中国薄板坯连铸连轧技术的现状和发展
- 格式:doc
- 大小:12.42 KB
- 文档页数:1
方坯连铸在国内外的发展现状及趋势方坯连铸是一种高效、节能的钢铁生产方式,能够大幅提高生产效率和产品质量,因此在国内外的发展前景广阔。
以下将从国内外的发展现状和趋势两个方面进行分析。
国内方坯连铸的发展现状:在中国,方坯连铸技术已经开始普及和应用,并且得到了持续改进和发展。
目前,国内已经建立了一批大型方坯连铸设备,例如宝钢、鞍钢等大型钢铁企业都已经采用方坯连铸技术进行生产。
方坯连铸设备的产量和技术水平都不断提升,生产效率明显提高,产品质量得到明显改善。
同时,国内方坯连铸技术的稳定性和可靠性也得到了进一步改善,减少了生产中断和排放的风险。
国内方坯连铸的发展趋势:从长期趋势来看,国内方坯连铸技术将进一步发展壮大。
首先,国家将继续加大对方坯连铸技术的支持力度,鼓励企业进行技术创新和设备升级。
其次,随着环境保护要求的提高,方坯连铸技术将会成为钢铁行业绿色发展的重要选择,通过减少废气、废水和固体废物的排放,实现循环经济的发展。
此外,随着国内市场对高端产品需求的不断增加,方坯连铸技术在生产高品质钢材方面的优势将得到进一步发挥。
国外方坯连铸的发展现状:在国外,方坯连铸技术已经得到广泛应用。
特别是在一些发达国家,如德国、日本和韩国等,方坯连铸设备已经达到较为成熟的水平,并且取得了显著的效果。
这些国家的方坯连铸设备生产效率高、产品质量优良、技术稳定可靠。
同时,国外方坯连铸技术在环保方面也较为成熟,对废气、废水等资源的利用率较高。
国外方坯连铸的发展趋势:在国外,方坯连铸技术的发展趋势也是不可逆转的。
首先,国外钢铁企业在提高生产效率和产品质量的需求下,将继续推动方坯连铸技术的发展和应用。
其次,国外方坯连铸技术将会不断优化和改进,通过引入先进的生产设备和技术,提高生产效率和产品质量,并且减少环境污染。
此外,随着新材料和新工艺的不断涌现,国外方坯连铸技术还有望在领域拓展和创新方面取得更多成果。
总体来说,方坯连铸技术在国内外的发展前景广阔。
我国薄板坯连铸连轧技术成就综述薄板坯连铸连轧已成为热轧薄板的重要生产方式之一,截至2013年底,我国已建成或在建15条(30流)薄板坯连铸连轧生产线,年生产能力约3724万吨,如附表所示。
我国已成为全球拥有薄板坯连铸连轧生产线最多、产能最大的国家,而且在薄板坯连铸连轧技术领域取得了重要的成就。
成就之一:薄板坯连铸连轧物理冶金过程研究薄板坯连铸连轧物理冶金特点及其组织演变规律。
薄板坯连铸连轧技术进入中国后的前几年,珠钢、北京科技大学、钢铁研究总院基于普通C-Mn钢进行了大量基础研究,揭示了薄板坯连铸连轧物理冶金过程中的组织演变规律:一是连铸凝固速率高,铸态组织晶粒细小、均匀。
二是轧制前原始奥氏体晶粒粗大,仍呈现为铸造树枝晶状。
三是虽然薄板坯连铸连轧过程总变形量小,但通过高速、大应变量的道次变形,最终产品晶粒明显细化。
钢中纳米粒子的发现。
研究发现,普通C-Mn钢采用相同的成分设计和轧制工艺,薄板坯连铸连轧的产品强度比传统流程高50MPa~100MPa。
对此,珠钢、北京科技大学、钢铁研究总院陆续在其研究中发现,钢中存在大量纳米尺寸的氧化物和硫化物,以及大量尺寸<20nm的沉淀粒子。
研究人员根据Orowan理论的位错越过粒子机制和Gladman等的理论,采用Ashby-Orowan修正模型模拟计算,结果表明,纳米析出物起到了沉淀强化作用。
成就之二:薄规格产品生产技术一方面,薄板坯连铸连轧技术衔接段采用辊底式均热炉,连铸坯出连铸机后处于加热或均热的环境中,使铸坯在进轧机前具有良好的温度均匀性,这是进行均匀热变形的前提条件;另一方面,连铸坯直接轧制为半无头和无头轧制工艺的实施提供了有利的条件,即不需复杂庞大的焊接设备焊接铸坯,因此薄板坯连铸连轧流程适于生产薄和超薄规格产品。
单坯轧制技术。
珠钢针对薄规格轧制过程中机架负荷较大、轧辊磨损严重、轧机振动剧烈、轧破堆钢甩尾等关键技术难题,提出轧辊凸度控制技术,包括热凸度模型、轧辊磨损模型和工作辊辊形,解决了轧辊凸度变化复杂导致板形严重恶化的关键技术;通过研究轧机振动控制技术、微张力控制技术、轧件稳定运行控制技术和轧制时序控制技术,解决了轧制过程无法稳定进行的技术难题,堆钢、甩尾事故减少90%;通过轧辊长寿技术,包括低应力抗剥落支承辊辊形、新型工艺润滑技术、轧辊材质和辊径配置的研究,使前段、后段工作辊和支承辊的轧制周期分别延长了80%、33%和50%,实现了薄规格产品的批量生产。
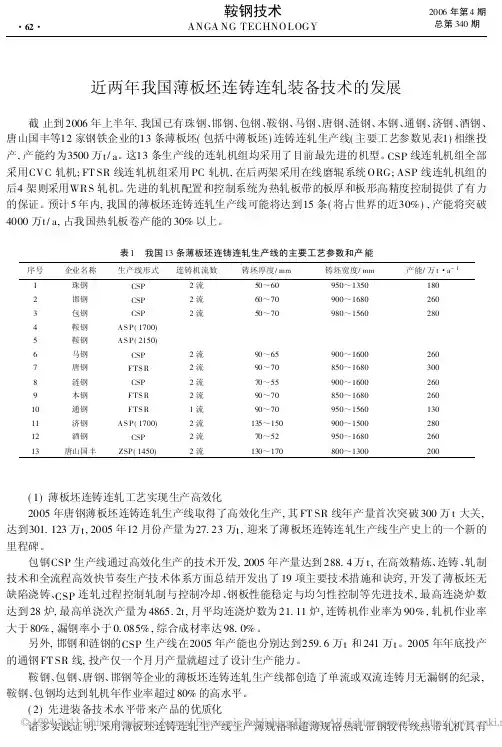
近两年我国薄板坯连铸连轧装备技术的发展截止到2006年上半年,我国已有珠钢、邯钢、包钢、鞍钢、马钢、唐钢、涟钢、本钢、通钢、济钢、酒钢、唐山国丰等12家钢铁企业的13条薄板坯(包括中薄板坯)连铸连轧生产线(主要工艺参数见表1)相继投产,产能约为3500万t /a 。
这13条生产线的连轧机组均采用了目前最先进的机型。
CSP 线连轧机组全部采用CVC 轧机;FT SR 线连轧机组采用PC 轧机,在后两架采用在线磨辊系统ORG;ASP 线连轧机组的后4架则采用WRS 轧机。
先进的轧机配置和控制系统为热轧板带的板厚和板形高精度控制提供了有力的保证。
预计5年内,我国的薄板坯连铸连轧生产线可能将达到15条(将占世界的近30%),产能将突破4000万t/a,占我国热轧板卷产能的30%以上。
表1 我国13条薄板坯连铸连轧生产线的主要工艺参数和产能序号企业名称生产线形式连铸机流数铸坯厚度/mm铸坯宽度/mm 产能/万t ・a -11珠钢CSP 2流50~60950~13501802邯钢CSP 2流60~70900~16802603包钢CSP 2流50~70980~15602804鞍钢AS P(1700) 5鞍钢AS P(2150) 6马钢CSP 2流90~65900~16002607唐钢FTS R 2流90~70850~16803008涟钢CSP 2流70~55900~16002609本钢FTS R 2流90~70850~168026010通钢FTS R 1流90~70950~156013011济钢AS P(1700)2流135~150900~150028012酒钢CSP 2流70~52950~168026013唐山国丰ZSP(1450)2流130~170800~1300200 (1)薄板坯连铸连轧工艺实现生产高效化2005年唐钢薄板坯连铸连轧生产线取得了高效化生产,其FT SR 线年产量首次突破300万t 大关,达到301.123万t ,2005年12月份产量为27.23万t ,迎来了薄板坯连铸连轧生产线生产史上的一个新的里程碑。
中国带式薄带坯连铸连轧的进步和展望摘要:薄板坯连铸连轧生产工艺是根据1857年英国人Henry Bessemer发明的专利而提出的。
因为开发研究的公司采用的结晶器不同,分为带式、辊式、辊带组合式等,其中研究得最多、进展最快、最具发展前途的是双辊薄板坯连铸连轧工艺。
过去几年我国薄带坯连铸连轧,中国薄带坯连铸连轧工艺设备和相关技术的国产化水平都有提高。
现在中国已迅速的发展成为采用薄带坯连铸连轧工艺的主要国家之一,为促进现代钢铁生产流程的发展做出贡献。
关键词:连铸连轧进展展望薄板坯正文:新型薄板坯连铸连轧工艺目前,国外开发的薄板坯连铸连轧工艺形式较多,但目前实现规模生产的只有4种,即德国施勒曼-西马克口(SMS)公司的CSP工艺;曼内斯曼-德马克(MDH)公司与意大利的阿西埃尔里亚-阿莱德集团合作开发的ISP工艺;意大利达涅利公司的FISR工艺;奧地利奧钢联开发的CONROLL工艺等。
CSP工艺施罗曼—西马克公司开发的CSP(compact stripproduction)工艺,也称为紧凑式热带生产工艺。
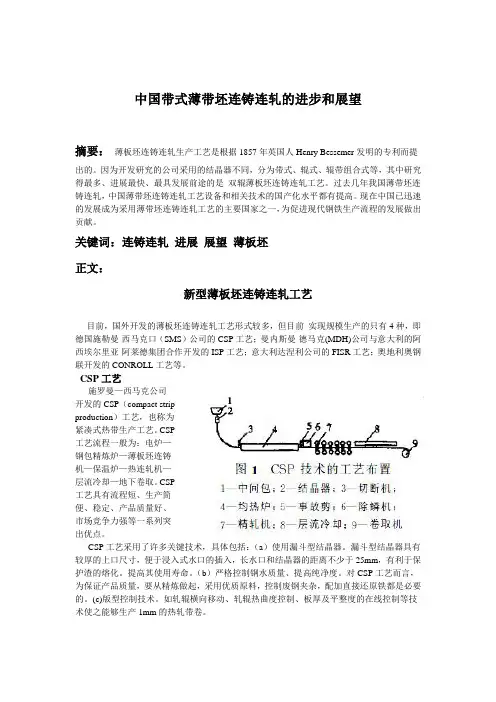
CSP工艺流程一般为:电炉—钢包精炼炉—薄板坯连铸机—保温炉—热连轧机—层流冷却—地下卷取。
CSP工艺具有流程短、生产简便、稳定、产品质量好、市场竞争力强等一系列突出优点。
CSP工艺采用了许多关键技术,具体包括:(a)使用漏斗型结晶器。
漏斗型结晶器具有较厚的上口尺寸,便于浸入式水口的插入,长水口和结晶器的距离不少于25mm,有利于保护渣的熔化。
提高其使用寿命。
(b)严格控制钢水质量、提高纯净度。
对CSP工艺而言,为保证产品质量,要从精炼做起,采用优质原料,控制废钢夹杂,配加直接还原铁都是必要的。
(c)版型控制技术。
如轧辊横向移动、轧辊热曲度控制、板厚及平整度的在线控制等技术使之能够生产1mm的热轧带卷。
ISP技术ISP(inline stripproduction)工艺,即在线热带钢生产工艺,是德国曼内诗曼—德马克公司和意大利阿西埃维尔西亚集团合作开发的一种薄板坯连铸连轧技术。
我国薄板坯连铸连轧工艺发展现状及前景展望祝志新(辽宁科技大学材料成型及控制工程12级,鞍山114000)1引言薄板坯连铸连轧技术是20 世纪80 年代末世界钢铁工业发展的一项重大技术, 它的开发成功是近终形浇铸技术的重大突破。
1998年我国第一条薄板坯连铸连轧生产线在珠钢投产,从1998 年底到2006 年上半年, 我国已有珠钢、邯钢、包钢、鞍钢、唐钢、马钢、涟钢、本钢、通钢、济钢、酒钢、唐山国丰12 家钢铁企业的13 条薄板坯( 包括中薄板坯) 连铸连轧线相继投产, 年产能约3500 万t。
2001 年底, 全球已建成53 条薄板坯连铸连轧生产线, 共75 流, 包括CSP ( Compact StripProduct ion)、ISP (In—Line St rip Production) 、FTSR ( Free Thin Slab Roll)、QSP 、DSP 和CON ROLL 工艺形式。
在过去的25 年中,美国与中国的钢铁工业分别引领了前2 个10 年国际薄板坯连铸连轧技术的发展。
第 1 个10 年以美欧为主,美国则主要以电炉流程为主。
第 2 个10 年以中国为主,主要以转炉流程为特点,同时铸坯厚度向70 ~90mm发展。
现在,到了薄板坯连铸连轧技术发展的第3个10 年。
2011年以来中国钢铁行业面临严重危机。
导致危机的原因有以下几点:一是2011 年房地产、汽车、造船等下游行业增速明显减缓,导致对钢铁产品的需求下滑;二是由于宏观经济低迷,造成国际市场钢材需求量下降,2011 年我国钢材出口量增速明显下滑;三是四万亿经济刺激计划后导致国内钢铁行业扎堆上马,产能过剩,各企业为争夺有限的市场进行价格战,利润下滑。
没有更多经费投入到技术改良,产品研发上,高端产品不多,附加值低。
钢铁行业盛行丛林法则,企业兼并重组,削减产能是目前走出困境的良方。
2发展现状尽管如此,薄板坯连铸连轧技术仍是一项好的技术。
2023年板坯连铸行业市场分析现状板坯连铸行业是现代钢铁生产过程中的重要环节之一,主要用于生产热轧板坯,提供原料给热轧工序。
随着中国钢铁行业的发展,板坯连铸行业也呈现出一定的规模和竞争力。
下面将从市场规模、行业竞争、发展趋势等方面进行对板坯连铸行业市场现状的分析。
一、市场规模板坯连铸行业市场规模主要受到宏观经济的影响,随着世界经济的发展和钢铁需求的增长,板坯连铸行业市场规模呈现出稳步增加的趋势。
根据国家统计局数据显示,2019年,我国粗钢产量达到8.9亿吨,相比2018年增长了8.3%。
而板材是钢铁产品中的重要组成部分,其需求量也在逐年增加。
二、行业竞争目前,我国板坯连铸行业市场参与企业众多,竞争激烈。
主要分为大型钢铁企业和小型钢铁企业两个层面。
大型钢铁企业拥有较强的资金实力和技术实力,在市场竞争中具有一定的优势。
他们通过资源整合、技术持续创新、成本优化等方式提升企业竞争力。
而小型钢铁企业则主要依靠低成本、灵活的运营模式来在市场中生存。
同时,国内钢铁市场面临着国际市场的竞争。
国外钢铁企业具有技术优势和品牌影响力,他们通过降低产品价格、改善产品质量、提供技术支持等方式来进入中国市场。
这对国内板坯连铸行业形成了一定的竞争压力。
三、发展趋势随着科技的不断进步和市场需求的变化,板坯连铸行业呈现出以下几个发展趋势:1.技术升级。
随着自动化和信息化技术的发展,板坯连铸行业将向智能化方向发展。
通过引进先进的连铸设备和控制系统,提高连铸工艺的稳定性和自动化程度,提高生产效率和产品质量。
2.节能减排。
板坯连铸行业是高能耗和高排放行业,为了应对国家环保政策和节能减排要求,企业需要加大技术研发力度,改善设备能效和减少污染物排放。
3.产品结构调整。
随着钢铁产业结构的调整,对板坯连铸行业的产品结构和品质要求也在提高。
企业需要根据市场需求调整产品结构,提高高端产品的比重,以增加市场竞争力。
四、问题与挑战板坯连铸行业在发展过程中也面临一些问题与挑战。
2024年板坯连铸市场分析现状简介本文将对板坯连铸市场的现状进行分析,包括市场规模、发展趋势、主要竞争对手和市场机会等方面的内容。
市场规模目前,板坯连铸市场规模庞大。
据统计,2019年全球板坯连铸产量达到XX万吨,预计未来几年将保持稳定增长。
中国是全球最大的板坯连铸市场,占据全球板坯连铸产量的XX%。
而其他地区如欧洲、北美和亚太地区也表现出了不俗的市场份额。
发展趋势随着技术的不断进步和行业的发展,板坯连铸市场呈现出以下几个发展趋势:1. 技术升级板坯连铸技术在过去几年取得了显著进展。
新一代板坯连铸装备的问世,使得生产效率得到提升,产品质量得到保障。
随着技术的进一步升级,板坯连铸市场将迎来更多的发展机遇。
2. 节能减排随着环保意识的普及和环境法规的加强,节能减排已成为全球关注的焦点。
板坯连铸技术相较于传统冶炼方法具有较低的能耗和排放量,成为行业的热门选择。
因此,在未来市场中,节能减排将成为板坯连铸企业的一大优势。
3. 国际竞争加剧随着全球化的进程加速推进,板坯连铸市场的竞争也日趋激烈。
国际知名钢铁企业纷纷涉足板坯连铸领域,并通过技术创新和品质提升来拓展市场份额。
国内企业需要提升自身的技术实力和产品质量,以在激烈的市场竞争中保持竞争优势。
主要竞争对手目前,板坯连铸市场的主要竞争对手有以下几家企业:1. 某知名钢铁企业该企业拥有先进的板坯连铸技术和设备,产品质量稳定可靠,市场占有率较高。
同时,该企业积极进行产品创新和技术研发,不断提升市场竞争力。
2. 某国内企业这家企业在国内市场拥有较高的知名度和市场份额。
虽然其技术实力稍逊于国际知名企业,但通过价格优势和客户服务的改进,仍然能在国内市场保持一定竞争力。
3. 某新兴企业这家企业是新兴板坯连铸企业中的领军者,凭借创新的技术、优质的产品和良好的客户关系,迅速崛起并获得一定市场份额。
未来,该企业有望在市场中取得更大突破。
市场机会板坯连铸市场存在着一些机会值得关注:1. 基建投资增加随着各国基础设施建设的不断推进,对板坯连铸的需求也将随之增加。
2023年板坯连铸行业市场调查报告市场调研报告:板坯连铸行业市场调查一、市场背景板坯连铸是钢铁行业中的一项重要工艺,其产品广泛应用于建筑、汽车、机械制造等领域。
随着经济的快速发展和工业化进程的加快,对板坯连铸的需求逐渐增加。
本报告旨在对板坯连铸行业进行全面调查研究,为相关企业提供市场分析和发展建议。
二、市场规模根据统计数据,近年来中国板坯连铸行业市场规模呈上升趋势。
其中,自2017年至今,行业市场规模年均增长率约为8%。
预计到2025年,行业市场规模将超过1000亿元。
主要原因是我国经济的持续增长和钢铁行业的需求增加。
三、市场竞争格局目前,我国板坯连铸行业存在较为激烈的竞争。
市场上主要的竞争对手包括国内外钢铁企业、设备制造商和服务提供商。
其中,国内钢铁企业在板坯连铸市场占有较大的份额,但国际大型设备制造商在高端市场上有一定的竞争优势。
此外,由于技术门槛相对较高,行业内企业之间的竞争主要体现在产品质量、价格和售后服务方面。
四、市场发展趋势1. 技术升级:随着科技进步和市场需求的推动,板坯连铸技术将不断升级。
包括模具设计优化、智能控制系统应用等方面的技术改进,将进一步提高产品质量和生产效率。
2. 环保意识增强:随着环保问题日益受到关注,板坯连铸行业将面临更高的环保要求。
未来,行业需要加大投入,改善工艺流程和设备,提高能源利用率,减少废气和废水排放。
3. 市场规模扩大:随着国内经济的发展和基础设施建设的加快,板坯连铸市场需求将进一步扩大。
同时,‘一带一路’倡议的推进将为板坯连铸行业带来更多的市场机会。
4. 国际合作加强:随着全球钢铁行业的竞争加剧,国内企业需要通过合作和技术引进来弥补短板。
未来,国际间的合作将越来越紧密,共同推动板坯连铸行业的发展。
五、市场前景展望随着经济的快速发展和工业化进程的加快,板坯连铸行业市场有望保持稳定增长。
根据市场调研数据,预计未来五年内行业市场规模将保持7%以上的年均增长率。
薄板坯连铸连轧技术综述薄板坯连铸连轧技术是一种先进的钢铁生产技术,它将连铸和连轧两个工序有机地结合在一起,实现了钢铁生产的高效、节能、环保和高质量。
本文将从薄板坯连铸连轧技术的原理、特点、应用和发展趋势等方面进行综述。
一、薄板坯连铸连轧技术的原理薄板坯连铸连轧技术是将连铸和连轧两个工序有机地结合在一起,实现了钢铁生产的高效、节能、环保和高质量。
其原理是:将熔融的钢水通过连铸机连续铸造成薄板坯,然后将薄板坯直接送入轧机进行连续轧制,最终得到所需的薄板产品。
这种技术不仅可以减少钢铁生产的能耗和环境污染,还可以提高钢铁产品的质量和生产效率。
二、薄板坯连铸连轧技术的特点1.高效节能:薄板坯连铸连轧技术将连铸和连轧两个工序有机地结合在一起,避免了传统钢铁生产中的多次加热和冷却过程,大大降低了能耗和生产成本。
2.环保节能:薄板坯连铸连轧技术可以减少钢铁生产中的二氧化碳、氮氧化物等有害气体的排放,降低了环境污染和对大气的负荷。
3.高质量:薄板坯连铸连轧技术可以实现钢铁产品的高质量生产,因为它可以避免传统钢铁生产中的多次加热和冷却过程,减少了钢铁产品的氧化和变形。
4.生产效率高:薄板坯连铸连轧技术可以实现钢铁产品的高效生产,因为它可以将连铸和连轧两个工序有机地结合在一起,减少了生产周期和生产成本。
三、薄板坯连铸连轧技术的应用薄板坯连铸连轧技术已经广泛应用于钢铁生产中,特别是在高端钢铁产品的生产中。
例如,汽车、航空航天、电子、建筑等领域的高端钢铁产品都可以采用薄板坯连铸连轧技术进行生产。
此外,薄板坯连铸连轧技术还可以用于生产高强度、高韧性、高耐磨性等特殊钢铁产品。
四、薄板坯连铸连轧技术的发展趋势随着钢铁生产技术的不断发展和进步,薄板坯连铸连轧技术也在不断地改进和完善。
未来,薄板坯连铸连轧技术将更加注重环保、节能和高效,同时还将更加注重钢铁产品的高质量和高附加值。
此外,薄板坯连铸连轧技术还将更加注重智能化和自动化,以提高生产效率和生产质量。
2023年板坯连铸行业市场规模分析在钢铁行业中,板坯连铸被广泛使用,是制造大型钢材和板材的重要工艺。
随着国民经济以及工业的快速发展,板坯连铸的市场需求也不断提升。
本文将对板坯连铸行业市场规模进行分析。
一、国内市场规模根据中国钢铁工业协会发布的数据显示,2019年我国钢材产量达到亿吨,其中约有50%的钢材是通过板坯连铸工艺生产的。
因此,板坯连铸技术在中国钢铁行业中占有重要地位。
同时,随着国家加强环保管控和淘汰落后产能,大型钢铁企业积极推进技术升级换代,也推动了板坯连铸市场的扩大。
据市场调研公司发布的统计数据,目前我国板坯连铸市场规模已经超过200亿元人民币。
而随着国家政策的鼓励和技术的发展,在未来的几年中,市场规模还将继续扩大。
二、全球市场规模与中国相比,板坯连铸在欧美等发达国家的应用较早,并且技术水平更为成熟。
例如日本、韩国、德国等国家的钢铁企业在板坯连铸方面具有较强的技术实力。
因此,这些发达国家的板坯连铸市场规模相对较大。
根据国际市场研究机构发布的数据显示,截至2019年,全球板坯连铸市场规模已经超过400亿美元。
而在未来几年中,全球板坯连铸市场规模还将继续增长。
三、市场前景和发展趋势随着国家环保政策的推进,大型钢铁企业加速自主研发新型钢铁材料和制造工艺,板坯连铸也逐渐成为钢铁企业的新标配。
在技术方面,板坯连铸正在向高效节能、降低废气排放等方向不断优化。
同时,随着全球经济一体化的不断深入,国际竞争日益激烈,板坯连铸企业需要更多地关注市场需求和技术趋势,适应国际市场的变化,推进企业的全球化战略。
总之,板坯连铸在国内外钢铁行业中占据着重要地位,市场规模已经达到数百亿级别。
未来,随着技术不断升级,市场需求也将不断增加,板坯连铸行业的市场前景十分广阔。
2023年连铸坯行业市场发展现状连铸坯行业是钢铁行业中一个主要的环节,也是钢铁生产过程中不可或缺的原料制备环节。
随着世界钢铁产业的发展和变化,连铸技术得到了广泛应用和不断改进,连铸坯行业市场也面临着新的挑战和机遇。
一、全球连铸坯行业市场总体发展趋势目前,全球钢铁产业正处于产能过剩和市场竞争激烈的阶段,这也直接影响了全球连铸坯行业市场的发展。
由于钢铁价格波动大,以及国家环保政策和能源效率要求的逐年提高,全球连铸坯市场逐渐向高质量、高附加值发展。
同时,随着发展中国家工业化进程的加速,对连铸坯的需求也在逐步提升。
总体上,全球连铸坯市场规模将继续扩大,但供应和需求结构将会发生重大变化。
二、中国连铸坯行业市场发展现状中国连铸坯生产规模巨大,但由于过去长期的产能过剩和质量不高,在国内和国际市场上一度受挫。
近几年来,中国政府大力推进供给侧结构性改革,企业加速通过技术升级和压缩落后产能,对连铸坯行业产生积极影响。
同时,随着国家环境保护要求日益提高,对高效、节能、环保型连铸设备的需求也在逐渐增加。
预计未来中国连铸坯市场将进一步向高质量、高附加值方向转型。
三、市场竞争和发展趋势展望当前,全球主要的连铸坯供应国为中国、欧盟、日本和韩国。
其中,中国作为全球最大的连铸坯生产国,拥有庞大的市场份额和成本优势;欧盟和日韩等发达国家则以高品质、高附加值连铸坯为主战场。
市场上,不同规模和类型的企业共存,市场竞争激烈。
同时,新技术、新材料不断涌现,将会对连铸坯市场产生重要影响。
总之,连铸坯行业市场将继续扩大,但需求和供应结构将发生较大变化,未来市场竞争将更加激烈。
企业需要不断加强技术创新,提升产品质量和附加值,逐步向高端市场发展,谋求市场竞争优势。
薄板坯连铸连轧分析摘要:与传统连铸相比,薄板坯连铸在铸坯厚度、浇铸速度、铸态组织、在线连轧等方面都发生了很大变化,既具有冷却强度大、生产线占地少、能耗低等优点,也具有表面质量不高、产品适应范围较小等缺点。
文中就薄板坯连铸连轧的现状,技术特点,局限性,板坯特点等方面的优缺点进行了分析比较,客观实际地薄板坯连铸连轧生产技术进行了评价。
关键词:薄板连铸连轧发展技术铸坯质量前言:进入新世纪后中国处于钢铁生产高速增长的新时期,同时也加快了工艺流程结构优化的步伐,特别是一批中型钢铁企业和大型钢铁企业进行了产品结构转型或流程优化,这使薄板坯连铸连轧这一新工艺在中国得到了快速发展。
1.发展现状:薄板坯连铸连轧生产工艺是20世纪90 年代世界钢铁工业发展的一项重大新技术,以其投资省、成本低、节能降耗、高效的优势,得到迅速的发展。
近年来,随着对薄板坯连铸连轧技术研究的深入,其工艺、设备和自动控制等方面技术不断发展。
薄板坯连铸连轧技术由最初的与电炉匹配发展为与高炉—转炉流程匹配生产,不再受废钢和电力的限制。
过去几年,中国薄板坯连铸连轧生产取得了长足的进展,不但生产效率循序提高,而且产品开发形成了各厂特点,生产细晶与超细晶钢,铌、钒、钛微合金高强度钢板,提高冷轧坯料质量,加大薄规格产品比例,进行铁素体轧制等方面都有进步,还对纳米析出物沉淀强化机理等问题作了深入研究。
中国薄板坯连铸连轧工艺装备和相关技术的国产化水平都有提高。
中国钢厂将继续就流程配置对工艺制度优化、生产效率提高、产品质量改进和产品结构优化的关系等问题进行研究,进一步提高薄板坯连铸连轧生产线的竞争能力。
2.薄板坯连铸连轧在我国的实践应用:2. 1薄板坯连铸连轧技术在我国的发展自从1999 年8 月广州珠江钢厂第1 台CSP生产线建成投产以来,我国的薄板坯连铸连轧技术发展愈来愈快。
到2007 年,我国已有珠钢、邯钢、包钢、鞍钢、唐钢、马钢、涟钢、本钢、通钢、济钢、酒钢、唐山国丰12 家钢铁企业13 条薄板坯(包括中薄板坯)连铸连轧线相继投产,年产能约3 500 万t。
中国薄板坯连铸连轧技术的现状和发展
薄板坯连铸连轧技术是近年来国内钢铁工业快速发展的一项关键技术,该技术是在连铸技术和轧制技术的基础上发展而来。
目前,国内主要的薄板坯连铸连轧工艺有双流炉连铸双机、连铸机联轧机等几种,各钢厂也积极推广和应用该技术。
该技术的特点是高效、低耗、高质、低成本。
其生产效率比传统热轧技术高出一倍以上,并且产品质量稳定可靠,成品率高。
另外,该技术实现了原始资料的高效利用,降低了资源消耗和耗能量,使钢铁生产更加环保。
目前,国内钢铁行业正在不断探索和推广该技术。
我国大型钢铁企业,在不断优化工艺流程,提高品质的同时,还在推广绿色环保型钢材,以适应市场的不断变化和发展。
随着技术的不断进步和应用,薄板坯连铸连轧技术在国内的应用前景将会更加广阔,并为钢铁行业的可持续发展注入新的动力。
中国薄板坯连铸连轧技术的现状和发展中国薄板坯连铸连轧技术是指将熔化的金属经过连铸机连续铸造成坯料,然后通过连续轧制、切割等工艺过程,制成各种规格的薄板材料的生产技术。
目前,中国的薄板坯连铸连轧技术已经取得了较大的进步和发展。
主要体现在以下几个方面:
一、品种规格的增加
随着市场需求的不断增加,中国的薄板坯连铸连轧技术已经实现了从单一规格向多品种、小批量和高品质的发展。
目前,我国已经能够生产厚度为0.8mm以下、宽度在800mm以上的薄板产品,满足了市场对多种产品的需求。
二、技术水平的提高
随着技术的不断发展,中国的薄板坯连铸连轧技术逐步实现了数控化、自动化和智能化。
同时,新的轧制工艺和设备的应用,也使得产品的质量和生产效率得到了大幅提升。
三、环保意识的加强
在当前环保意识不断提高的背景下,中国的薄板坯连铸连轧技术也在不断推进环境保护措施。
例如,在生产过程中采用了新型的净化技术和设备,有效降低了环境污染和能源消耗。
未来,中国薄板坯连铸连轧技术还将继续发展和完善。
我们有理由相信,在技术革新和环保要求的推动下,中国的薄板坯连铸连轧技术将会更加先进、更加高效、更加环保、也更加适应市场需求。
- 1 -。