V形坡口对接立焊教案
- 格式:docx
- 大小:49.07 KB
- 文档页数:4

板立对接焊井研县高级职业中学 陈卫东一、课题名称:板立对接焊 二、教学目标:1、知识技能目标:板厚为12mm 的V 形坡口对接立焊操作要领2、过程与方法:通过本课题的实训,更好的掌握板厚为12mm 的V 形坡口对接立焊焊接工艺参数 。
3、情感态度与价值观:培养学生不怕脏不怕苦不怕累的精神,养成良好的工作习惯,注重细节。
三、教学重点:掌握板V 形坡口板对接焊的打底、填充、盖面层焊接的操作要领。
教学难点:(1)熟悉掌握断弧法在打底焊中的应用。
(2)掌握板-板对接焊接单面焊双面成形操作要领和控制变形的方法四、教学准备:多媒体教学课件 五、教学过程设计:(一) 展示实物、引出任务提出任务:怎样才能焊接出板对接焊工件? (二) 分析任务、解决问题看图纸、准备工件和辅助设备 立对接焊内容 定焊缝间隙开坡口30° 打底焊、填充焊、盖面焊教师引导,进行任务分析:1.首先仔细阅读工件图、依据工件图参数准备工件:2.核实工件尺寸长、宽、厚度、坡面角,并对工件进行校正。
3.对工件进行除锈、休整钝边、点固(预留间隙、反变形),且焊点应在破口内长度不超过10mm ,并垂直固定 (三)、学习任务(一) 明确工件图,掌握各参数的意义(二)掌握、提高板对接单面焊双面成型操作技能技术要求与工件图教师总结立焊技能操作的主要内容:1、打底击穿焊接2、填充层焊接3、盖面层焊接 在分三步实施过程中最难掌握的是打底击穿焊接,其次是盖面焊接。
怎样掌握提高呢?重点操作如下1、打底击穿焊接 操作要点:1、引弧后连续焊接至破口间隙处,调整焊条角度形成 第一个熔孔。
然后采用断弧一点击穿法,保证每次焊接都有 均匀地熔孔。
2、更换焊条前填满弧坑,防止裂纹和缩孔的产生,更换 焊条要迅速,重复以上操作。
3、力求电弧燃烧时间,间隔时间一致,新熔池压在前一个熔池的2/1处。
2、填充层焊接操作要点:1、从破口内引弧,将电弧拉至工件最下端压低电弧,采用 斜之字形运条方法操作。
任务五V形坡口立对接☆☆☆学习目标1.学会钢板立位焊条电弧焊单面焊双面成形的操作要领。
2. 能叙述焊条电弧焊焊接设备的基本构造、原理和调节方法。
3. 焊缝外观尺寸达到目标测试要求。
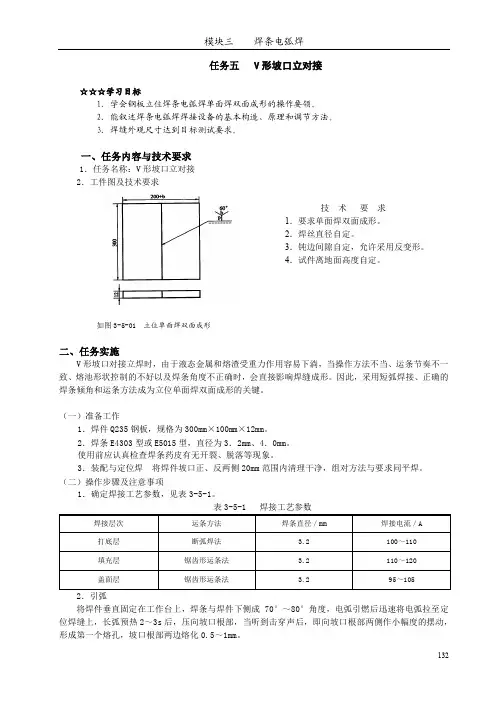
一、任务内容与技术要求1.任务名称:V形坡口立对接2.工件图及技术要求1.要求单面焊双面成形。
2.焊丝直径自定。
3.钝边间隙自定,允许采用反变形。
4.试件离地面高度自定。
如图3-5-01 立位单面焊双面成形二、任务实施V形坡口对接立焊时,由于液态金属和熔渣受重力作用容易下淌,当操作方法不当、运条节奏不一致、熔池形状控制的不好以及焊条角度不正确时,会直接影响焊缝成形。
因此,采用短弧焊接、正确的焊条倾角和运条方法成为立位单面焊双面成形的关键。
(一)准备工作1.焊件Q235钢板,规格为300mm×100mm×12mm。
2.焊条E4303型或E5015型,直径为3.2mm、4.0mm。
使用前应认真检查焊条药皮有无开裂、脱落等现象。
3.装配与定位焊将焊件坡口正、反两侧20mm范围内清理干净,组对方法与要求同平焊。
(二)操作步骤及注意事项1.确定焊接工艺参数,见表3-5-1。
表3-5-1 焊接工艺参数2.引弧将焊件垂直固定在工作台上,焊条与焊件下侧成70°~80°角度,电弧引燃后迅速将电弧拉至定位焊缝上,长弧预热2~3s后,压向坡口根部,当听到击穿声后,即向坡口根部两侧作小幅度的摆动,形成第一个熔孔,坡口根部两边熔化0.5~1mm。
1323.打底焊(1)起头方法:建立溶池底座后采用断弧法转入正常焊接。
(2)运条方法及焊条角度。
如图3-5-02 焊条角度、运条方法如图3-5-03 熔孔尺寸运条方法:如图,从坡口一侧引燃电弧,移动坡口另一侧交替地引燃和熄灭。
要领:听声音(电弧穿透坡口的声音)打熔孔(熔孔尺寸约0.8mm。
大小均匀,孔距一致)如图3-5-03 (3)接头方法:引弧位置在离末尾熔池5~6mm接缝。
课题:V形坡口平对接(一)——打底焊教学目标:掌握V形坡口平对接的打底焊方法及要求重、难点:打底焊课型:实习课教具:焊条、BX-160、BX6-180焊机、试件(150×300mm)授课时间:2012年3月22日下午授课班级:10级汽修班授课地点:焊接实训室教学过程一、组织实习: 组织学生教学楼后集合,检查人数——组长进行二、实习过程(一)安全文明生产知识的学习1、强调车间实习的纪律及安全常识;——教师强调2、《焊接实训室管理规定》的相关内容——安排组长带领学习(二)布置本次实习的主要任务————教师布置给学生说明本次实习的目的、要求及注意事项1、目的:V形坡口平对接打底焊练习2、要求及注意事项:(1)注意操作姿势正确(2)手持焊条要稳(3)看“红点”要准(三)学生实习操作过程:——学生活动(分别准备)1、焊前准备:(1)试件材料(2)试件尺寸(3)焊接要求:单面焊双面成形(4)焊接材料(5)焊机2、试件装配:(1)修磨钝边0.5-1mm,无毛刺(2)装配间隙:始端3.2mm,终端为4mm。
——教师讲解、示范教师设问,学生思考、回答这样装配的原因,教师评析、解答:放大终端间隙是考虑到焊接过程中的横向收缩量,以保证熔透坡口根部所需要的间隙。
错边量:≤1.2mm。
(3)定位焊:采用与焊接试件相同牌号的焊条,将装配好的试件在距离端部10—20mm之内进行定位焊,并在试件反面两端点焊,焊缝长度为10-15mm。
始端可少焊些,终端应多焊一些,以防止在焊接过程中收缩造成未焊段坡口间隙变窄而影响焊接。
注意:——教师讲解①错边及纠正方法,并有效的利用周围的物品以纠正错边②固定焊的位置③固定焊的长度(4)预置反变形量为30。
反变形量获得的方法是:两手拿其中一块钢板的两边,轻轻磕打另一块钢(5)打底焊①引弧②对③压④抬教师示范后,安排一名学生练习,教师给予点评。
每2-3学生一个工位分组练习,教师巡视并对学困生进行个别辅导。

V形坡⼝板对接⽴焊
V形坡⼝板对接⽴焊
(焊条电弧焊单⾯焊双⾯成形)
教案
⼯作任务页
V形坡⼝板对接⽴焊(焊条电弧焊单⾯焊双⾯成形)
本次学习容定位
《焊⼯⼯艺学》第三版P52-59“焊接接头类型及焊缝形式”P59-68“焊接⼯艺参数”部分容
《焊⼯技能训练》P15-23“板对接平焊”P24-30“板对接⽴焊”部分容
任务⼀
本次学习所需要的理论基础知识-
1、根据焊缝位置把焊接分为:平焊,横焊,⽴焊,仰焊⼏种焊接位置
2、与平焊相⽐较,⽴焊最⼤的困难是什么:铁⽔下淌,不易控制熔池
3、为什么要开坡⼝,开坡⼝焊接打底时,要特别注意什么:开坡⼝的⽬的是为了焊透,在打底焊时,要注意不能焊穿任务⼆
板对接⽴焊的⼯艺参数(焊机型号WS-400,试板厚12mm,开60°V形坡⼝,焊条型号结422,¢3.2,¢4.0)
1、通过学习在下表中列出本次焊接所需的焊接⼯艺参数,思考为什么。
2、想⼀想,如果把焊条换成结517,上表中哪些参数要作相应的变化
任务三板对接⽴焊的操作步骤和注意事项。
V形坡口对接立焊教案V形坡口对接立焊单面焊双面成形任教科目任教班级任课教师授课时间课时安排课题名称V形坡口对接立焊教学目标掌握V形坡口对接立焊单面焊双面成形的操作方法教学重点V形坡口对接立焊单面焊双面成形的打底焊的操作方法教学难点及突破方法难点:对接立焊打底焊熔池和熔孔的控制。
突破方法:理论讲解老师示范老师指导4mm。
余高差3mm.宽度差3mm.(2)、填充层焊接对打底焊缝仔细清查,应特别注意死角处的焊渣清理。
在距离焊缝始端10mm左右处引弧后,将电弧拉回到始端施焊。
每次都应按此法操作以防止产生缺陷。
采用横向锯齿形或月牙形运条法摆动。
焊条摆动到两侧坡口处要稍作停顿,以利于熔合及排渣,并防止焊缝两边产生死角。
焊条与试件的下倾角为7080。
最后一层填充层的厚度,应使其比母材表面低1mm左右,且应呈凹形,不得熔化坡口棱边,以利于盖面层保持平直。
(3)、盖面层焊接引弧同填充焊。
采用月牙形或锯齿形运条,焊条与试件的下倾角为7075。
焊条摆动到坡口边缘时,要压低电弧并稍作停留,这样有利于熔滴过渡和防止咬边。
摆动到焊道中间的过程要快些,防止熔池外形凸起产生焊瘤。
焊条摆动频率应比平焊稍快些,前进速度要均匀一致,使每个新熔池覆盖前一个熔池的2/33/4,以获得薄而细腻的焊缝波纹。
焊缝余高为0-4mm,余高差3mm.宽度差3mm.焊件上非焊道处不得有引弧痕迹。
每5位同学为一组观看,其它学生面向黑板分析操作要点.巡回指导:.逐工位指导,第一次主要观看指导打底间歇时间;第二次主要观看填充层运条操作;第三次主要观看盖面层运条操作.1、板V形坡口对接立焊单面焊双面成形中的打底焊、填充焊和盖面焊的操作要点有哪些2、试述采用连弧焊立焊打底时应该注意哪些问题。