产能与负荷分析实施规范(含表格)
- 格式:doc
- 大小:52.00 KB
- 文档页数:6

工作行为规范系列产能负荷分析规范(标准、完整、实用、可修改)编号:FS-QG-59720产能负荷分析规范Capacity Load Analysis Specification说明:为规范化、制度化和统一化作业行为,使人员管理工作有章可循,提高工作效率和责任感、归属感,特此编写。
产能负荷分析产能分析主要针对产品1、做哪些产品。
2、产品的制程。
3、每个制程的使用机器设备(设备负荷)。
4、产品的总标准时间,每个制程的标准时间(个人负荷)。
5、材料的准备前置时间。
6、生产线及他仓库需用之场所大小(场所负荷)一般,着重于人力负荷及机器设备的能力分析。
一、人力负荷分析步骤1、依椐期间月的销售计划所预订的生产计划,针对各种产品的数量、标准时间,计算出生产该产品所需的人力。
标准时间又称“标准工时”。
标准时间=实质时间×(1+宽裕率)一般的宽裕可分为:物的宽裕:作业宽裕(清理作业台、工具不适用)。
人的宽裕:需要宽裕(上洗手间、喝水)。
疲劳宽裕(因工作疲劳降低工作速度)。
宽裕时间实质时间宽裕率=×100%或作业率=×100%实质时间实际起讫时间一般宽裕通常的宽裕率为实质时间的18%-24%例:某生产部次月计划假设:工作天为23天,每天的工作时间为8小时(不含加班),则其人员需求计算如下:1、人员需求=(计划生产总标准时间)/1人1天工作时间X工作日×(1+宽裕率)宽裕率设定为15%人员需求=660000/(60分X8)X23×(1+15%)=59.7=60人2、比较现有人力如现有人员为56人,则需补4人。
3、申请增补上面例子,为某一生产部门,次月计划生产所需求之人力,不足时即时向人事部门申请增补。
请输入您公司的名字Foonshion Design Co., Ltd。

产能与负荷分析实施规范(含表格)产能与负荷分析实施规范(ISO9001:2015)1. 总则1.1. 制定⽬的规范⽣产计划安排前对制造产能与⽣产负荷之间是否平衡的分析,使⽣产计划合理、可靠、并可作为事前之设备、⼈⼒申请的依据。
1.2. 适⽤范围⽣管部安排中⽇程⽣产计划(⼀般指⽉度⽣产计划)时适⽤,也可共制造部作为⼈⼒、设备分析的参考。
1.3. 权责单位1) ⽣管部负责本办法制定、修改、废⽌之起草⼯作。
2) 总经理负责本办法制定、修改、废⽌之核准。
2. 定义2.1. ⼯作中⼼区分1) 为⽅便产能预估计算,由⽣管部将制造部门依功能别区分为若⼲个“⼯作中⼼”(⼀般以⽣产线别、课别为单位),作为产能与负荷的管制单位,并予编号区别。
2) 凡为必须连续作业之相连的不同设备,应将其整体视为⼀个⼯作中⼼。
3) 凡为⼯作性质相同,且规格类似或相同之各不同个别设备(如注塑机),其⽣产批作业可以互相替换者,应视为同⼀“⼯作中⼼”。
4) 凡为⼯作性质相同之班组(⼈员),应视为同⼀⼯作中⼼,不另依熟练度或更细⼯序再划分为不同的⼯作中⼼。
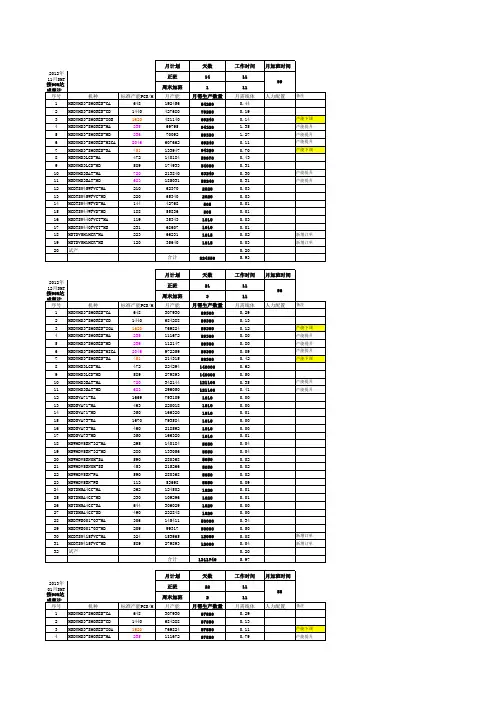
2.2. 产能与负荷分析管制表⽣管部将各⼯作中⼼每⼀时段(⼀般为⽉度或周次)的产能与负荷分别换算成相同之可⽐单位,如时间或产量(⼀般⽤时间来衡量),填⼊同⼀张表单,以⽐较分析制造能⼒与⽣产任务之间可否平衡。
此表即称为产能与负荷分析管制表,⼀般应包括下列内容:1) ⼯作中⼼之名称、编号。
2) 分析评估期间(⼀般为⼀个⽉或⼀周)。
3) 产能状况,含正常上班及加班,⼀般包括可稼动天数、可出勤⼈数、可稼动设备数、每⽇班次、产能系数及产能时间等项⽬。
4) 负荷状况,含⽣产批号、⽣产产品、⽣产预定量、标准⼯时、负荷⼯时等项⽬。
5) 分析结论及对策。
3. 产能预估分析3.1. ⽉份产能预估分析1) 每⽉24⽇前,⽣管部依各⼯作中⼼别分别填写产能状况。
2) 正常产能,指该⽉份依公司规定正常上班的总时间内的产能状况,依次填⼊可稼动天数、可出勤⼈数、可稼动设备数、每⽇班次。

制造业产能与负荷分析实施办法准则精编W O R D版IBM system office room 【A0816H-A0912AAAHH-GX8Q8-GNTHHJ8】【最新资料,WORD文档,可编辑】产能与负荷分析实施办法1.总则1.1.制定目的规范生产计划安排前对制造产能与生产负荷之间是否平衡的分析,使生产计划合理、可靠、并可作为事前之设备、人力申请的依据。
1.2.适用范围生管部安排中日程生产计划(一般指月度生产计划)时适用,也可共制造部作为人力、设备分析的参考。
1.3.权责单位1)生管部负责本办法制定、修改、废止之起草工作。
2)总经理负责本办法制定、修改、废止之核准。
2.定义2.1.工作中心区分1)为方便产能预估计算,由生管部将制造部门依功能别区分为若干个“工作中心”(一般以生产线别、课别为单位),作为产能与负荷的管制单位,并予编号区别。
2)凡为必须连续作业之相连的不同设备,应将其整体视为一个工作中心。
3)凡为工作性质相同,且规格类似或相同之各不同个别设备(如注塑机),其生产批作业可以互相替换者,应视为同一“工作中心”。
4)凡为工作性质相同之班组(人员),应视为同一工作中心,不另依熟练度或更细工序再划分为不同的工作中心。
2.2.产能与负荷分析管制表生管部将各工作中心每一时段(一般为月度或周次)的产能与负荷分别换算成相同之可比单位,如时间或产量(一般用时间来衡量),填入同一张表单,以比较分析制造能力与生产任务之间可否平衡。
此表即称为产能与负荷分析管制表,一般应包括下列内容:1)工作中心之名称、编号。
2)分析评估期间(一般为一个月或一周)。
3)产能状况,含正常上班及加班,一般包括可稼动天数、可出勤人数、可稼动设备数、每日班次、产能系数及产能时间等项目。
4)负荷状况,含生产批号、生产产品、生产预定量、标准工时、负荷工时等项目。
5)分析结论及对策。
3.产能预估分析3.1.月份产能预估分析1)每月24日前,生管部依各工作中心别分别填写产能状况。
产能与负荷分析实施办法1、总则1、1、制定目的规范生产计划安排前对制造产能与生产负荷之间是否平衡的分析,使生产计划合理、可靠、并可作为事前之设备、人力申请的依据。
1、2、适用范围生管部安排中日程生产计划(一般指月度生产计划)时适用,也可共制造部作为人力、设备分析的参考。
1、3、权责单位1)生管部负责本办法制定、修改、废止之起草工作。
2)总经理负责本办法制定、修改、废止之核准。
2、定义2、1、工作中心区分1)为方便产能预估计算,由生管部将制造部门依功能别区分为若干个“工作中心”(一般以生产线别、课别为单位),作为产能与负荷的管制单位,并予编号区别。
2)凡为必须连续作业之相连的不同设备,应将其整体视为一个工作中心。
3)凡为工作性质相同,且规格类似或相同之各不同个别设备(如注塑机),其生产批作业可以互相替换者,应视为同一“工作中心”。
4)凡为工作性质相同之班组(人员),应视为同一工作中心,不另依熟练度或更细工序再划分为不同的工作中心。
2、2、产能与负荷分析管制表生管部将各工作中心每一时段(一般为月度或周次)的产能与负荷分别换算成相同之可比单位,如时间或产量(一般用时间来衡量),填入同一张表单,以比较分析制造能力与生产任务之间可否平衡。
此表即称为产能与负荷分析管制表,一般应包括下列内容:1)工作中心之名称、编号。
2)分析评估期间(一般为一个月或一周)。
3)产能状况,含正常上班及加班,一般包括可稼动天数、可出勤人数、可稼动设备数、每日班次、产能系数及产能时间等项目。
4)负荷状况,含生产批号、生产产品、生产预定量、标准工时、负荷工时等项目。
5)分析结论及对策。
3、产能预估分析3、1、月份产能预估分析1)每月24日前,生管部依各工作中心别分别填写产能状况。
2)正常产能,指该月份依公司规定正常上班的总时间内的产能状况,依次填入可稼动天数、可出勤人数、可稼动设备数、每日班次。
3)产能系数以最近三个月该工作中心之平均生产效率为标准(如95%)。
产能与负荷分析实施规范
(ISO9001:2015)
1. 总则
1.1. 制定目的
规范生产计划安排前对制造产能与生产负荷之间是否平衡的分析,使生产计划合理、可靠、并可作为事前之设备、人力申请的依据。
1.2. 适用范围
生管部安排中日程生产计划(一般指月度生产计划)时适用,也可共制造部作为人力、设备分析的参考。
1.3. 权责单位
1) 生管部负责本办法制定、修改、废止之起草工作。
2) 总经理负责本办法制定、修改、废止之核准。
2. 定义
2.1. 工作中心区分
1) 为方便产能预估计算,由生管部将制造部门依功能别区分为若干个“工作中心”(一般以生产线别、课别为单位),作为产能与负荷的管制单位,并予编号区别。
2) 凡为必须连续作业之相连的不同设备,应将其整体视为一个工作中心。
3) 凡为工作性质相同,且规格类似或相同之各不同个别设备(如注塑机),其生产批作业可以互相替换者,应视为同一“工作中心”。
4) 凡为工作性质相同之班组(人员),应视为同一工作中心,不另依熟练度或
更细工序再划分为不同的工作中心。
2.2. 产能与负荷分析管制表
生管部将各工作中心每一时段(一般为月度或周次)的产能与负荷分别换算成相同之可比单位,如时间或产量(一般用时间来衡量),填入同一张表单,以比较分析制造能力与生产任务之间可否平衡。
此表即称为产能与负荷分析管制表,一般应包括下列内容:
1) 工作中心之名称、编号。
2) 分析评估期间(一般为一个月或一周)。
3) 产能状况,含正常上班及加班,一般包括可稼动天数、可出勤人数、可稼动设备数、每日班次、产能系数及产能时间等项目。
4) 负荷状况,含生产批号、生产产品、生产预定量、标准工时、负荷工时等项目。
5) 分析结论及对策。
3. 产能预估分析
3.1. 月份产能预估分析
1) 每月24日前,生管部依各工作中心别分别填写产能状况。
2) 正常产能,指该月份依公司规定正常上班的总时间内的产能状况,依次填入可稼动天数、可出勤人数、可稼动设备数、每日班次。
3) 产能系数以最近三个月该工作中心之平均生产效率为标准(如95%)。
4) 计算公式:
设备产能时间=每日正常上班时间*每日班次*可稼动天数*可稼动设备数
人力产能时间=每日正常上班时间*每日班次*可稼动天数*每班人数
3.2. 周次产能预估分析
1) 每周末,由生管部依各工作中心别分别填写下周产能状况。
2) 填写方法参照月份产能预估分析。
4. 负荷预估分析
4.1. 月份负荷预估分析
1) 每月24日前,生管部将业务部转发之订单状况,转换成生产订单,并编上生产批号,同时加上预估陆续补入之订单状况,依各工作中心别分别填写负荷状况。
2) 填入生产批号(预估订单可不填写批号)、生产产品、生产预定量、标准工时。
3) 负荷工时=生产预量*标准工时
4) 合计之负荷工时为各批之负荷工时加总而成。
4.2. 周次负荷预估分析
1) 每周末,由生管部依各工作中心分别填写下周负荷状况。
2) 填写方法参照月份负荷预估分析。
5. 分析结论及对策
5.1. 产能大于负荷
预估次月(周)之产能大于负荷时,一般应对措施有:
1) 要求业务部门追加订单。
2) 将下月(周)之订单提前。
3) 安排富余人力或设备支援其他工作中心。
4) 安排富余设备保养及人员教育培训。
5) 安排调休,减少加班。
6) 必要时评估设备变、转移,人员裁减、辞退。
5.2. 产能小于负荷状况
当预估次月(周)之产能小于负荷时,一般应对措施有:
1) 向其他工作中心请求设备、人力支援。
2) 不足工作量由委外加工弥补。
3) 必要时增购设备,增加人力。
4) 延长加班时间,牺牲休息时间。
5) 必要时势与业务部门协调将部分订单延迟或取消。
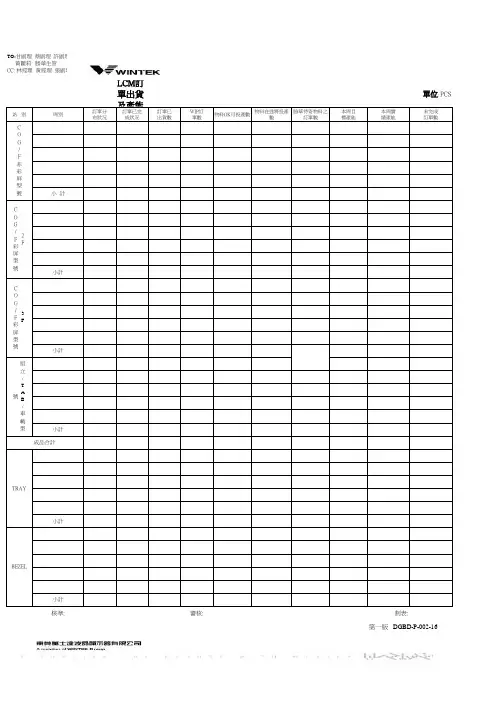
6.记录表格
产能负荷分析表
产能负荷分析表
工作中心名称所属
制程名称分析时段
工作中心代号代号
产能分析正
常
班
可稼动天数说明可稼动设备数
每班人数
每日班次
设备产能时间
人力产能时间
加
班
可加班时间
设备可加班时间
人力可加班时间
合计产能时间
负
荷
分
析
制造命令排程量标准工时负荷工时累计。