策。
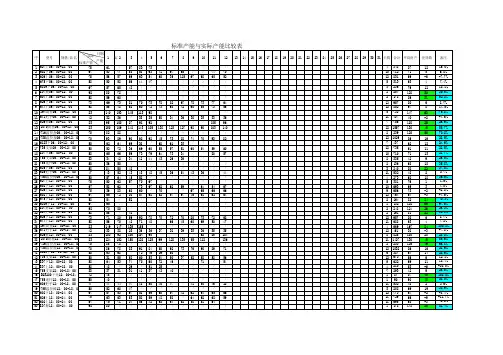
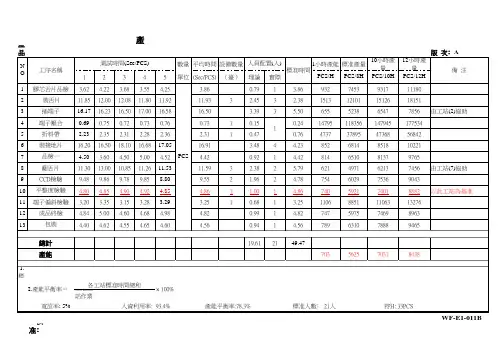
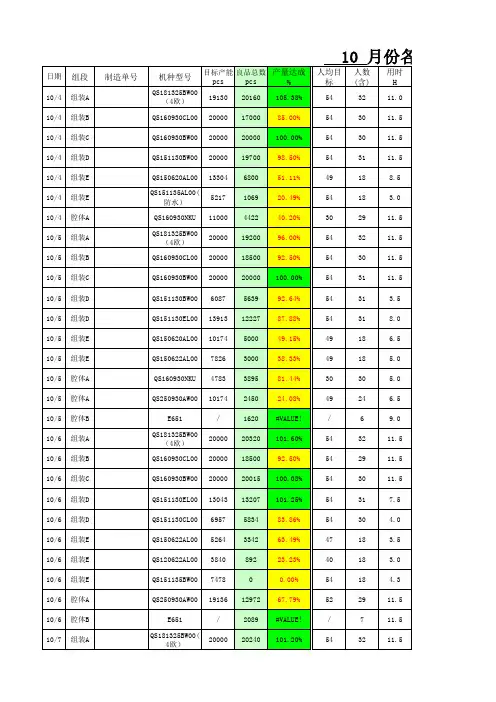
标准产能与实际产能比较表序型号规格/品名1 实2 34567 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 天数 合计 平均时产 差异数备注 1 627上06:00-12:00 75 61/ 57 83 73/ // / / / /4 348 87 12 16.0% 2 602下06:00-12:00 67 53 77 53 53 63 71 67 65 / / 74 7010 712 71 5 6.8% 3 626上06:00-12:00 75 56 57 69 63 54 6035 115 67 68 60 5212 831 69 -6 -7.7% 4 675下06:00-12:00 58 50 58 56 44 47/ / / / / / / 5 313 63 4 7.4% 5 6109下06:00-12:00 67 57 65 48 / / / / / / / / / 3 236 79 12 18.1% 6 E37握06:00-12:00 98 80 78 / / / / / / / / / / 2 257 128 30 30.5% 7 604上06:00-12:00 58 59 60 / / / / / / / / / / 2 178 89 31 52.3% 8 626下06:00-12:00 73 69 73 81 70 73 78 82 67 78 73 77 6412 957 80 6 8.7% 9 644上06:00-12:00 58 55 48 58 60 72 7363 72 60 55 73 5612 802 67 8 14.5% 10 197隔基06:00-12:00 83 140 153145 113 98/ / / / / / / 5 733 147 63 75.8% 11 641把手06:00-12:00 4232 36 / 33 35 5034 36 38 33 33 36 11 437 40 -2 -4.6% 12 626握06:00-12:00 83 95 100 87 98 92/ / / / / 105 96 7 756 108 25 29.6% 13 1070隔基06:00-12:00 83 150 109 148 143 105 138 123 127 98 90 103 140 12 1557 130 46 55.7% 14 716温控盒06:00-12:0 70 82 88 / / / / / / / / / / 2 239 120 50 70.8% 15 735温控盒06:00-12:0 70 93 8990 68 92 4573 88 74 70 93 82 12 1029 86 16 22.5% 16 6123下06:00-12:00 50 62 64 69 30/ 68 61 33 / / / / 7 437 62 12 24.9% 17 735支架06:00-12:00 50 52 72 36 69 60 55 57 51 60 54 59 60 12 735 61 11 22.5% 18 E37下06:00-12:00 58 65 66 59 73 79 64 73 34 / / 80 57 10 710 71 13 21.7% 20 755支架06:00-12:00 33 34 4234 42 44 43 26 36 / / / / 8 335 42 9 25.5% 21 755连杆06:00-12:00 50 36 50 / / / // / / / / /2 136 68 18 35.8% 22 616上06:00-12:00 58 84 50 48/ / / / / / / / / 3 240 80 22 37.0% 23 686把手06:00-12:00 47 43 52 43 43 48 4536 54 43 36 / 44 11 532 48 2 3.7% 24 755温控棒06:00-12:0 50 57 64 45 58/ / / / / / / / 4 273 68 18 36.5% 25 627上12:00-18:00 75 50 6257 70 67/ / / / / / / 5 381 76 1 1.6% 26 602下12:00-18:00 67 58 62 / 73 67 6262 59 / 64 54 67 10 693 69 3 4.0% 27 626上12:00-18:00 75 36 83 68 60/ 70 / / 67 65 66 66 9 656 73 -2 -2.8% 28 602上12:00-18:00 67 66 7230 54 68 5257 67 46 61 62 64 12 764 64 -3 -4.6% 29 675下12:00-18:00 58 54/ 52 / / / / / / / / / 2 164 82 24 40.3% 30 6109下12:00-18:00 67 65 / / / / / / / / / / / 1 132 132 65 97.5% 31 E37握12:00-18:00 98 70 80/ / / // / / / / / 2 248 124 26 26.3% 32 604上12:00-18:00 58 55/ 48/ / / / / / / / / 2 161 81 22 38.1% 33 626下12:00-18:00 73 71 80 59 92 78 7072 70 80 73 72 68 12 957 80 6 8.7% 34 644上12:00-18:00 58 56 70 48 71 48 / 66 45 60 69 50 47 11 688 63 4 7.2% 35 197隔基12:00-18:00 83 149 147 135 155/ / / / / / / / 4 669 167 84 100.8% 36 641把手12:00-18:00 42 33 38 23 36 36 3738 39 33 36 35 35 12 461 38 -3 -7.8% 37 626握12:00-18:00 83 103 92 100 107 90/ / / / 62 85 104 8 825 103 20 23.8% 38 1070隔基12:00-18:00 83 124 152 150 128 125 99 128 135 55 112 / 136 11 1427 130 46 55.6% 39 716温控盒12:00-18:0 70 85 78 / / / / / / / / / / 2 233 116 46 66.1% 40 735温控盒12:00-18:0 70 86 78 83 91 84 50 92 73 76 90 89 71 12 1032 86 16 22.9% 41 6123下12:00-18:00 50 63 68 / 72 46 39 50 / / / / / 6 387 64 14 28.9% 42 735支架12:00-18:00 50 31 55 58 60 53 54 50 37 52 58 58 56 12 673 56 6 12.1% 43 E37下12:00-18:00 E37上12:00-18:00 755支架12:00-18:00 BGR200下壳12:00-18: 755连杆12:00-18:00 686把手12:00-18:00 755温控棒12:00-18:0 602下18:00-24:00 626上18:00-24:00 602上18:00-24:00 E37握18:00-24:00 58 64 5374 70 60 7246 / / 71 / 54 9 622 69 11 18.4% 44 58 48/ 29 / 51 25 / / / / / / 4 210 53 -6 -10.0% 45 33 37 3131 41 37 43 40 / / / / / 7 293 42 9 25.5% 46 42 45/ / / / / / / / / / / 1 87 87 45 108.8% 47 50 40/ / / / / / / / / / / 1 90 90 40 80.0% 48 47 44 44 47 48 50 4047 / 41 50 46 28 11 532 48 2 3.6% 49 50 52 60 47 / / / / / / / / / 3 208 69 19 38.9% 50 67 57 5367 58 56 60 57 42 62 64 65 66 12 773 64 -2 -3.4% 51 75 63 6353 58 59 48 58 / 64 62 68 59 11 729 66 -9 -11.7% 52 67 75 7134 56 42 63 64 52 58 51 64 /11 695 63 -3 -5.2% 53 98 80 / / / / ///////1 178 178 8081.4%实际标准产能 日期产能下18:00-24:00 上18:00-24:00 隔基18:00-24:把手18:00-24:握18:00-24:00 隔基18:00-24:温控盒18:00-24:温控盒18:00-24:下18:00-24:00 支架18:00-24:下18:00-24:00 上18:00-24:00 支架18:00-24:连杆18:00-24:上18:00-24:00 把手18:00-24:温控棒18:00-24:下24:00-00:00 上24:00-00:00 上24:00-00:00 下24:00-00:00 下24:00-00:00 握24:00-00:00 上24:00-00:00 下24:00-00:00 上24:00-00:00 隔基24:00-00:把手24:00-00:握24:00-00:00 隔基24:00-00:温控盒24:00-00:温控盒24:00-00:下24:00-00:00 支架24:00-00:下24:00-00:00 上24:00-00:00 支架24:00-00:连杆24:00-00:上24:00-00:00 把手24:00-00:温控棒24:00-00:上06:00-12:00 上06:00-12:00 下壳06:00-12上12:00-18:00 上18:00-24:00 下18:00-24:00 下18:00-24:00 盖板18:00-24:上24:00-00:00 盖板24:00-00:把手24:00-00:盖板06:00-12:下12:00-18:00 盖板12:00-18:护套12:00-18:上18:00-24:00 下18:00-24:00 护套18:00-24:上18:00-24:00下18:00-24:00 上24:00-00:00 下24:00-00:00 护套24:00-00:上24:00-00:00 下24:00-00:00 上06:00-12:00 下06:00-12:00 护套06:00-12:下06:00-12:00 下06:00-12:00 上12:00-18:00 上12:00-18:00 下12:00-18:00 上12:00-18:00 下12:00-18:00 下18:00-24:00 下18:00-24:00 下24:00-00:00 下24:00-00:00 下06:00-12:00 上06:00-12:00 下12:00-18:00 握12:00-18:00 下12:00-18:00 下18:00-24:00 上18:00-24:00 下24:00-00:00 上24:00-00:00 下06:00-12:00 上06:00-12:00 握06:00-12:00 下12:00-18:00 下12:00-18:00 下18:00-24:00 上18:00-24:00 握18:00-24:00 下24:00-00:00 握24:00-00:00 下06:00-12:00 上06:00-12:00 上12:00-18:00 握12:00-18:00 装饰板12:00-18:上12:00-18:00 握18:00-24:00 装饰板18:00-24:上18:00-24:00 下18:00-24:00 上24:00-00:00 握24:00-00:00 装饰板24:00-00:上24:00-00:00 下24:00-00:00 上24:00-00:00 上06:00-12:00 握06:00-12:00 装饰板06:00-12:上06:00-12:00 下06:00-12:00上06:00-12:00上12:00-18:00握12:00-18:00下12:00-18:00左右支架12:上12:00-18:00上18:00-24:00握18:00-24:00下18:00-24:00左右支架18:上18:00-24:00上24:00-00:00握24:00-00:00下24:00-00:00左右支架24:下06:00-12:00左右支架06:上12:00-18:00下12:00-18:00下18:00-24:00握小18:00-24:上18:00-24:00上18:00-24:00下24:00-00:00握小24:00-00:上24:00-00:00上24:00-00:00下06:00-12:00握小06:00-12:脚垫06:00-12:上06:00-12:00上06:00-12:00下12:00-18:00握小12:00-18:脚垫12:00-18:上12:00-18:00上12:00-18:00脚垫18:00-24:上18:00-24:00脚垫24:00-00:上24:00-00:00上24:00-00:00上06:00-12:00上06:00-12:00上12:00-18:00上18:00-24:00上18:00-24:00上24:00-00:00握24:00-00:00下24:00-00:00上06:00-12:00 6143握06:00-12:00 6138上12:00-18:00 6143握12:00-18:00 603下12:00-18:00 604上18:00-24:00 629握18:00-24:00 662上18:00-24:00 603下18:00-24:00 672上18:00-24:00662上24:00-00:00672上24:00-00:00。
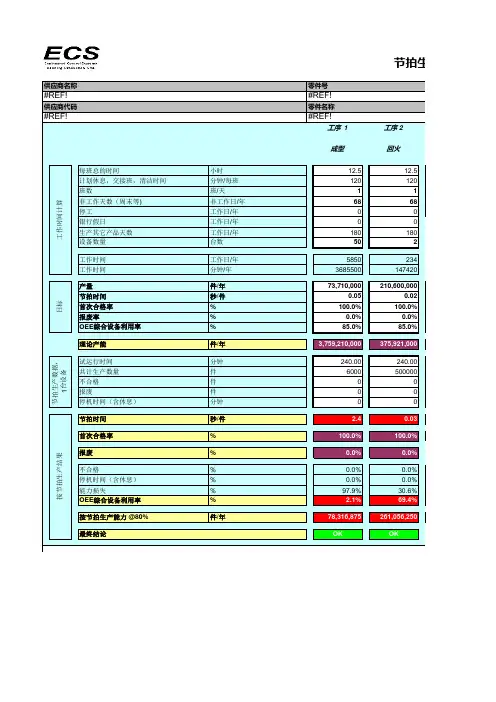
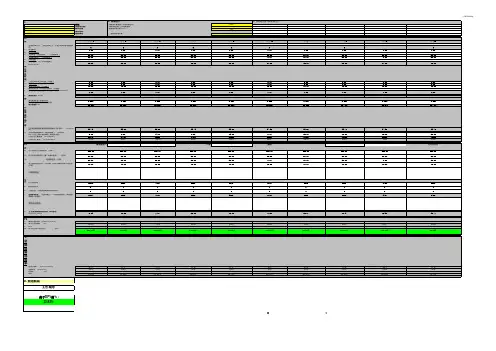
工序 1
工序 2成型
回火每班总的时间
小时12.512.5计划休息,交接班,清洁时间
分钟/每班120120班数班/天
11非工作天数(周末等)非工作日/年
6868停工工作日/年
00银行假日工作日/年
00生产其它产品天数工作日/年
180180设备数量台数
502工作时间工作日/年
5850234工作时间分钟/年
3685500147420产量件/年
73,710,000210,600,000节拍时间秒/件
0.050.02首次合格率%
100.0%100.0%报废率%
0.0%0.0%OEE 综合设备利用率%
85.0%85.0%理论产能件/年
3,759,210,000375,921,000试运行时间分钟
240.00240.00共计生产数量件
6000500000不合格件
00报废件
00停机时间(含休息)分钟
00节拍时间秒/件
2.40.03首次合格率%
100.0%100.0%报废%
0.0%0.0%不合格%
0.0%0.0%停机时间(含休息)%
0.0%0.0%能力损失%
97.9%30.6%OEE 综合设备利用率%
2.1%69.4%按节拍生产能力 @80%件/年78,316,875
261,056,250OK OK 工作时间计算#REF!#REF!
目标节拍生产数据,1台设备按节拍生产结果最终结论
供应商代码零件名称#REF!
#REF!节拍生产
Run @供应商名称零件号。
产能分析报告模板及指标明细一、产能修改记录及主要产品信息注:产能分析报告——修改记录1)产能发生变化时以便及时追踪。
如进行增产以达到完全生产能力,此时生产线通过一系列步骤可以达到完全生产能力,则应记录下这些变化。
填写论证产能时也应同时填写日期。
2)此次产能分析报告均记作初次提交。
注:产品信息1)完成产能分析报告的首先要明确需要分析的产品的详细信息。
包括产品名称、型号、产能概况、客户需求信息等。
2)必要时应完善产品主要零部件供应商信息,以便及时掌握配套商供货情况,平衡零部件供货影响系数。
二、现有设备产能核算1、预订工作时间标准注:1)单班时间:每班总时间-每班的总计可用小时数。
2)班次:表示的是每天每个工艺操作的班次数。
3)作业率:(总工时-无效工时)/总工时。
人员休息-如果在人员休息的时候,机器也停止运转,则输入每班中机器不运转的时间长度。
计划的维修时间-这是计划的每班中机器停机用于维护的时间长度。
4)年出勤时间:年出勤天数-表示的是每年的工艺运作的天数(扣除法定节假日、双休日)。
5)计算举例:每班8小时、每天2班次、作业率80%、年出勤302天,净可用时间=8*2*80%*302=3865.6时。
2、代表产品制程/线能力计算注:1)代表产品:所谓代表产品指产品制程包含其他所有产品制造过程包含的所有工艺过程;如存在两种以上产品包含不同工艺过程、需分别取各类型产品代表产品制程并进行线能力分析。
2)评价瓶颈工序应排除可用外协、其他生产线可用设备借代等因素影响。
3)每条生产线选取一种或2种产品作为代表说明制程及瓶颈工序即可,其他产品可直接计算毛产能。
3、毛产能核算注:1)毛产能核算过程没有排除产品合格率、设备故障率、人员负荷等因素对产能的影响,不能作为需求平衡分析的依据,需进一步平衡。
2)其他产品可根据代表产品计算方法计算出出毛产能。
3、有效产能(净产能)注:1)设备生产包括机器检修、保养、待料等时间,实际的工作时间达不到计划工时,且生产的产品有不良品,因此有效产能必须是以毛产能为基础,减去因停机和良率以及人员缺口等综合因素所造成的产能损失。
产能剖析报告模板及指注明细一、产能改正记录及主要产品信息产能剖析报告——改正记录产能剖析报告简述日期备注首次提交订正注:产能剖析报告——改正记录1)产能发生变化时以便实时追踪。
如进行增产以达到完整生产能力,此时生产线经过一系列步骤能够达到完整生产能力,则应记录下这些变化。
填写论证产能时也应同时填写日期。
2)此次产能剖析报告均记作首次提交。
主要产品重点信息产品名称型号设计年产能查定年产能2012年需求计划备注注:产品信息1)达成产能剖析报告的第一要明确需要剖析的产品的详尽信息。
包含产品名称、型号、产能概略、客户需求信息等。
2)必需时应完美产品主要零零件供给商信息,以便实时掌握配套商供货状况,均衡零零件供货影响系数。
二、现有设施产能核算1、预定工作时间标准 A )计划工时计算公式:净可用工时e=a*b*c*d说明a 单班时间/时 8 依据自己工时计划安排填写b 班次/班2 依据自己工时计划安排填写c 作业率(%) 80 依据自己工时计划安排填写d 年出勤天数/天 302依据自己工时计划安排填写e净可用时间/时注:1)单班时间:每班总时间-每班的总计可用小时数。
2)班次:表示的是每日每个工艺操作的班次数。
3)作业率:(总工时-无效工时)/总工时。
人员歇息-假如在人员歇息的时候,机器也停止运行,则输入每班中机器不运行的时间长度。
计划的维修时间-这是计划的每班中机器停机用于保护的时间长度。
4)年出勤时间:年出勤天数 -表示的是每年的工艺运作的天数(扣除法定节假日、双休日)。
5)计算举例:每班 8小时、每日 2班次、作业率 80%、年出勤302天,净可用时间 时。
2、代表产品制程/线能力计算产品年产能= /瓶颈工序总加工时间净可用时间(年)工序 设施 设施 设施 加工工时 协助工时 总加工 日加工 人员名称 名称 编号 台数 min/件 min/件 时间 能力 备注配置生产线瓶颈工序设施产能描绘:1)瓶颈工序、设施产能2)其余注:1)代表产品:所谓代表产品指产品制程包含其余全部产品制造过程包含的全部工艺过程;如存在两种以上产品包含不一样工艺过程、需分别取各种类产品代表产品制程并进行线能力剖析。