统计过程控制(1)
- 格式:ppt
- 大小:1.62 MB
- 文档页数:74


统计知识(SPC)
第一章 SPC简介
第一节 什么是SPC
一、 定义:SPC是英文Statistical Process Control的字首缩写,即统计
过程控制。SPC就是应用统计技术对过程中的各个阶段进行监
控,从而达到改进与保证质量的目的。SPC强调全过程的预防。
二、 SPC的特点:
1)SPC是全系统的,全过程的,要求全员参与,人人有责;
2)SPC强调用科学方法(主要是统计技术,尤其是控制图)来保
证全过程的预防;
3)SPC不仅用于生产过程,而且可用于服务过程和一切管理过程。
三、 为什么要推行SPC?
优质企业平均有73%(用SPC方法的)的过程Cpk超过1.33,低质企业
只有45%过程达到Cpk=1.33。Cpk>1.67的企业,平均销售收入增长率为
11%以上,而其它企业的数据为4.4%。一家企业用了三年的时间使废
品率降低58%,其使用的方法:将使用SPC的过程比例由52%增加到
68%。
1) 时代的要求:PPM管理、6σ管理;
2) 科学的要求;
3) 认证的要求;
4) 外贸的要求。
四、推行SPC的目标
A.达到统计受控状态;B.维持统计受控状态;C.改进过程能力。
- 1 - 统计知识(SPC)
第二节 SPC发展简史
过程控制的概念与实施监控的方法早在20世纪20年代就由美国
的休哈特(W.A.Shewhart)提出。今天的SPC与当年休哈特的方法并
无根本的区别。
SPC迄今为止经历了三个发展阶段,即:SPC,SPCD及SPCDA。
1)第一阶段为SPC:SPC是美国休哈特在20世纪二、三十年代
所创造的理论,它科学地区分出生产过程中产品质量的偶然波
动与异常波动,从而对过程的异常及时告警,以便采取措施,
消除异常,恢复过程的稳定。这就是所谓统计过程控制;
2)第二阶段为SPCD:SPCD是英文Statistical Process Control and
Diagnosis的缩写,即统计过程控制与诊断。SPCD是SPC的进
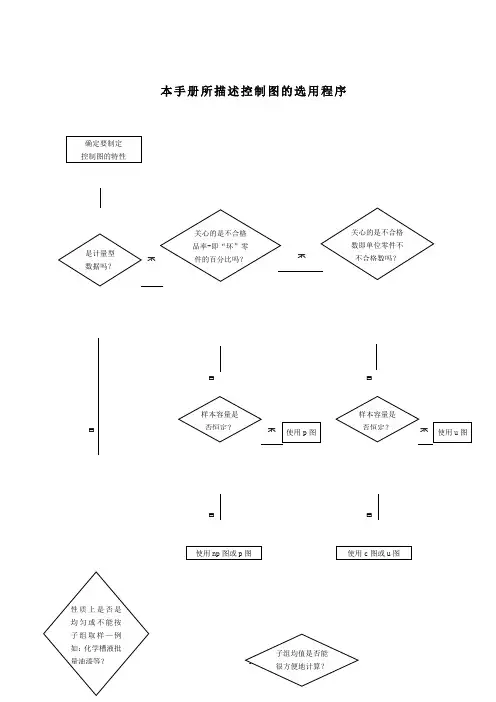
本手册所描述控制图的选用程序
注:本图假设测量系统已经过
评价并且是适用的
确定要制定
控制图的特性
是计量型数据吗? 关心的是不合格品率-即“坏”零件的百分比吗? 关心的是不合格数即单位零件不不合格数吗?
样本容量是否恒定? 使用p图 样本容量是否恒定? 使用u图
使用np图或p图 使用c图或u图
性质上是否是均匀或不能按子组取样—例如:化学槽液批量油漆等? 子组均值是否能很方便地计算?
子组容量是否大于或等于9?
是否能方便地计算每个子组的S值? 使用单值图X-MR
使用X-s图 使用中位数图
使用X-R图 使用X-R图 否 否
否 否 是
是
是 是 是
否 否
是 是
是 否
否
是 第Ⅰ章
持续改进及统计过程控制概述
在今天的经济气候下,为了事业昌盛,我们——汽车制造商,供方及销售商必须致力于不断改进。我们必须寻找更有效的方法来提供产品及服务。这些产品和服务必须不断地在价值上得以改进。我们必须重视内部以及外部的顾客,并将顾客满意作为企业的主要目标。
为了达到这一目标,我们组织中的每一个人都必须确保不断改进及使用有效的方法。本手册涉及到第二个领域的某些要求。它描述了能使我们致力于的改进更有效的几种基本的统计方法。为了完成不同的任务需要不同程度的理解。本手册的对象是见习生以及刚开始从事统计法应用的管理人员。对于现在正在应用更先进技术的人员,本手册也可作为他们学习这些基本方法的参考文献。本手册并没有包括所有的基本方法。附录H所列的参考文献或手册中阐述了其他的基本方法(例如:检查清单、流程图、排列图、因果分析图等)及一些先进的方法(如其他控制图、试验设计、质量功能展开等)。
本书所述的基本统计方法包括与统计过程控制及过程能力分析有关的方法。本手册的第1章阐述了过程控制的背景知识,解释了一些重要的概念:如变差的特殊及普通原因,并介绍了控制图,这个用来分析及监控过程非常有效的工具。第Ⅱ章描述了构造和使用计量型数据控制图表(定量的数据,或测量)的 - X—R, - X—s图,中位数图以及X—MR(单值及移动极差)图。这一章还介绍了过程能力的概念并讨论了广泛应用的指数及比值。第Ⅲ章介绍了用于计数型数据(定性数据或计数值)的几种控制图:p图、np图及u 图。第Ⅳ 章介绍了测量系统分析的内容并列举了适当的例子。附录包括分组及过度调整的例子,如何使用控制图的流程图、常数及公式表、标准正态分布以及可复制的空白表等。术语索引给出了本手册所使用的术语及符号的解释,参考文献一节向读者提供了进一步学习的材料。

1 统计过程控制(SPC)的三个发展阶段
SPC迄今已经受了三个进展阶段,即SPC(Statistical Process
Control,统计过程掌握)阶段、SPCD(Statistical Process Control and
Diagnosis,统计过程掌握与诊断)阶段与SPCDA(Statistical Process
Control,Diagnosis and Adjustment,统计过程掌握、诊断与调整)阶段。
(一)SPC阶段 SPC是美国休哈特博士在20世纪二三十年月所制造的理论,它能科学地区分诞生产过程中产品质量的偶然波动与特别波动,从而对过程的特别准时告警,以便人们实行措施,消退特别,恢复过程的稳定。这就是所谓质量掌握。这一理论直到20世纪80年月,依旧是过程掌握实施的重要指导。
(二)SPCD阶段 SPCD即统计过程掌握与诊断。SPC虽然能对过程的特别进行告警,但是它并不能告知是什么特别,发生于何处,也不能进行诊断。1982年张公绪教授提出了新型掌握图——选控图系列,为SPCD理论的进展奠定了基础。1982年,张公绪提出两种质量诊断理论,突破了传统的美国休哈特质量掌握理论,开拓了统计质量诊断的新方向。从今SPC上升为SPCD,SPCD是SPC的进一步进展,也是SPC的其次个进展阶段。
1994年,张公绪教授与其同学郑慧英博士提出多元逐步诊断理论,解决了西方国家的诊断理论需要同时诊断全部变量从而第一种错误的概率α比较大的问题。1996年张公绪提出了两种质量多元逐步 2 诊断理论(也称为两种T 2 图的逐步诊断理论)解决了多工序、多指标系统的MSPC与MSPCD(多元质量掌握与诊断)问题。1998年,张公绪又将上述理论进一步改进,这是多元诊断理论的一个突破,不但使得多元掌握与诊断大为简化,而且很多的多元诊断问题由此得以解决。目前SPCD已进入有用性阶段,我国仍旧居于领先地位,在SPC与SPCD的理论与实践方面做出了应有的贡献,形成我国的SPC与SPCD学派。
统计过程控制程序
文件编号 P-019 版 序 A
制订部门 品管课 制订日期 2007/07/05
发布日期 2007/07/06 转版日期 暂无
总经理核准 管代审核 负责人审核 制订人
发 行: ISO 管 理 室
本文件版权属于公司,任何组织和个人未经本公司书面授权而进行复印、拷贝均属于违法行为
变更履历表
文件编号:P-019 Page:1
文件名称: 统计过程控制程序
提出部门 提出人 变更版序 变更页次 变更内容 修订日期
统计过程控制程序 文件编号: P-019
页 次: 1
1 目的
为了解和改善过程,通过对过程能力的分析/评估使其有量化资料,为设计、制造过程的改进,选择材料,操作人员及作业方法,提供依据和参考。
2 范围
本程序适用于有限公司顾客要求和需做统计过程控制(PPK、CPK、CmK 、PPM)的所有产品。
3 职责
品管课负责统计过程控制的监督、管理工作。
技术课、制造课、品管课负责统计过程控制的数据搜集和分析。
4 术语和定义
SPC:指统计过程控制。
CpK:CPK稳定过程的能力指数。它是一项有关过程的指数,计算时需同时考虑过程数的趋势及该趋势接近于规格界限的程度。
PpK:初期过程的能力指数。它是一项类似于CPK的指数,但计算时是以新产品的初期过程性能研究所得的数据为基础。
Ca:过程准确度。指从生产过程中所获得的资料,其实际平均值与规格中心值之间偏差的程度。
Cp:过程精密度。指从生产过程中全数抽样或随机抽样(一般样本在50个以上)所计算出来的样本标准差(σ×),以推定实际群体的标准差(σ)用3个标准差(3σ)与规格容许差比较。