冲模刃口尺寸的计算
- 格式:doc
- 大小:448.50 KB
- 文档页数:20
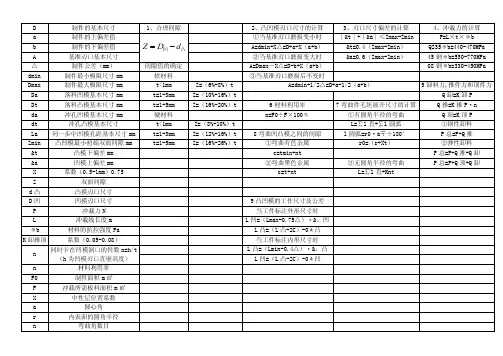


冲压工艺与模具设计冲裁模凸模与凹模刃口尺寸的计算落料件大端尺寸冲孔件小端尺寸1、 基准件的确定 落料件尺寸由凹模尺寸决定,以凹模为基准,间隙取在凸模上; 冲孔件尺寸由凸模尺寸决定;以凸模为基准, 间隙取在凹模上。
2.3.1 凸模、凹模刃口尺寸计算的依据和原则2、考虑冲模的磨损规律 落料模:凹模基本尺寸应取落料件公差范围的较小尺寸; 冲孔模:凸模基本尺寸应取冲孔件公差范围的较大尺寸。
冲裁间隙采用最小合理间隙值3、制件和冲模刃口尺寸偏差应按“入体”原则标注“入体”原则:向材料实体方向单向标注落料件和凸模上偏差为零,下偏差为负;冲孔件和凹模上偏差为正,下偏差为零。
2.3.2 凸、凹模刃口尺寸的计算方法图 2.3.1冲模的制造公差与冲裁间隙之间关系图 a)落料;b)冲孔 1、凸模与凹模分别加工计算模具刃口尺寸分开加工:是指凸模和凹模分别按图纸标注的尺寸和公差进行加工特点:制造周期短,互换性好,但是间隙受模具制造影响,适合于简单形状的冲压件。
冲模的制造公差与冲裁间隙之间应满足:∣δp∣+ ∣δd∣≤2c max-2c minδp ——凸模下偏差;δd——凹模上偏差。
若:∣δp∣+ ∣δd∣>2c max-2c min取δp = 0.4(2c max-2c min) ;δd = 0.6(2c max-2c min)(1)落料(以凹模为基准,先确定凹模尺寸)落料凹模的尺寸:D d=(D max-xΔ)0+ δd落料凸模的尺寸:D p=(D d- 2c min)0-δp(2)冲孔(以凸模为基准,先确定凸模尺寸)冲孔凸模的尺寸:d p=(d min+ xΔ)0-δp冲孔凹模的尺寸:d d=(d p+2c min)0+ δd(3)凹模型孔中心距:L d=(L min+0.5Δ)±0.125Δ2、凸模和凹模配制加工计算刃口尺寸按尺寸和公差制造出凹模或凸模其中一个(基准件),然后依此为基准再按最小合理间隙配作另一件。
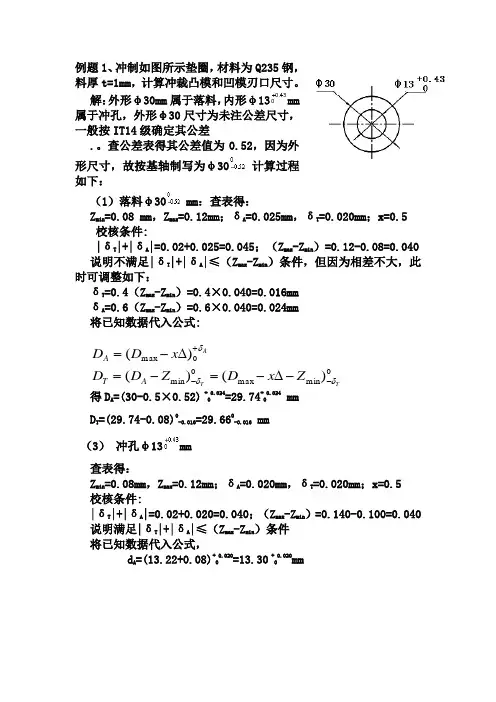
例题1、冲制如图所示垫圈,材料为Q235钢,料厚t=1mm ,计算冲裁凸模和凹模刃口尺寸。
解:外形φ30mm 属于落料,内形φ13mm 属于冲孔,外形φ30尺寸为未注公差尺寸,一般按IT14级确定其公差.。
查公差表得其公差值为0.52,因为外形尺寸,故按基轴制写为φ30计算过程如下:(1)落料φ30mm :查表得:Z min =0.08 mm ,Z max =0.12mm ;δA =0.025mm ,δT =0.020mm ;x=0.5 校核条件:|δT |+|δA |=0.02+0.025=0.045;(Z max -Z min )=0.12-0.08=0.040 说明不满足|δT |+|δA |≤(Z max -Z min )条件,但因为相差不大,此时可调整如下:δT =0.4(Z max -Z min )=0.4×0.040=0.016mm δA =0.6(Z max -Z min )=0.6×0.040=0.024mm 将已知数据代入公式:0min max 0min 0max )()()(TT AZ x D Z D D x D D A T A δδδ--+-∆-=-=∆-=得D A =(30-0.5×0.52) +00.024=29.74+00.024 mm D T =(29.74-0.08)0-0.016=29.660-0.016 mm (3) 冲孔φ13mm查表得:Z min =0.08mm ,Z max =0.12mm ;δA =0.020mm ,δT =0.020mm ;x=0.5 校核条件:|δT |+|δA |=0.02+0.020=0.040;(Z max -Z min )=0.140-0.100=0.040 说明满足|δT |+|δA |≤(Z max -Z min )条件 将已知数据代入公式,d A =(13.22+0.08)+00.020=13.30 +00.020mmA A TZ x d Z d d x d d T A T δδδ++-+∆+=+=∆+=0min min 0min 0min )()()(即得:d T =(13+0.5×0.43)0-0.020=13.22 0-0.020mm ,。
模具刃口计算是模具设计中重要的一部分,它决定了冲压零件的形状和尺寸。
下面是一般模具刃口计算的步骤和考虑因素:
零件设计与分析:
分析待加工零件的几何形状和尺寸。
确定零件的材料特性、成形要求和切削方向等。
压力分析:
根据零件形状和材料特性,进行压力分析。
确定切削区域和应力分布情况。
刃口宽度计算:
根据压力分析和材料特性,计算刃口宽度。
考虑零件的尺寸公差和材料弹性变形等因素。
刃口形状选择:
根据零件的几何形状和成形要求,选择合适的刃口形状。
常见的刃口形状包括V型刃口、U型刃口、圆形刃口等。
刃口角度确定:
根据刃口形状和材料特性,确定刃口的角度。
角度的选择应考虑切削效果、材料变形和刀具寿命等因素。
刃口间隙计算:
根据刃口宽度和刃口角度,计算刃口间的间隙。
确保刃口间隙能够容纳材料的弹性变形和切削力。
刃口倾斜角计算:
如果需要倾斜刃口,根据成形要求和材料特性,计算刃口的倾斜角。
确保倾斜角度能够满足零件的形状和表面质量要求。
模具材料选择:
根据刃口的切削特性和耐磨性要求,选择适当的模具材料。
常用的模具材料包括高速钢、硬质合金和工具钢等。
以上步骤是一般的模具刃口计算的基本流程。
在实际应用中,还需要考虑零件的材料特性、成形工艺和刀具的选择等因素,以获得最佳的刃口设计。
对于复杂的刃口形状和特殊材料,可能需要进行模拟仿真和试验验证。
第4章 典型模具设计 (2)设计落料模时,因凹模的磨损使落料件轮廓尺寸增大,凹模的刃口尺寸应等于或接近工件的下极限尺寸;设计冲孔模时,因凸模的磨损使冲孔件的孔径尺寸减小,凸模的刃口尺寸应等于或接近工件的上极限尺寸。
(3)冲裁模在使用中,磨损间隙值将不断增大,因此,设计时无论是落料模还是冲孔模,新模具都必须选取最小合理间隙Z min ,使模具具有较长的寿命。
(4)凸、凹模刃口部分尺寸的制造公差要按零件的尺寸要求决定,一般模具的制造精度比冲裁件的精度高2~3级。
若零件未注公差,对于非圆形件,冲模按IT9精度制造;对于圆形件,一般按IT6~IT7级精度制造。
模具刃口尺寸的公差与冲裁件尺寸公差的关系,见表4-5。
表4-5模具刃口尺寸的公差与冲裁件尺寸公差的关系2.刃口尺寸的计算方法模具刃口尺寸的计算方法分为两种。
(1)凸模与凹模分开加工 设计计算中要分别标注凸、凹模刃口尺寸与制造公差。
模具的制造公差应当满足下列条件:p d max minp max min d max min 0.4)0.6)Z Z Z Z Z Z δδδδ+−=−=−≤((式中:δp 、δd —— 分别为凸模和凹模的制造公差,mm 。
下面对冲孔和落料两种情况进行讨论。
① 冲孔:设零件孔的尺寸为d +∆,其凸、凹模工作部分尺寸的计算公式如下:p 0p()d d x δ∆−=+式中:d p —凸模尺寸,mm ;x —考虑磨损的系数,按零件公差等级选取。
各部分的公差带如图4-3(a )所示。
② 落料模:设零件尺寸为D −Δ,落料模的允许偏差位置如图4-3(b )所示,其凸、凹模工作部分尺寸的计算公式如下:dpd 00p d min ()()D D x D D Z δδ∆+−=−=−式中:D d —凹模尺寸,mm ;D p —凸模尺寸,mm 。
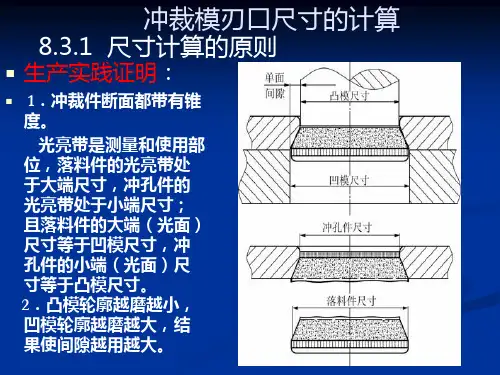
冲模刃口尺寸的计算
一、尺寸计算原则
在确定冲模凸模和凹模刃口尺寸时,必须遵循以下原则:
1)根据落料和冲孔的特点,落料件的尺寸取决于凹模尺寸,因此落料模应先决定凹模尺寸,
用减小凸模尺寸来保证合理间隙;冲孔件的尺寸取决于凸模尺寸,故冲冲模应先决定凸模尺寸,用增大凹模尺寸来保证合理间隙。
2)根据凸、凹模刃口的磨损规律,凹模刃口磨损后使落料件尺寸变大,其刃口的基本尺寸应取接近或等于工件的最小极限尺寸;凸模刃口磨损后使冲孔件孔径减小,故应使刃口尺寸接近或等于工件的最大极限尺寸。
3)考虑工件精度与模具精度间的关系,在确定模具制造公差时,既要保证工件的精度要求,又能保证有合理的间隙数值。
一般冲模精度较工件精度高2~3级。
1
卑微如蝼蚁、坚强似大象
二、尺寸计算方法
由于模具加工和测量方法的不同,可分为两类:
1.凸模与凹模分开加工
这种加工方法适用于圆形或简单规则形状的冲裁件。
其尺寸计算公式如表2—27。
表2—27分开加工法凸、凹模工作部分尺寸和公差计算公式
D、∆+d的形式。
注:计算时.需先将工件尺寸化成∆-
卑微如蝼蚁、坚强似大象
卑微如蝼蚁、坚强似大象
2
表中
凹
凸、D D —一分别为落料凸、凹模的刃口尺寸(mm);
凹
凸、d d 一一分别为冲孔凸、凹模的刃口尺寸(mm);
D —一落料件外形的最大极限尺寸(mm);d 一一冲孔件孔径的最小极限尺寸(mm);
凹凸、δδ—一分别为凸、凹模的制造公差(mm ),见表2-29、表2-29;
∆一—零件(工件)的公差(mm );min 2c 一—最小合理间隙。
卑微如蝼蚁、坚强似大象
3
表2-28 规则形状(圆形、方形)冲裁凸模、凹模的极限偏差 (单位:mm )
注: 1. 当
凸
δ+
凹
δ>2
m ax
c —min 2c 时,图纸只在凸模或凹模一个零件上标注偏差,而另一
件则注明配作间隙。
2. 本表适用于汽车、拖拉机行业。
4
表2-29圆形凸、凹模的极限偏差(单位:mm)
卑微如蝼蚁、坚强似大象
卑微如蝼蚁、坚强似大象
注: 1. 当
凸δ+
凹
δ>2
m ax
c —
min 2c 时,图纸只在凸模或凹模一个零件上标注偏差,而另一件则注明配作间隙。
2.本表适用于电器、仪表行业。
为了保证新冲模的间隙小于最大合理间隙(2
m ax
c ),凸模和凹模制造公差必须保证:
凸
δ+
凹
δ≤2
m ax
c —min 2c
卑微如蝼蚁、坚强似大象
当凹凸、δδ无现成资料时,一般可取 凸δ∆=41 凹δ=2凸δ
式中 x —磨损系数,其值选取见表2-30。
表2-30 磨损系数x
【例】 如图2-21所示的垫圈,材料为08,料厚3mm,试计算凸模与凹模刃口尺寸及公差。
7
卑微如蝼蚁、坚强似大象
由表2-2查得:2m ax
c =0.64 min 2c =0.46 2
m ax
c —min 2c =0.64-0.46=0.18
对落料件尺寸
034
.02.40-Φ的凹、凸模偏差值查表2-28得:
凹δ=+0.030 凸δ=0.020
凸
δ+
凹
δ=0.05< 2
m ax
c —min 2c 查表2-30查得:x=0.5
对冲孔尺寸
24.00
9.13+Φ的凸、凹模偏差值查表2-28得:
凸δ=-0.020 凹δ=+0.020
凸
δ+
凹
δ=0.4< 2
m ax
c —min 2c 查表2-30查得:x=0.5 尺寸计算如表2-31。
8
图2—21垫圈
材料:08料厚:3 mm
表2-31尺寸计算(单位:mm)
卑微如蝼蚁、坚强似大象
2.凸模与凹模配合加工
对冲制形状复杂或薄材料工件的模具,其凸、凹模通常采用配合加工的方法。
此方法是先做凸模或凹模中的一件,然后根据制作好的凸模或凹模的实际尺寸,配做另
10
卑微如蝼蚁、坚强似大象
一件,使它们之间达到最小合理间隙值。
落料时,先做凹模,并以它作为基准配制凸模,保证最小合理间隙;冲孔时,先做凸模,并以它作为基准配做凹模,保证最小合理间隙。
因此,只需在基准件上标注尺寸和公差,另一件只标注基本尺寸,并注明“凸模尺寸按凹模实际尺寸配制,保证间隙××”(落料时);或“凹模尺寸按凸模实际尺寸配做,保证间隙××”(冲孔时)。
这种方法,可放大基准件的制造公差,使其公差大小不再受凸、凹模间隙值的限制、制造容易。
对一些复杂的冲裁件,由于各部分尺寸的性质不同,凸、凹模刃口的磨损规不相同,所以基准件刃口尺寸计算方法也不同。
表2—32列有凸、凹模刃口尺寸计算公式,落料件按凹模磨损后尺寸变大(图2—22中A 类尺寸)、变小(图2—22中B类尺寸),不变(图2—22中C类尺寸)的规律分三种;冲孔件按凸模磨损后尺寸变小(图2—23中A类尺寸),变大(图2—23中B类尺寸),不变(图2—23中C类尺寸)的规律分为三种。
表2-32配合加工法凸、凹模尺寸及其公差的计算公式
卑微如蝼蚁、坚强似大象
卑微如蝼蚁、坚强似大象
卑微如蝼蚁、坚强似大象
表中
凸
凸、凸、C B A —凸模刃口尺寸(mm);
凹
凹、凹、C B A —凹模刃口尺寸(mm);
A 、
B 、
C 一工件基本尺寸(mm); △一工件公差(mm);
/∆—工件的偏差,对称偏差时,/
∆=∆21
卑微如蝼蚁、坚强似大象
凸δ、凹δ—凸、凹模制造公差,(mm);见表2-33,表2-34;
当标注形式为+凹δ(或-凸δ)时,凸δ= 凹δ=∆41
当标注形式为+凹δ(或+凸δ)时,凸δ= 凹δ=∆81=/41∆;
x 一磨损系数,其值见表2--30。
图2—22落料件与凹模尺寸
图2—23冲孔见与凸模尺寸
【例】冲制变压器铁芯片零件,材料为D42硅钢片,料厚为0.35+0.04mm,尺寸如图2—24所示,确定落料凹、凸模刃口尺寸及制造公差。
卑微如蝼蚁、坚强似大象
卑微如蝼蚁、坚强似大象
图2-24 变压器铁芯片
根据零件形状,凹模磨损后其尺寸变化有三种情况。
第一类:凹模磨损后尺寸增大的是图中的。
、、、4321A A A A
由表2—30查得:
5
.075.0321==x x x ;、
表2-33曲线形状的冲裁凸、凹模的制造公差(单位:mm)
注:1.本表序列公差,只在凸模或凹模一个零件上标注,而另一件则注明配作间隙。
2. 本表适用于汽车拖拉机行业。
表2-34工件为非圆形时,冲裁凸、凹模的制造公差
卑微如蝼蚁、坚强似大象
卑微如蝼蚁、坚强似大象
卑微如蝼蚁、坚强似大象
注:本表适用于电器行业.
由表2—32中公式得:
A
75
.0401-=(凹
×09
.00
34.04
175
.39)
34.0++= A
75
.0102-=(凹
×
07
.00
3.04
10
5.9)3.0++=
尺寸A 3
为30±0.34化成为30.34
068
.0- 则 A
5
.034.303-=(凹
×
17
.00
68.04
1
.30)68.0++=
A 凹4在确定A 1、A 2与
B 的尺寸之后即可确定。
第二类尺寸:凹模磨损后减小的尺寸是图中尺寸B 。
查表2—30: x =0.75
由表2—32中公式得: B=
75.010+(×0
05
.002
.04
1
15.10)2.0+--=
第三类尺寸:磨损后尺寸没有增减的是C (为图中C 为正偏差)
C2
1
25+
=(
凹
×
035
.0
14
.
25
28
.0
8
1
28
.0±
=
±
)
卑微如蝼蚁、坚强似大象。