15吨小型冲床参数
- 格式:doc
- 大小:123.50 KB
- 文档页数:3
冲压设备技术参数冲压设备是一种重要的金属加工设备,在工业生产中被广泛应用。
其技术参数主要包括以下几个方面:1.冲床类型:冲压设备根据其结构和工作方式的不同,可以分为机械式冲床、液压式冲床和气动式冲床等多种类型。
不同类型的冲床在工作原理和性能方面会存在一定的差异。
2.冲床规格:冲床的规格主要指冲床的最大冲击力和床体尺寸。
最大冲击力决定了冲床能够承受的最大压力,床体尺寸则决定了冲床能够加工的最大工件尺寸。
冲床规格的选择应根据实际生产需求来确定。
3.动作速度:冲床的动作速度是指冲床在加工过程中的运动速度,包括下冲速度、停留时间和回程速度等。
动作速度对冲压加工质量和生产效率具有重要影响,应根据加工材料和模具设计来确定合适的动作速度。
4.冲程长度:冲程长度是指冲床滑块在单次冲击过程中的运动距离。
冲程长度的选择应综合考虑工件尺寸和冲压工艺要求等因素。
过长或过短的冲程长度都可能导致冲压加工质量下降。
5.冲床精度:冲床的精度是指冲床在加工过程中的精确度。
包括滑块平衡精度、工作台平面度、冲床垂直度等指标。
冲床的精度对于冲压加工的质量和尺寸精度有重要影响。
6.自动化程度:冲压设备的自动化程度越高,生产效率越高,操作难度也相应提高。
自动化程度包括自动送料、自动定位和自动下料等功能。
高度自动化的冲压设备能够减少人工操作,提高生产效率。
7.控制系统:冲压设备的控制系统包括机械传动控制和电气控制。
机械传动控制是利用机械装置来实现各个部件的运动控制;电气控制则通过电气元件和控制器来实现设备的运转控制。
冲压设备的控制系统的性能影响着设备的稳定性和生产效率。
以上是冲压设备的一些主要技术参数。
在选择和使用冲压设备时,需要根据具体生产需求、加工材料和加工工艺等因素综合考虑,以确保设备能够满足生产要求,并提高生产效率和加工质量。

冲床技术参数解释J23系列开式双柱可倾压力机J21系列开式双柱固定台压力机,主要参数说明以下几个问题:1反映了一台压力机的工艺能力和加工零件的尺寸范围2反映压力机生产效率3是设计压力机重要依据4用户根据成型工艺要求和生产率选择压力机参数是否合适1、公称压力滑块离下死点某一特定距离(公称力行程)或曲柄转角离下死点前某一特定角度(公称压力角)时,滑块上所有容许承受的最大作用力。
例如:J21-110,1100千牛开式单点压力机,公称力1100千牛,公称力行程S P离下死点距离为5mm。
公称力是压力机主要工作性能参数,是计算压力机零件强度和刚度基本根据压力机受力零件可以分成三类:一类零件——床身、滑块、连杆、调节螺杆和保险块,此类零件的强度和刚度按公称力设计,它的强度和刚度不受曲柄转角变化而变化,作用力常数。
二类零件——齿轮、传动轴和离合器制动器、旋转零件,此类零件的强度与刚度,按公称力作用下产生的公称扭矩设计的,它的零件强度和刚度随着曲柄转角变化而变化。
扭矩为常数(忽略弯距的影响)三类零件——曲轴,它的强度于刚度既要考虑公称力作用下的弯距,又要考虑曲轴传递的扭矩,属于弯扭联合作用,所以曲轴强度也是随着曲柄转角变化而变化。
根据以上三种零件的强度可以绘制出滑块允许负荷图,用户厂的加工零件的工艺负荷图不能超过滑块允许负荷图曲线之外,否则会损坏压力机零件。
举例说明:Sp=5mm(α=18度)——离下死点距离为5mm时产生公称力(吨位)S P<S ;S>S P当公称行程S在这两种情况下压力机有关零件受力情况有所不同2、滑块行程滑块行程指滑块从上死点到下死点所经过的距离,行程是曲轴偏心的2倍1滑块行程大小,随着工艺用途和公称力的不同而变化,落料与冲孔工序一般不需要大的滑块行程。
2浅拉伸要求滑块行程大点,此时滑块行程一般不应小于拉伸件高度的3倍,此外还要考虑到上模在上死点时不与模具导柱脱开。
3大吨位的压力机一般都有工件顶出装置,为了使工件在顶出过程中不损坏工件而且便于取出,滑块行程也要增加。

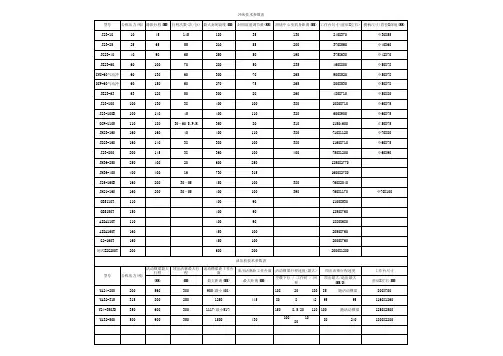
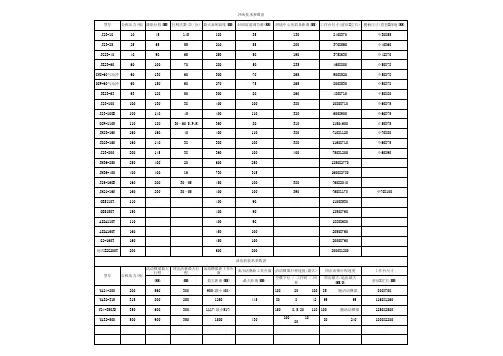
型号名称公称力台面尺寸最大/小高度滑块行程功率(KW)
压机37加热炉420总功率
457
加热面积生产速度
加热炉进料小车高度T型槽间距
T型槽尺寸示意图
最外端T型槽距底板边缘最小距离T型槽数量型号名称公称力台面尺寸最大高度滑块行程功率(KW)
压机22.5加热炉270总功率
292.5
加热面积
加热炉进料小车高度T型槽间距
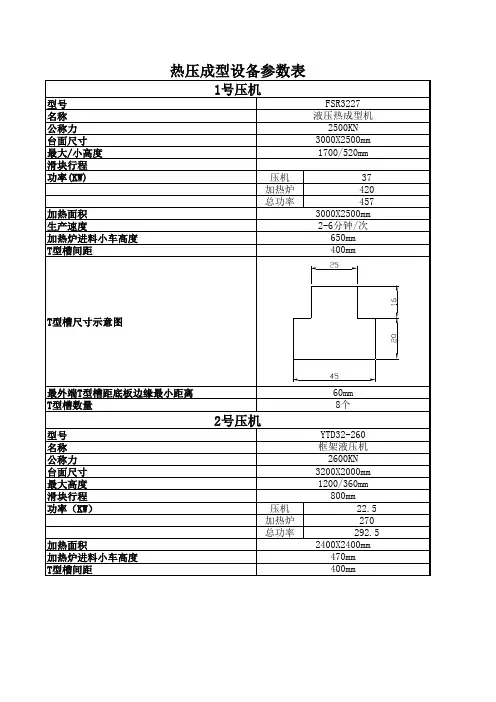
2号压机
YTD32-260框架液压机2600KN 3200X2000mm 1200/360mm 800mm
400mm
470mm 液压热成型机2500KN 3000X2500mm 8个
3000X2500mm 1700/520mm
2-6分钟/次650mm 400mm
60mm 1号压机
FSR32272400X2400mm
T型槽尺寸示意图
最外端T型槽距底板边缘最小距离T型槽数量型号名称公称力台面尺寸最大高度滑块行程功率(KW)
压机61.87加热炉179.2总功率
241.07
加热面积
加热炉进料小车高度T型槽间距
T型槽尺寸示意图
最外端T型槽距底板边缘最小距离T型槽数量型号名称
2500X20001700/400mm
210mm 6个
470mm 155mm 8个
RZU250HA 2500KN 3、4号压机
YH25-315
3150千牛车门折压机
400mm
5、6号压机
2000X1500mm。
125t冲床参数
125t冲床的参数可能因不同的制造商和型号而有所差异。
以下是一些常见的125t冲床参数:
1.公称力:1250 kN。
2.公称力行程:根据具体型号和设计,可能会有所不同。
3.滑块行程:通常在160mm到300mm之间。
4.滑块行程次数:每分钟50次到700次不等,具体取决于冲床型号和所需生产效率。
5.装模高度:通常在370mm到520mm之间。
6.装模高度调节量:根据具体型号和设计,可能会有所不同。
7.滑块中心至机身距离:通常在350mm到360mm之间。
8.工作台板尺寸:前后×左右通常在650×1000mm到700×1100mm之间。
9.工作台板孔尺寸:根据具体需求,可能会有所不同。
10.工作台板厚度:通常在120mm左右。
11.滑块底面尺寸:前后×左右通常在520×620mm到600×500mm之间。
12.模柄孔尺寸(直径×深度):根据具体需求,可能会有所不同。
13.立柱间距离:通常在640mm左右。
14.电动机型号和功率:根据具体型号和设计,可能会有所不同。
15.外形尺寸:根据具体型号和设计,可能会有所不同。
此外,125t冲床还有一些其他的技术参数,如滑块快下速度、工作速度和回程速度等,这些参数也会因具体型号而有所不同。
请注意,以上参数仅供参考,具体的参数可能会因制造商、型号和设计而有所不同。
在选择和使用冲床时,建议仔细查阅制造商提供的技术规格和使用说明,以确保选择适合的冲床并正确地进行操作和维护。
目录1. 天锻500T液压机 (2)2. 高锻250T (3)3. 合肥锻250T液压机 (4)4. SIMPAC双曲轴200T (5)5. SIMPAC单曲轴200T (6)6. SIMPAC150 T (7)7. 东风锻315T液压机 (8)8. 合肥锻315T液压机 (9)9. AIDA(自动线)200T (10)10. 梧锻63T (11)11. OCP(金丰)200T (12)12. OCP(金丰)110T (13)13. OCP(金丰)60T (14)14. OCP(金丰)45T (15)15. 徐锻200T(单柄) (16)16. 徐锻160T (17)17. 徐锻110T (18)18. 徐锻100T(js21-100) (19)19. 徐锻100T(jz21-100) (20)20. 徐锻80T (21)21. 徐锻63T (22)22. 徐锻40T (23)1. 天锻500T液压机2. 高锻250T3. 合肥锻250T液压机4. SIMPAC 双曲轴200T5. SIMPAC 单曲轴200T槽边距:122mm槽边距:9. AIDA(自动线)200T10. 梧锻63T行程长度:130mm最大装模高度:300mm11. OCP(金丰)200T12. OCP (金丰)110T行程长度:装模高度:13. OCP (金丰)60T行程长:130mm装模高度:14. OCP (金丰)45T行程长:110mm装模高度:15. 徐锻200T(单柄)16. 徐锻160T行程长度:200mm装模高度:槽边距:123mm17. 徐锻110T行程长度:140mm最大装模高度:18. 徐锻100T (js21-100)19. 徐锻100T (jz21-100)行程长度:130mm装模高度:290mm-380mm21. 徐锻63T22. 徐锻40T。
1250 吨冲床参数
1250 吨冲床的具体参数可能因不同厂家和型号而有所差异。
以下是参考一些常见冲床参数:
1. 冲力:1250 吨,即冲床在工作时能产生的最大冲压力为 1250 吨。
2. 工作速度:冲床的工作速度决定了生产效率。
不同型号的1250 吨冲床的工作速度可能有所不同,一般会在每分钟数 10 次至数十次之间。
3. 行程:冲床的行程决定了冲头的下压距离。
一般而言,1250 吨冲床的行程在 200mm 至 400mm 之间。
4. 电机功率:1250 吨冲床的电机功率通常在 7.5KW 至 15KW 之间,具体取决于型号和配置。
5. 机器尺寸:1250 吨冲床的尺寸(长、宽、高)因型号不同而有所差异,通常在 1.5 米至 3 米长、1 米至 2 米宽、1.5 米至 2 米高之间。
6. 重量:1250 吨冲床的重量也在不同型号之间有所差别,一般在 10 吨至 30 吨之间。
7. 控制系统:现代 1250 吨冲床通常采用 PLC(可编程逻辑控制器)控制系统,具备操作简便、故障率低、维修方便等优点。
8. 安全性:1250 吨冲床在设计时应符合国家安全标准,具备一定的安全防护措施,如双手操作开关、光电保护装置等。
建议在购买 1250 吨冲床时,详细了解相关厂家的产品参数和性
能指标,并根据自身需求选择合适的型号。
如需了解更多详细信息,请咨询相关专业人士或访问冲床厂家的官方网站。
小型冲床的结构与操作方法
小型冲床由床身、压力系统、传动系统、控制系统等部分组成。
结构:
1.床身:床身通常由铸铁或钢板制成,支撑传动系统和冲压模具。
2.压力系统:包括压力机构、弹簧机构、液压机构等,用于提供冲床所需的压力。
3.传动系统:由传动轴、传动齿轮、皮带、链条等组成,用于将电动机的动力传递到床身和冲压模具上。
4.控制系统:包括手动控制、脚踏板控制、数字控制等,用于控制冲床的起停、运转、加工等功能。
操作方法:
1.安全检查:在使用冲床前,应先进行检查,确保机器的运转状态正常。
2.调整模具:根据工件的要求,调整冲床的模具,使其适合工件的加工要求。
3.面板设定:将工件加工需要的参数通过控制面板或手动控制装置设置到机床上。
4.开始加工:根据加工程序和工件的要求,启动机器开始加工,同时观察加工状态,确保加工过程中不发生异常情况。
5.清洁维护:在加工完毕后,及时清洁机器,保证机器的清洁与卫生,并进行机器维护,延长机器的使用寿命。
冲压件冲床的吨位冲压件冲床的吨位:冲床的吨位=冲裁件的周长×料厚×材料的抗拉强度×1.3注:上面的公式计算的单位是牛顿(N),其中周长和料厚的单位为毫米,抗拉强度的单位是兆帕(mpa),计算结果再除以10000就是吨了。
1.3三系数就是考虑了冲压件的压料力等其它力量。
冲压件弯曲力:V形件F=0.6×k×b×t×t×σb/(r+t);U形件F=0.7×k×b×t×t×σb/(r+t),其中k─安全系数,可取k=1.3;b─弯曲件宽度,σb─材料抗拉强度;校正弯曲F=Ap,其中A─弯曲件校正部分的投影面积;p─单位压力;拉深力Pmax=3(σs+σb)(D-d-rd)t,其中D─拉深件毛坯直径;d─圆形件直径;rd─凹模圆角半径;σs─材料屈服应力。
冲床的组成DFY-60系列气液增压缸式冲压机(气液增压冲床)采用气液转换增压缸驱动技术。
上下行程气动,当冲压模具碰到工件时,瞬间油压增压完成冲压,紧接着模板快速返回,整理工位和冲切工位两工位循环运行。
具有能耗低、噪音低、定位准、模具寿命长、模具寿命长、操作简单等特点。
气液增压冲床应用范围适用于剪切、冲压、压夹、压缩、弯边、锻压等。
用于塑料成型制品、橡胶成型制品切边,在包装、轻工、五金、电子等行业应用广泛。
气液增压冲床主要技术参数1、总行程:100mm2、作冲程:5mm3、增压比:1:224、耗气量0.0095m/分5、耗电量:100w/hr6、最大模具尺寸:510×670mm7、供气气压:0.6-1.0Mpa 8、控制电源:220V 50Hz9、快进力:824-1374Kgf 10、返程力:1580-2638Kgf11、冲切力:38.4-66T12、重量:2000Kg13、设备外型尺寸:1220×1200×2050(mm)。
B规格篇1.规格 (2)2.曲线图 (9)3.机床其他尺寸 (10)4.主要部件名称 (14)5.冲压加工的重要事项 (16)1.规格1.1冲床标准规格1.2气垫规格(选配件)➢以上所列为我公司标准气垫,若不能满足贵公司使用时,请与本公司销售部门联系。
2.曲线图本节记载了标准规格。
2.1 行程压力曲线图3. 机床其他尺寸3.1 滑块底面T形槽分布尺寸3.2 工作台板T形槽分布尺寸3.3 工作台板推料孔矩形分布尺寸(续上页)3.4 机床基础图(续上页)4.主要部件名称5.冲压加工的重要事项●本冲床是一种冷冲压加工金属(压弯、拉伸、冲裁等)的机械。
请在掌握冲床工作能力的3要素(冲压能力、扭矩能力、做功能力)及单次操作每分钟最大允许接通次数后使用本冲床,不允许超出本冲床规定的能力范围外使用。
●本冲床不适用于压印作业。
5.1冲压能力(公称压力)所谓冲压能力是指冲床所具有的最大加压能力。
考虑到工作负荷会受到材料的厚度、抗拉强度不均匀,模具润滑或磨损等情况的影响,必须对冲压能力的设定保留一定的余量。
尤其是在进行的冲切加工时,因冲切加工过程中存在过冲造成的冲击负荷、因此,冲切加工的压力应限制在冲床能力的60~70%以下。
此外,冲压能力是根据工作台板中央部分60%面积的均布载荷算出的,故应尽力避免单位面积载荷过大或载荷偏心等情况。
若确实不能避免严重的集中载荷或偏心载荷时,请与本公司的技术部门联系。
5.2扭矩能力扭矩能力是指在下死点上的数mm处可能会发生冲压能力的一种能力。
5.3行程压力曲线图行程压力曲线图指的是一种表示滑块下死点位置与发生能力(扭矩能力)两者关系的曲线图。
5.4做功能力(作业能量或做功量)所谓作业能力,指的是以滑块1个周期进行冲压加工时容许的做功能量。
做功能力受到旋转的飞轮所积蓄的能量及主电机输出功率的限制。
5.5单次操作每分钟最大允许接通次数所谓单次操作每分钟最大允许接通次数是指以『单次』『寸动』『手动』形式运转时,每分钟内最大允许的行程次数。
冲剪机参数冲剪机是一种常用的金属加工设备,用于对金属材料进行切割、冲孔等加工操作。
在选择冲剪机时,需要考虑一些关键参数,以确保设备能够满足工作需求,并提高生产效率。
下面将详细介绍一些常见的冲剪机参数。
1. 冲剪力:冲剪力是冲剪机的一个重要参数,通常以吨(T)为单位。
冲剪力越大,设备对金属材料的加工能力就越强。
在选择冲剪机时,需要根据加工材料的厚度和硬度来确定适当的冲剪力。
2. 冲床行程:冲床行程指冲头在上下行程中的最大位移距离。
冲床行程的大小直接影响到冲孔的深度和冲剪的效果。
一般来说,冲床行程越大,设备的加工范围就越广。
3. 冲床频率:冲床频率是指冲头在单位时间内的冲击次数,通常以每分钟冲击次数(SPM)来表示。
冲床频率高,可以提高生产效率,特别是对于大批量生产的情况。
4. 加工精度:加工精度是衡量冲剪机性能的重要指标之一。
加工精度越高,设备加工出来的零件尺寸就越精准。
在选择冲剪机时,需要注意设备的定位精度、重复定位精度等参数。
5. 冲剪机结构:冲剪机的结构形式多种多样,常见的有C型、H型、四柱式等。
不同结构的冲剪机适用于不同的加工需求,需要根据具体情况选择合适的结构形式。
6. 控制系统:现代冲剪机普遍配备了数字化控制系统,可以实现自动化加工操作,提高生产效率和加工精度。
在选择冲剪机时,需要关注控制系统的稳定性和易用性。
7. 安全性能:冲剪机在操作过程中存在一定的安全风险,因此设备的安全性能至关重要。
需要确保冲剪机具有完善的安全保护装置,如手动保护装置、光栅保护装置等。
冲剪机参数是影响设备性能和加工效果的关键因素。
在选择冲剪机时,需要综合考虑各项参数,并根据实际需求进行合理选择,以提高生产效率、保障操作安全。
希望以上内容能够帮助您更好地了解冲剪机参数,选择适合的设备进行金属加工操作。
小机灵高精密智能冲床
MS系列型号范围:MS-A(3-15T)
产品特点:采用先进型安全离合器,精密多圆柱体导向,智能可拓展型人机界面。
适用范围:应用于精密电子、电器的金属及非金属部件的冲压成形,压卯,以及自动化生产线的冲压领域。
高精密智能化冲床MS-A系列技术参数:
MS-3A MS-6A MS-9A MS-15A
高精密智能冲床MS-A
系列
吨数KN306090150
型号H V H V H V H V
行程长mm3048304830503070 mm185176190180190172205185
最大闭合工作
高度
行程数/分s.p.m≤300≤200≤300≤200≤300≤200≤300≤200滑块调整量mm30353535
上工作台 L*W(mm)180*120200*140220*150300*220
下工作台L*W(mm)260*210300*230356*245600*300
机身L*W*H934*505*5421030*550*5601238*650*7151438*725*800
模柄孔(mm)吊模方式吊模方式吊模方式W*P370*4P750*4P1500*4P2200*4P
主电动机
(WXP)
操作方法双手操作式双手操作式双手操作式双手操作式
行程种类寸动/一行程/连续寸动/一行程/连续寸动/一行程/连续寸动/一行程/连续冲床颜色标准白色标准白色标准白色标准白色
高精密智能冲床MS-A系列冲床配置:
1.标准附属配件
人机界面 1组
变频器调速 1组
电子凸轮装置 1组
滑块及模具平衡装置 1组
干式气压离合器 1组
手动滑块模高调整装置 1组
误送检知装置 1组
可编程控制PLC 1组
手动黄油润滑装置 1组
空气吹料接头(1/4〞) 1组
空气源接头(1/4〞) 1组维护工具及工具箱 1组使用说明书及精度检查成绩表 1份
2.特殊附属配件:
机械送料轴端 1组
防震装置 1组
光电保护装置 1组
电动黄油润滑装置 1组
材料架 1组
送料机 1组
整平机 1组。