冲裁模刃口尺寸的设计计算讲解版.
- 格式:ppt
- 大小:2.66 MB
- 文档页数:3
冲模刃口尺寸的计算一、尺寸计算原则在确定冲模凸模和凹模刃口尺寸时,必须遵循以下原则:1)根据落料和冲孔的特点,落料件的尺寸取决于凹模尺寸,因此落料模应先决定凹模尺寸,用减小凸模尺寸来保证合理间隙;冲孔件的尺寸取决于凸模尺寸,故冲冲模应先决定凸模尺寸,用增大凹模尺寸来保证合理间隙。
2)根据凸、凹模刃口的磨损规律,凹模刃口磨损后使落料件尺寸变大,其刃口的基本尺寸应取接近或等于工件的最小极限尺寸;凸模刃口磨损后使冲孔件孔径减小,故应使刃口尺寸接近或等于工件的最大极限尺寸。
3)考虑工件精度与模具精度间的关系,在确定模具制造公差时,既要保证工件的精度要求,又能保证有合理的间隙数值。
一般冲模精度较工件精度高2~3级。
1卑微如蝼蚁、坚强似大象二、尺寸计算方法由于模具加工和测量方法的不同,可分为两类:1.凸模与凹模分开加工这种加工方法适用于圆形或简单规则形状的冲裁件。
其尺寸计算公式如表2—27。
表2—27分开加工法凸、凹模工作部分尺寸和公差计算公式D、∆+d的形式。
注:计算时.需先将工件尺寸化成∆-卑微如蝼蚁、坚强似大象卑微如蝼蚁、坚强似大象2表中凹凸、D D —一分别为落料凸、凹模的刃口尺寸(mm);凹凸、d d 一一分别为冲孔凸、凹模的刃口尺寸(mm);D —一落料件外形的最大极限尺寸(mm);d 一一冲孔件孔径的最小极限尺寸(mm);凹凸、δδ—一分别为凸、凹模的制造公差(mm ),见表2-29、表2-29;∆一—零件(工件)的公差(mm );min 2c 一—最小合理间隙。
卑微如蝼蚁、坚强似大象3表2-28 规则形状(圆形、方形)冲裁凸模、凹模的极限偏差 (单位:mm )注: 1. 当凸δ+凹δ>2m axc —min 2c 时,图纸只在凸模或凹模一个零件上标注偏差,而另一件则注明配作间隙。
2. 本表适用于汽车、拖拉机行业。
4表2-29圆形凸、凹模的极限偏差(单位:mm)卑微如蝼蚁、坚强似大象卑微如蝼蚁、坚强似大象注: 1. 当凸δ+凹δ>2m axc —min 2c 时,图纸只在凸模或凹模一个零件上标注偏差,而另一件则注明配作间隙。

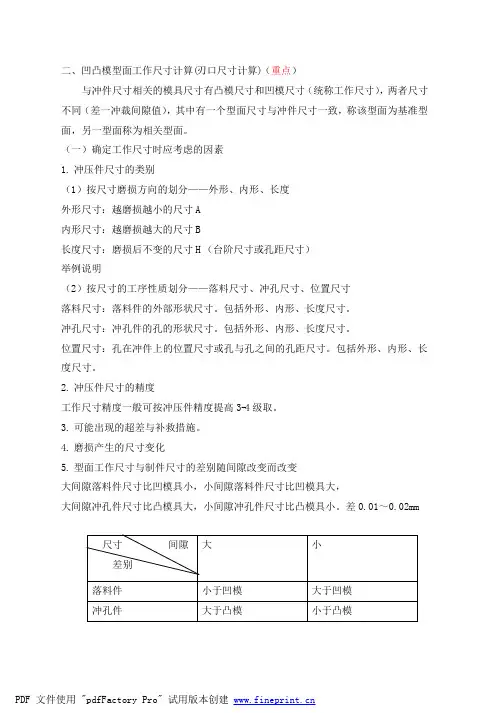
冲压工艺与模具设计冲裁模凸模与凹模刃口尺寸的计算落料件大端尺寸冲孔件小端尺寸1、 基准件的确定 落料件尺寸由凹模尺寸决定,以凹模为基准,间隙取在凸模上; 冲孔件尺寸由凸模尺寸决定;以凸模为基准, 间隙取在凹模上。
2.3.1 凸模、凹模刃口尺寸计算的依据和原则2、考虑冲模的磨损规律 落料模:凹模基本尺寸应取落料件公差范围的较小尺寸; 冲孔模:凸模基本尺寸应取冲孔件公差范围的较大尺寸。
冲裁间隙采用最小合理间隙值3、制件和冲模刃口尺寸偏差应按“入体”原则标注“入体”原则:向材料实体方向单向标注落料件和凸模上偏差为零,下偏差为负;冲孔件和凹模上偏差为正,下偏差为零。
2.3.2 凸、凹模刃口尺寸的计算方法图 2.3.1冲模的制造公差与冲裁间隙之间关系图 a)落料;b)冲孔 1、凸模与凹模分别加工计算模具刃口尺寸分开加工:是指凸模和凹模分别按图纸标注的尺寸和公差进行加工特点:制造周期短,互换性好,但是间隙受模具制造影响,适合于简单形状的冲压件。
冲模的制造公差与冲裁间隙之间应满足:∣δp∣+ ∣δd∣≤2c max-2c minδp ——凸模下偏差;δd——凹模上偏差。
若:∣δp∣+ ∣δd∣>2c max-2c min取δp = 0.4(2c max-2c min) ;δd = 0.6(2c max-2c min)(1)落料(以凹模为基准,先确定凹模尺寸)落料凹模的尺寸:D d=(D max-xΔ)0+ δd落料凸模的尺寸:D p=(D d- 2c min)0-δp(2)冲孔(以凸模为基准,先确定凸模尺寸)冲孔凸模的尺寸:d p=(d min+ xΔ)0-δp冲孔凹模的尺寸:d d=(d p+2c min)0+ δd(3)凹模型孔中心距:L d=(L min+0.5Δ)±0.125Δ2、凸模和凹模配制加工计算刃口尺寸按尺寸和公差制造出凹模或凸模其中一个(基准件),然后依此为基准再按最小合理间隙配作另一件。