油封骨架冲压模具设计
- 格式:doc
- 大小:376.50 KB
- 文档页数:38
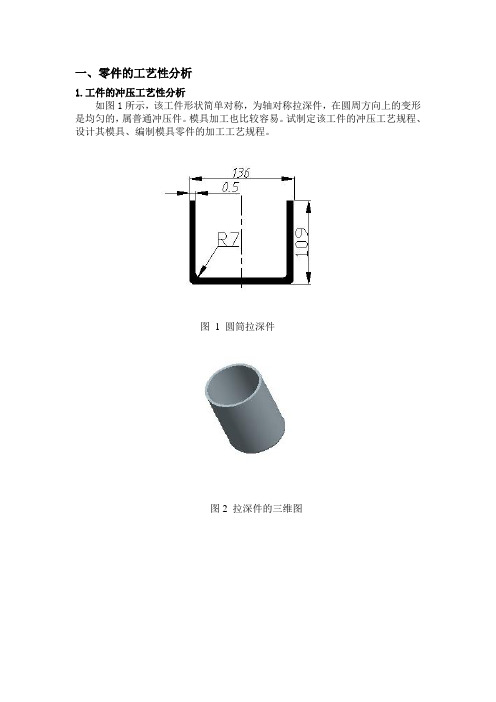
一、零件的工艺性分析1.工件的冲压工艺性分析如图1所示,该工件形状简单对称,为轴对称拉深件,在圆周方向上的变形是均匀的,属普通冲压件。
模具加工也比较容易。
试制定该工件的冲压工艺规程、设计其模具、编制模具零件的加工工艺规程。
图1 圆筒拉深件图2 拉深件的三维图2.工件材料化学成分和机械性能分析(1)材料分析工件的材料为08钢,属于优质碳素结构钢,优质沸腾钢,强度、硬度低,冷变形塑性很好,可深冲压加工,焊接性好。
成分偏析倾向大,时效敏感性大,故冷加工时应采用消除应力热处理或水韧处理,防止冷加工断裂。
08钢的主要机械性能如下:σ(兆帕) 280-390抗拉强度bσ(兆帕) 180屈服强度s抗剪强度(兆帕) 220-310延伸率δ 32%(2)结构分析工件为一窄凸缘筒形件,结构简单,圆角半径为r=7,厚度为t=0.5mm,满足筒形拉深件底部圆角半径大于一倍料厚的要求,因此,零件具有良好的结构工艺性。
(3)精度分析工件上尺寸均为未注公差尺寸,普通拉深即可达到零件的精度要求。
经上述分析,产品的材料性能符合冷冲压加工要求。
在零件工艺性分析的基础上制定其工艺路线如下:零件的生产包括落料、拉深(需计算确定拉深次数)、修边(采用机械加工)等工序,为了提高生产效率,可以考虑工序的复合,经比较决定采用落料与第一次拉深复合。
二、工件的拉深工艺分析及计算1.毛坯尺寸计算(1)计算原则相似原则:拉深前坯料的形状与拉深件断面形状相似;等面积原则:拉深前坯料面积与拉深件面积相等。
(2)计算方法由以上原则可知,旋转体拉深件采用圆形毛坯,其直径按面积相等的原则计算。
计算坯料尺寸时,先将拉深件划分为若干便于计算的简单几何体,分别求出其面积后相加,得拉深件总面积A。
图3 拉深件的坯料计算如图3所示,筒形件坯料尺寸,将圆筒件分成三个部分,每个部分面积分别为:(3)确定零件修边余量由于板料的各向异性和模具间隙不均等因素的影响,拉深后零件的边缘不整齐,甚至出现耳子,需在拉伸后进行修边。
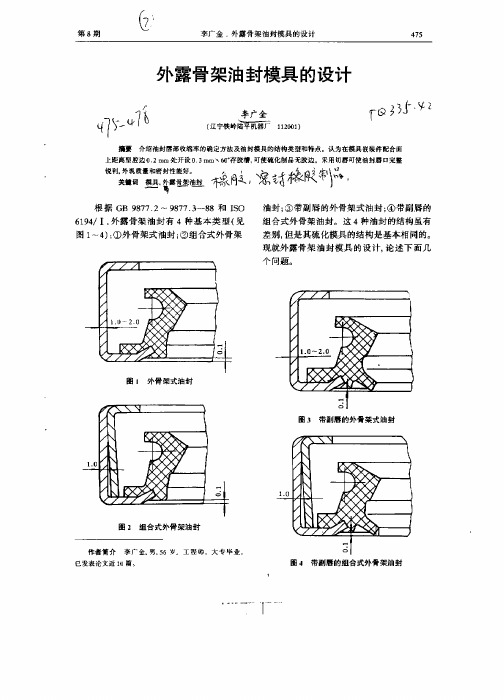
冲裁件油封骨架的模具设计2600字摘要:通过对典型冲裁零件油封骨架的工艺分析。
设计用复合模来加工此零件,并阐述复合模的工作过程、工作原理。
毕业关键词:工件;冲孔;废料;模具;油封油封是汽车、摩托车中各种轴类件上用于密封各种油品及防尘的一种橡胶制品,安装于各种轴及座上,但由于橡胶本身的刚性不足,所以常常需要在油封中嵌入金属骨架以增加其刚性,满足安装及使用的要求。
如图1所示的是最典型的油封金属骨架的外形圈。
零件的材料一般为工业用冷轧钢带,厚度通常在O.8-1.2mm 左右,骨架主要要求外壁直径及孔径的尺寸精确,对工件高度上的尺寸精度要求并不高。
模具设计时主要应考虑尽可能采用通用性比较强的加工工艺和模具结构,以适应多种骨架尺寸规格的要求,便于加工和管理模具。
以前的生产工艺是后轮油封骨架经落料拉伸、冲底2副模具成形,油封骨架用后轮油封骨架的冲孔废料进行生产,经拉伸、冲孔、整形3副模具成形。
在批量生产中,两个工件成形共需要5道工序、5副模具、5台机床,很不经济。
为此设计了内外两个工件一次冲压成形的复合模,把5副模具缩为1副模具,用一台机床1人操作。
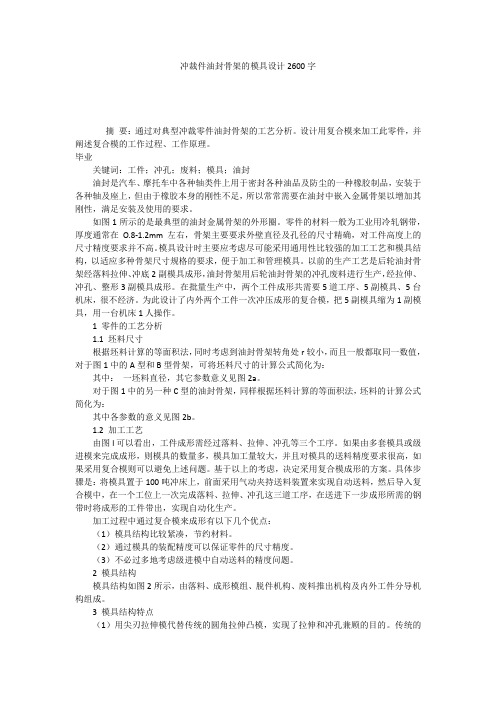
1 零件的工艺分析1.1 坯料尺寸根据坯料计算的等面积法,同时考虑到油封骨架转角处r较小,而且一般都取同一数值,对于图1中的A型和B型骨架,可将坯料尺寸的计算公式简化为:其中:一坯料直径,其它参数意义见图2a。
对于图1中的另一种C型的油封骨架,同样根据坯料计算的等面积法,坯料的计算公式简化为:其中各参数的意义见图2b。
1.2 加工工艺由图l可以看出,工件成形需经过落料、拉伸、冲孔等三个工序。
如果由多套模具或级进模来完成成形,则模具的数量多,模具加工量较大,并且对模具的送料精度要求很高,如果采用复合模则可以避免上述问题。
基于以上的考虑,决定采用复合模成形的方案。
具体步骤是:将模具置于100吨冲床上,前面采用气动夹持送料装置来实现自动送料,然后导入复合模中,在一个工位上一次完成落料、拉伸、冲孔这三道工序,在送进下一步成形所需的钢带时将成形的工件带出,实现自动化生产。
油封骨架冲压模具设计任务书设计要求制件如图所示,材料为黄铜H68(半硬),料厚1㎜,制件尺寸精度为IT14级,产量20万件。
前言此次毕业设计是在学完冲压工艺与模具设计,模具制造工艺和大部分专业课并进行了生产实习的基础上进行的,这次设计使我能够综合运用冲压工艺与模具设计中的基本理论,结合生产中所学的新知识、独立分析和解决工艺问题,初步具备了设计一个中等复杂程度的冷冲压模具的能力。
通过分析骨架,拟定设计方案,完成模具结构设计等一系列复杂工作,最终完成此次的设计任务。
通过这次设计使我初步具备了设计一个中等复杂程度的冲压模具的工艺规程和掌握运用模具设计的基本原理和方法,同时也学会了熟练运用有关参考资料,图表等基本技能,增强了自我的读图和绘图能力,从而使我在能力方面又提高了一个台阶,为今后从事的工作打下了良好的基础。
由于能力有限,经验不足。
设计中还有许多不足之处、希望老师多加指教!!目录前言 (6)摘要 (8)Abstract (9)1.模具设计的准备步骤: (10)2.确定模具的主要结构要素: (10)3.工艺分析 (11)4.工艺方案的确定 (12)5.模具结构的确定 (13)6.工艺计算 (13)7.模具结构设计 (20)8.画装配图和零件图: (21)9.校核压力机安装尺寸 (25)10. 参考文献 (26)致谢 (27)摘要该毕业设计主要是针对我们厂客商订货的一个油封骨架而设计的一个中等复杂程度的冷冲压模具,包括对模具的设计与计算,模具的加工工艺分析,压力的受力分析等基本内容.通过这次设计使我初步具备了设计一个中等复杂程度冲压模具的工艺规程的能力和掌握了运用冲压模具设计的基本原理和方法,步骤,拟定设计方案,熟悉和运用有关参考资料,图表等基本技能,从而使自己在能力方面得以一定程度的提高,为未来从事模具设计与开发打下了良好的基础.。
关键词:油封骨架,冲压模具,工艺分析,工艺规程。
AbstractThat graduation design is mainly an oil seal framework which orders to our factory businessman but design of an inside wait complicated de gree of cold blunt press a molding tool, include the design to the moldin g tool and calculation, the molding tool processes craft analysis, the pres sure is waited a basic contents by dint analysis.Passing this design mad e me initial to have to design an inside wait complicated degree blunt pr ess the craft rules of molding tool the ability of the distance and control ed an usage blunt press basic principle and method of[with] molding tool design, step, draft design project, acquaint with to have relation with us age reference, chart etc. basic technical ability, make thus oneself in the ability can certainly the exaltation of[with] degree, be engaged in moldin g tool design and development to beat for the future under good foundat ion.Key words:oil seal framework,blunt press molding tool,craft anal ysis,technology point of order1.模具设计的准备步骤:(1) 拟定冲压工序安排方案、画出冲压工序图、画出待设计模具的排样图(2) 计算冲裁力、确定模具压力中心、计算凹模周界、确定待设计模具的有关结构要素、选用模具典型组合等,初选压力机吨位(3) 确定压力机吨位(4) 设计及绘制模具装配图(5) 设计及绘制模具零件图(6) 按规定格式编制设计说明书(7)课程设计面批后或答辩2.确定模具的主要结构要素:根据冲压模具产品图排样方案论证结果,已确定本模具采用倒装式复合模结构。
摘要本论文应用本专业所学课程的理论和生产实际知识进行一次冷冲压模具设计工作的实际训练从而培养和提高学生独立工作能力,巩固与扩充了冷冲压模具设计等课程所学的内容,掌握冷冲压模具设计的方法和步骤,掌握冷冲压模具设计的基本的模具技能懂得了怎样分析零件的工艺性,怎样确定工艺方案,了解了模具的基本结构,提高了计算能力,绘图能力,熟悉了规范和标准,同时各科相关的课程都有了全面的复习,独立思考的能力也有了提高。
油封内夹圈采用落料、拉伸、冲孔复合模,能较好地实现落料及落料件的修边,模具设计制造简便易行。
落料拉伸冲孔效果好,能极大地提高生产效率,但落料拉伸凹模设计较为重要,设计中应充分考虑其落料拉伸模口形状,否则易影响落料拉伸件的形状。
说明书也分析了零件冲压成形的工艺特点,介绍了油封外夹圈落料、冲孔、拉深翻边复合模的工作原理和结构设计过程,设计了一副包含落料、冲孔、拉深、翻边的复合模,该模具设计合理,结构紧凑,可靠性好,装、拆、修磨方便,模具使用性能良好,应用广泛。
可以在一个工步中完成夹圈毛坯的落料、成形、预冲孔、翻边四道工序,生产率较旧的工艺方法有很大提高,经济效益显著。
通过冲裁件工艺分析等确定了模具类型。
按照冲压模具的一般步骤,计算并设计了本套模具的主要零部件,如:凸模、凹模、凸模固定板等。
模架采用标准模架,选用了合适的冲压设备。
关键词:复合模,夹圈,落料,复合下料,冲孔,复合模,冷冲压,绘图能力ABSTRACTThus the present paper applies this specialty to study the curriculum the theory and the production know-how carries on a time cold stamping mold design work the actual training to raise and to sharpen the student independent working ability, consolidated and expanded the content which curricula and so on cold stamping mold design studied, the method and the step which the grasping cold stamping mold designed, the basic mold skill which the grasping cold stamping mold designed had understood how analyzed the components the technology capability, how definite craft plan, had understood the mold basic structure, sharpened the computation ability, cartography ability, has been familiar with the standard and the standard, simultaneously various branches correlation curriculum all had the comprehensive review, independent thinking ability also had the enhancement. can enhance the production efficiency enormously, but falls the material to stretch the concave mold design to be important, in the design should consider fully it falls the material stretch mold mouth shape, otherwise easy to affect falls the material stretches the shape. This project analyse the technology features of punch forming and introduce the oper ational principle and the structure design of the compound moulds of blank-and-cup piercing drawing and flanging. I designed a suit of compound moulds which contain blank-and-cup pie rcing drawing and flanging. This suit of compound moulds are reasonable designed and has c ompact structures , high reliability and widely used. This suit of compound moulds can compl ete blank-and-cup piercing drawing and flanging in a position, so the production efficiency an d economic benefit are higher then the old technology features. Determine the type of the mou lds by the technology anal yes of the part. Then calculate and design the parts according to the normal way, such as: male mould, female mould and mould holder.Keywords: compound moulds,blank-and-cup,falls material,strech mol punch hole,superposeble die,cold stamping ,artography ability目录前言.....................错误!未定义书签。
油箱盖的冲压模具设计,1 绪论近几年来,我国模具技术有了很大发展,模具设计与制造水平有了较大提高,大型、精密、复杂高效和长寿命模具的需求量大幅度增加,模具质量、模具寿命明显提高,模具交货期较前缩短,模具CAD/CAM技术也得到了相当广泛的应用。
1.1冲压的概念、特点及应用冲压是利用安装在冲压设备(主要是压力机)上的模具对材料施加压力,使其产生分离或塑性变形,从而获得所需零件(俗称冲压或冲压件)的一种压力加工方法。
冲压所使用的模具称为冲压模具,简称冲模。
冲压工艺与模具、冲压设备和冲压材料构成冲压加工的三要素,与机械加工及塑性加工的其它方法相比,冲压加工无论在技术方面还是经济方面都具有许多独特的优点。
主要表现如下。
(1) 冲压加工的生产效率高,且操作方便,易于实现机械化与自动化.(2)冲压时由于模具保证了冲压件的尺寸与形状精度,且一般不破坏冲压件的表面质量,而模具的寿命一般较长,所以冲压的质量稳定,互换性好,具有“一模一样”的特征。
(3)冲压可加工出尺寸范围较大、形状较复杂的零件,加上冲压时材料的冷变形硬化效应,冲压的强度和刚度均较高。
(4)冲压一般没有切屑碎料生成,材料的消耗较少,且不需其它加热设备,因而是一种省料,节能的加工方法,冲压件的成本较低。
冲压在现代工业生产中,尤其是大批量生产中应用十分广泛。
相当多的工业部门越来越多地采用冲压法加工产品零部件,如汽车、农机、仪器、仪表、电子、航空、航天、家电及轻工等行业。
在这些工业部门中,冲压件所占的比重都相当的大,少则60%以上,多则90%以上。
不少过去用锻造=铸造和切削加工方法制造的零件,现在大多数也被质量轻、刚度好的冲压件所代替。
因此可以说,如果生产中不谅采用冲压工艺,许多工业部门要提高生产效率和产品质量、降低生产成本、快速进行产品更新换代等都是难以实现的1.2冲压的基本工序及冲压的基本类型由于冲压加工的零件种类繁多,各类零件的形状、尺寸和精度要求又各不相同,因而生产中采用的冲压工艺方法也是多种多样的。
骨架油封设计案例全文共四篇示例,供读者参考第一篇示例:骨架油封设计是一种用于封闭润滑油或液压油的密封装置,广泛应用于各种工业设备和机械中,以防止润滑油泄漏和灰尘等外部物质的进入。
在工程设计中,骨架油封的设计应符合产品的需求,并考虑材料、制造工艺、运行环境等因素,以确保产品的性能和寿命。
下面以一家机械设备制造公司为例,介绍其骨架油封设计案例。
这家公司主要生产液压缸和液压马达等液压系统设备,其产品在航空航天、汽车、工程机械等领域得到广泛应用。
在产品开发过程中,公司经常面临润滑油泄漏和封闭不严的问题,为了解决这一难题,他们决定重新设计骨架油封。
设计团队对公司现有产品的设计进行了分析和评估,发现存在的问题主要是润滑油泄漏率较高,不符合客户的要求。
他们确定了新的设计目标:提高密封性能,减少润滑油泄漏,延长产品寿命。
接下来,设计团队开始进行材料选择和设计方案的研究。
考虑到液压系统设备在高温、高压、高速运转等恶劣工况下工作,他们选择了耐磨性好、抗压性高的高分子材料作为骨架油封的主要材料。
根据产品的结构和工作原理,他们优化了骨架油封的内部结构,增加了密封垫片和密封沟槽等设计元素,以提高密封性能。
在制造工艺方面,设计团队引入了先进的数控机床和激光切割技术,确保了骨架油封的精度和稳定性。
他们还制定了严格的质量控制标准,对每个工序都进行了严格的检验和测试,以确保产品的质量和性能达到设计要求。
设计团队对新设计的骨架油封进行了实地测试和验证。
经过长时间的试验和调整,他们成功地解决了润滑油泄漏和封闭不严的问题,保证了产品的性能和寿命。
新设计的骨架油封已经正式投入生产,并受到客户的一致好评。
通过这个案例,我们可以看到在骨架油封设计中,材料选择、设计方案、制造工艺和质量控制等环节都至关重要。
只有综合考虑各种因素,才能设计出性能优越、稳定可靠的骨架油封产品,满足客户的需求并提高产品竞争力。
希望这个案例能为广大工程师和设计师提供一些参考和启发,共同推动骨架油封设计水平的提高。
油封圈冲压工艺及模具设计
油封圈冲压工艺和模具设计是汽车零部件生产中的重要环节。
以下是
油封圈冲压工艺及模具设计的一些基本信息。
一、油封圈冲压工艺。
油封圈的冲压工艺分为凸台式冲压和凹槽式冲压两种。
1.凸台式冲压工艺。
凸台式冲压工艺一般适用于密封性能要求较高的汽车部件,采用的是
凸台结构的冲压模具。
该工艺步骤为:材料拓宽→进料→送压→收料→扔料。
2.凹槽式冲压工艺。
凹槽式冲压工艺适用于密封性能要求一般的汽车部件,采用的是凹槽
结构的冲压模具。
该工艺步骤为:进料→送压→退料→收料→扔料。
二、油封圈模具设计。
油封圈模具设计要考虑以下几个方面:
1.材料的选取。
模具设计需根据原材料的物理性能及厚度进行选材,选择的材料应具
有良好的模性和相应的机械性能。
2.模具结构的设计。
模具结构应根据冲压工艺和零部件设计要求合理设计,合理确定冲程、道次、倾斜角、毛刺等参数。
3.模具钢材和热处理。
模具钢材选择要满足寿命要求,经过调质、淬火等热处理后,提高钢材的硬度和强度。
4.模具温度控制系统。
温度控制对于模具铸造品质量有重要影响,应设置相应的温控系统,确保模具温度正常稳定。
在油封圈冲压工艺和模具设计中,应采用标准化件和模具标准件,提高生产效率和冲压精度。
太原科技大学毕业设计任务书学院(直属系):材料科学与工程时间: 2010-3-29说明:一式两份,一份装订入学生毕业设计(论文)内,一份交学院(直属系)。
太原科技大学毕业设计设计题目:汽车发动机油箱底壳零件冲压工艺分析及其模具设计姓名 _ 陈翔宇___学院(系)_ 材料科学与工程学院专业 _ 材料成型及控制工程(模具)年级 __ 06级____________指导教师曹建新2010年 6月10日目录摘要 (I)Abstract......................................................... I I 第一章序言 (1)1.1 概述 (1)1.2 冲压技术的发展 (1)1.3 模具的发展与现状 (2)1.4 模具CAD/CAE/CAM技术 (2)1.5设计的主要特点及意义 (4)1.6 汽车油底壳的相关知识补充 (4)1.6.1 前言 (4)1.6.2 汽车发动机油底壳材料的发展历史 (5)第二章发动机油底壳成型工艺的总体分析 (6)2.1油底壳结构及工艺难点分析 (6)2.2油底壳冲压工艺分析及方案确定 (7)2.2.1工艺流程初定 (7)2.2.2 拉深次数的确定 (7)2.2.2.1 常规计算模式: (7)2.2.2.2 有限元模拟分析 (10)2.2.2.3工艺流程的最终确定 (11)2.2.2.4 落料毛坯尺寸确定 (11)第三章拉深及法兰面冲孔的工艺分析和模具设计 (14)3.1落料 (14)3.1.1工艺分析 (17)3.1.2 工艺方案的确定 (18)3.1.3冲裁间隙的确定 (18)3.1.4凸模与凹模刃口尺寸的确定 (18)3.1.4.1凸、凹模具刃口尺寸计算原则 (18)3.1.4.2凸、凹模刃口尺寸计算方法 (20)3.1.5 冲裁工艺力的计算 (20)3.2 拉深 (23)3.2.1油底壳的拉深工艺分析 (24)3.2.1.1对拉深件形状的要求 (24)3.2.1.2对拉深件的圆角半径和拉深件精度的要求 (25)3.2.2拉深工艺力的计算 (25)3.2.2油底壳拉深模具设计及其结构设计要点 (27)3.2.2.1结构设计要点 (27)3.2.2.2模具工作过程 (28)3.2.2.3模具的导向 (28)3.2.2.4凹模圆角半径及凸凹模间隙参数的确定 (28)3.2.2.5成型凹模及顶件块的设计 (29)3.2.2.6模具材料及热处理要求 (29)3.3整形 (32)3.4切边 (32)3.5翻边、校平 (32)3.6冲法兰面孔 (33)3.6.1冲压模具的基本结构组成 (33)3.6.2 模具结构特点 (33)3.6.3 模具工作过程 (33)3.6.4 模具零部件的结构设计与相关冲裁力及部件尺寸的计算.. 343.6.4.1凸、凹模刃口尺寸的计算 (34)3.6.4.2凸、凹模的设计 (35)3.6.4.3模板的设计 (37)3.6.4.4卸料弹簧的选用 (37)3.6.4.5冲压设备的选用 (38)3.6.4.6 压力中心的计算 (41)3.7冲放油塞孔 (42)第四章总结 (43)第五章结束语 (43)参考文献 (44)附录 (45)附录一:外文文献 (45)附录二:外文翻译 (52)油箱底壳零件冲压工艺分析及模具设计材料学院成型061404 陈翔宇指导教师:曹建新摘要本设计应用本专业所学课程的理论和生产实际知识进行一次冷冲压模具设计工作的实际训练从而培养和提高学生独立工作能力,巩固与扩充了冷冲压模具设计等课程所学的内容,掌握冷冲压模具设计的方法和步骤,掌握冷冲压模具设计的基本的模具技能懂得了怎样分析零件的工艺性,怎样确定工艺方案,了解了模具的基本结构,提高了计算能力,绘图能力,熟悉了规范和标准,同时各科相关的课程都有了全面的复习,独立思考的能力也有了提高。
油封骨架冲压模具设计任务书设计要求制件如图所示,材料为黄铜H68(半硬),料厚1㎜,制件尺寸精度为IT14级,产量20万件。
前言此次毕业设计是在学完冲压工艺与模具设计,模具制造工艺和大部分专业课并进行了生产实习的基础上进行的,这次设计使我能够综合运用冲压工艺与模具设计中的基本理论,结合生产中所学的新知识、独立分析和解决工艺问题,初步具备了设计一个中等复杂程度的冷冲压模具的能力。
通过分析骨架,拟定设计方案,完成模具结构设计等一系列复杂工作,最终完成此次的设计任务。
通过这次设计使我初步具备了设计一个中等复杂程度的冲压模具的工艺规程和掌握运用模具设计的基本原理和方法,同时也学会了熟练运用有关参考资料,图表等基本技能,增强了自我的读图和绘图能力,从而使我在能力方面又提高了一个台阶,为今后从事的工作打下了良好的基础。
由于能力有限,经验不足。
设计中还有许多不足之处、希望老师多加指教!!目录前言 (6)摘要 (8)Abstract (9)1.模具设计的准备步骤: (10)2.确定模具的主要结构要素: (10)3.工艺分析 (11)4.工艺方案的确定 (12)5.模具结构的确定 (13)6.工艺计算 (13)7.模具结构设计 (20)8.画装配图和零件图: (21)9.校核压力机安装尺寸 (25)10. 参考文献 (26)致谢 (27)摘要该毕业设计主要是针对我们厂客商订货的一个油封骨架而设计的一个中等复杂程度的冷冲压模具,包括对模具的设计与计算,模具的加工工艺分析,压力的受力分析等基本内容.通过这次设计使我初步具备了设计一个中等复杂程度冲压模具的工艺规程的能力和掌握了运用冲压模具设计的基本原理和方法,步骤,拟定设计方案,熟悉和运用有关参考资料,图表等基本技能,从而使自己在能力方面得以一定程度的提高,为未来从事模具设计与开发打下了良好的基础.。
关键词:油封骨架,冲压模具,工艺分析,工艺规程。
AbstractThat graduation design is mainly an oil seal framework which orders to our factory businessman but design of an inside wait complicated de gree of cold blunt press a molding tool, include the design to the moldin g tool and calculation, the molding tool processes craft analysis, the pres sure is waited a basic contents by dint analysis.Passing this design mad e me initial to have to design an inside wait complicated degree blunt pr ess the craft rules of molding tool the ability of the distance and control ed an usage blunt press basic principle and method of[with] molding tool design, step, draft design project, acquaint with to have relation with us age reference, chart etc. basic technical ability, make thus oneself in the ability can certainly the exaltation of[with] degree, be engaged in moldin g tool design and development to beat for the future under good foundat ion.Key words:oil seal framework,blunt press molding tool,craft anal ysis,technology point of order1.模具设计的准备步骤:(1) 拟定冲压工序安排方案、画出冲压工序图、画出待设计模具的排样图(2) 计算冲裁力、确定模具压力中心、计算凹模周界、确定待设计模具的有关结构要素、选用模具典型组合等,初选压力机吨位(3) 确定压力机吨位(4) 设计及绘制模具装配图(5) 设计及绘制模具零件图(6) 按规定格式编制设计说明书(7)课程设计面批后或答辩2.确定模具的主要结构要素:根据冲压模具产品图排样方案论证结果,已确定本模具采用倒装式复合模结构。
在此基础上,尚须确定如下结构要素。
(1) 确定送料方式模具相对于模架是采用从前往后的纵向送料方式,还是采用从右往左的横向送料方式,这主要取决于凹模的周界尺寸。
如L(送料方向的凹模长度)<B(垂直于送料方向的凹模宽度)时,采用纵向送料方式;L>B时,则采用横向送料方式;L=B时,纵向或横向均可。
就本例的圆形凹模板而言,其送料方式应采用纵向送料。
另外采用何种送料方式,还得考虑压力机本身是开式还是闭式而定。
(2) 确定卸料形式模具是采用弹压卸料板,还是采用固定卸料板,取决于卸料力的大小,其中材料料厚是主要考虑因素。
由于弹压卸料模具操作时比固定卸料模具方便,操作者可以看见条料在模具中的送进动作,且弹压卸料板卸料时对条料施加的是柔性力,不会损伤工件表面,因此实际设计中尽量采弹压卸料板,而只有在弹压卸料板卸料力不足时,才改用固定卸料板。
随着模具用弹性元件弹力的增强(如采用矩形弹簧),弹压卸料板的卸料力大大增强。
根据目前情况,当材料料厚约在2mm以下时采用弹压卸料板,大于2mm时采用固定卸料板较为贴近实际。
本模具所冲材料的料厚为1mm,因此可采用弹压卸料板。
(3) 模架形式如采用纵向送料方式,适宜采用中间导柱导套模架(对角导柱导套模架也可);横向送料适宜采用对角导柱导套模架:而后侧导柱导套模架有利于送料(纵横向均可且送料较顺畅),但工作时受力均衡性和对称性比中间导柱导套模架及对角导柱导套模架差一些;四角导柱导套模架则常用于大型模具;而精密模具还须采用滚珠导柱导套。
本模具采用中间导柱导套模架,一是对纵向送料方式较适宜,二是中间导柱导套模架工作时受力比较均衡、对称。
3.工艺分析该制件形状简单,尺寸较小,厚度适中,一般批量,属普通冲压件,但有几点应注意:1)2×Φ3.5两孔壁距及周边距仅2.25~2.5㎜,在设计模具时应加以注意。
2)制件头部有15°的非对称弯曲,控制回弹是关键。
3)制件较小,从安全考虑,要采取适当的取件方式。
4)有一定的批量,应重视模具材料和结构的选择,有一定的模具寿命。
4.工艺方案的确定根据制件工艺性分析,其基本工序有落料,冲孔和弯曲三种。
按其先后顺序组合,可的如下五种方案:(1)落料—弯曲—冲孔,单工序冲压。
(2)落料—冲孔—弯曲,单工序冲压。
(3)冲孔—切口—弯曲—落料,单件复合冲压。
(4)冲孔—切口—弯曲—切断—落料,两件连冲复合。
(5)冲孔—切口—弯曲—切断,两件连冲级进冲压。
方案1)、2)属于单工序冲压。
由于此制生产批量较大,尺寸又较小,这两种方案生产率低,操作也不安全,故不宜采用。
方案3)、4)属于复合冲压。
由于制件结构尺寸小,壁厚小,复合模装配较困难,强度也会受影响,寿命不高;又因冲孔在前,落料在后,以凸模插入材料和凹模内进行落料,必然受到材料的切向流动压力,有可能使Φ3.㎜凸模纵向变形,因此采用复合冲压,除解决了操作安全性和生产效率等问题外,又有新小难题,因此使用价值不高,也不宜采用。
方案5)属于级进冲压,既解决了方案1)、2)的问题。
也不存在方案3)、4)的难点,故此方案最为合适。
5.模具结构的确定因制件材料较薄,为保证制件平整,采用弹压卸料装置。
它还可对冲孔小凸模起导向作用和保护作用。
为方便操作和取件,选用双柱可倾压力机,纵向送料。
因制件薄而窄,故采用侧刃定位,生产率高,材料消耗也不大。
综上所述,决定选用弹压卸料纵向送料典型组合结构形式,对角导柱滑动导向模架。
6.工艺计算(1)计算毛坯尺寸相对弯曲半径为R/t=2/1=2>0.5式中R——弯曲半径(㎜);t——料厚(㎜)。
可见,制件属于圆角半径较大的弯曲件,应先考虑弯曲变形区中性层曲率半径ρ(㎜)。
中性层的计算公式为ρ=R+Xt式中X——由实验测定的应变中性层位移系数。
查表得应变中性层位移系数X=0.38ρ=(2+0.38×1)㎜=2.38㎜查表得圆角半径(R>0.5t)的弯曲件毛坯长度计算公式l0=∑l直+∑l弯;l弯=180°-α/180πρ式中l0——弯曲件毛料展开长度(㎜)∑l直——弯曲件各直线段长度总和(㎜)∑l弯——弯曲件各弯曲部分中性层展开长度之和(㎜)∑l直=AB+BC ∑l弯=CE+CF式中AB=20㎜BG=(36-20)㎜=16㎜OD=(2+1+2㎜)=5㎜CD=(2+1)㎜=3㎜OC=(52-32)1/2㎜=4㎜BO=16/cos15°㎜=16.56㎜BC=BO-OC=(16.56-4)㎜=12.56㎜β=arccos4/5=36.87°α=90°-36.87°=53.13°则∑l直=(20+12.56)㎜=32.56㎜∑l弯=πρ(53.13°/180°+(180°-36.87)/180°)=8.14㎜l0=(32.56+8.14)㎜=41㎜(2)画排样图因2×Φ3.5孔壁距较小,考虑到凹模强度,将两小孔分步冲出,冲孔与切口工序之间留一空位工步,故该制件需六个工步完成。
查表切断工序中工艺废料带的标准值、切口工序中工艺废料的标准值、条料宽度公差△、侧刃裁切的条料的切口宽F,得F=1.5㎜S=3.5㎜△=0.5㎜C=3㎜(考虑到凹模强度,实取C=5㎜)查表的采用侧刃条料宽度尺寸B(㎜)的确定公式B=(L+1.5a+nF)—△得条料宽度BB=(2 l0+C+2F)=(41×2+5+2×1.5)0-0.5㎜=900-0.5㎜查表,选板料规格为1500㎜×600㎜×1㎜,每块可剪600×90㎜规格条料16条,材料裁剪利用率达96%。
(3)计算材料利用率η查表得材料利用率通用计算公式η=A0/A×100%式中A0——得到制件的总面积(㎜2);A——一个步距的条料面积(L×B)(㎜×㎜)得η=(41×8.5×2)/(12×90)×100%=65%(4)计算冲压力完成本制件所需要的冲压力由冲裁力、弯曲力及卸料力、推料力组成。