卧式环模制粒机环模失效原因浅析
- 格式:pdf
- 大小:1.96 MB
- 文档页数:6

造成颗粒机环模开裂的原因作为颗粒机重要部件的环模,也是颗粒机的主要易损件,根据统计,其损耗费占整个生产车间维修费的25%以上,同时对挤压出来的成品颗粒质量有着直接的影响。
最近接到不少网友咨询,其环模经常开裂。
引起其轴向开裂和径向开裂,又或抱箍开裂的原因,多是由于进异物、压辊环模间隙调节太紧,又或环模热处理及材质、加工等因素。
以下是造成颗粒机环模开裂的原因:颗粒机环模损坏类型环模开裂现象、原因及改进措施现象1:传动轮及抱箍工作面有磨损原因:抱箍抱不紧传动轮和环模改进:换抱箍现象2:传动轮与环模的配合面磨损原因:传动轮和环模装配不紧凑改进:改善传动轮与环模的装配紧凑性现象3:压模衬圈磨损或变形原因:环模装配不紧凑改进:检查和更换压模衬圈现象4:传动键磨损原因:环模与传动轮相对运动改进:及时更换传导动键现象5:主轴跳动、主轴轴承损坏原因:环模与传动轮及压辊发生碰撞改进:更换主轴轴承现象6:主轴晃动原因:蝶形弹簧没收紧改进:增加或更换蝶形弹簧现象7:不合适的安全销及座原因:造成负荷过大时不起作用改进:使用合适的安全销及座现象8:环模工作面有金属物体压痕原因:除铁装置效果变差改进:每班检查除铁装置现象9:压辊安装不到位原因:模辊工作区发生轴向相对偏移改进:正常安装压辊总成现象10:模、辊间隙过小原因:环模与压辊硬接触改进:模辊间隙要合理且新模配新压辊现象11:纤维料增多又无喂料刮刀送料原因:环模工作面受到不均匀的大压力改进:安装新刮刀现象12:停机时没洗模原因:模孔内颗粒变硬,模孔阻力增大改进:及时洗模现象13:装卸时用硬钢工具锤击环模改进:应用木锤现象14:喂料量过大或不均匀生产原因:环模负荷增加改进:喂料量应随环模孔径的变化而变现象15:环模受到过度磨损,产量下降原因:原料配方磨损性过大改进:调整配方现象16:压模罩的螺丝孔磨损变大原因:模罩发生相对运动改进:更换压模罩现象17:环模壁薄原因:强度不够改进:调整配方或增加压缩比、壁厚现象18:更换饲料品种而未换模具原因:模具应与配方相适应改进:调整配方或增加压缩比、壁厚以上就是造成颗粒机环模开裂的18个原因,仅供参考。
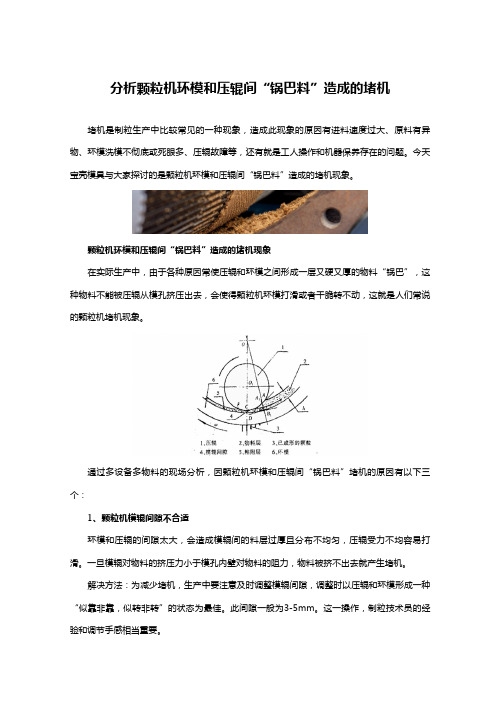
分析颗粒机环模和压辊间“锅巴料”造成的堵机堵机是制粒生产中比较常见的一种现象,造成此现象的原因有进料速度过大、原料有异物、环模洗模不彻底或死眼多、压辊故障等,还有就是工人操作和机器保养存在的问题。
今天宝壳模具与大家探讨的是颗粒机环模和压辊间“锅巴料”造成的堵机现象。
颗粒机环模和压辊间“锅巴料”造成的堵机现象在实际生产中,由于各种原因常使压辊和环模之间形成一层又硬又厚的物料“锅巴”,这种物料不能被压辊从模孔挤压出去,会使得颗粒机环模打滑或者干脆转不动,这就是人们常说的颗粒机堵机现象。
通过多设备多物料的现场分析,因颗粒机环模和压辊间“锅巴料”堵机的原因有以下三个:1、颗粒机模辊间隙不合适环模和压辊的间隙太大,会造成模辊间的料层过厚且分布不均匀,压辊受力不均容易打滑。
一旦模辊对物料的挤压力小于模孔内壁对物料的阻力,物料被挤不出去就产生堵机。
解决方法:为减少堵机,生产中要注意及时调整模辊间隙,调整时以压辊和环模形成一种“似靠非靠,似转非转”的状态为最佳。
此间隙一般为3-5mm。
这一操作,制粒技术员的经验和调节手感相当重要。
2、蒸汽的影响颗粒饲料生产过程中最理想的生产条件要素是:原料水分合适,蒸汽品质优良,有充分的调质时间。
蒸汽质量差,使得物料在出调质器时水分过高,进制粒腔时易造成模孔堵塞,压辊打滑,形成堵机。
具体表现在:①蒸汽压力不够,含水率高,易使物料吸水太多,同时压力低时,物料被调质时的温度也低,淀粉不能很好地糊化,制粒效果差;②蒸汽压力不稳定,忽高忽低,物料调质情况不稳定,导致颗粒机电流波动大,物料干渴不均,也容易导致正常生产过程中堵机。
解决方法:为减少因为蒸汽质量造成的堵机次数,制粒技术员要随时的关注蒸汽压力、调质器喂料量等多种因素,避免蒸汽压力及含水造成的物料调质水分过高。
同时,为减少蒸汽质量造成的堵机次数,锅炉房要提供优质稳定的干饱和蒸汽。
生产过程中,制粒技术员要随时关注调质后的物料水分,可采用简易方法判别,具体方法为:抓一把出调质器的物料以手握成团,松手刚好散开为宜。
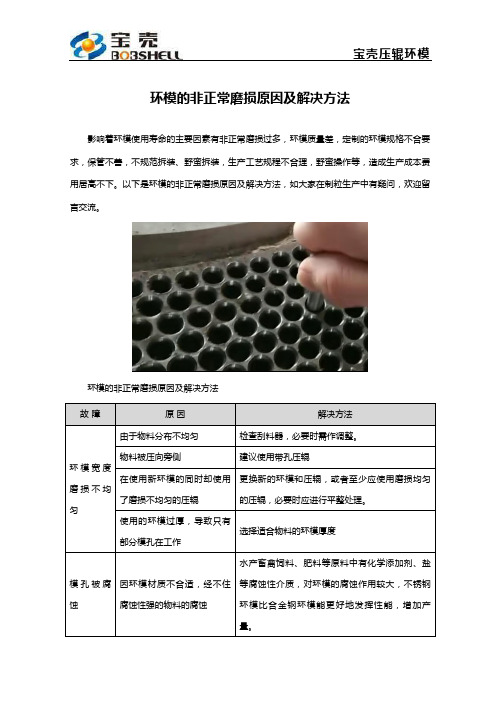
环模的非正常磨损原因及解决方法影响着环模使用寿命的主要因素有非正常磨损过多,环模质量差,定制的环模规格不合要求,保管不善,不规范拆装、野蛮拆装,生产工艺规程不合理,野蛮操作等,造成生产成本费用居高不下。
以下是环模的非正常磨损原因及解决方法,如大家在制粒生产中有疑问,欢迎留言交流。
环模的非正常磨损原因及解决方法故障原因解决方法环模宽度磨损不均匀由于物料分布不均匀检查刮料器,必要时需作调整。
物料被压向旁侧建议使用带孔压辊在使用新环模的同时却使用了磨损不均匀的压辊更换新的环模和压辊,或者至少应使用磨损均匀的压辊,必要时应进行平整处理。
使用的环模过厚,导致只有部分模孔在工作选择适合物料的环模厚度模孔被腐蚀因环模材质不合适,经不住腐蚀性强的物料的腐蚀水产畜禽饲料、肥料等原料中有化学添加剂、盐等腐蚀性介质,对环模的腐蚀作用较大,不锈钢环模比合金钢环模能更好地发挥性能,增加产量。
故障原因解决方法未对环模进行正确的保养在压制工作结束后,应用中性的物料将模孔内的物料顶出,例如被油浸湿的糠麸或燕麦等。
存放的环模生锈或腐蚀环模应正确存放在干燥、干净、通风的环模中。
环模模孔被碾得封了口压辊与环模的间距调整过小正确调整环模与压辊的间隙,使环模的最高点与压辊接触时有轻微的金属接触由于为了避免将压辊与环模间隙过紧,又要将物料压过模孔,采用了过厚的环模采用合适物料的环模厚度环模内有异物原料入库前应做好有效的清理,安装优质的磁铁装置,并定期清理磁铁装置,找到故障源头,排除故障使用了过薄的环模针对所压制物料改进环模的设计参数环模的固定有问题更换耐磨环,必要时使用环模夹紧装置调质时温度过低优化调质工作配置颗粒机带温控的自动装置使用适合物料的环模厚度改变物料配方物料粉碎太粗粉碎物料时碾得更细一些。

模组失效的原因在现代社会中,模组被广泛应用于各种领域,如电子产品、汽车制造、医疗设备等。
模组失效不仅会给生产企业带来损失,还会对产品质量和用户体验造成影响。
模组失效的原因有很多种,包括设计不当、制造工艺问题、环境因素等。
本文将就模组失效的原因展开分析,以便更好地预防和解决这一问题。
一、设计不当设计是模组失效最主要的原因之一。
设计不当可能导致模组在使用过程中出现各种问题,如性能不佳、耐久性差等。
设计不当的原因有以下几点:1.设计规范不足在设计模组时,如果没有严格按照相关规范和标准进行设计,很容易导致模组在使用中失效。
设计规范不足可能导致模组的结构不稳固,耐压能力不足等问题。
2.设计缺陷设计缺陷是模组失效的另一个主要原因。
设计缺陷可能导致模组在使用中出现各种问题,如过热、短路等。
设计缺陷可能源于设计师的失误或者设计缺乏充分的测试和验证。
3.设计参数选取不当设计参数选取不当也会导致模组失效。
设计参数选取不当可能导致模组在使用过程中出现各种问题,如过载、短路等。
设计参数选取不当可能源于设计师对产品使用环境和条件理解不深。
二、制造工艺问题制造工艺问题也是模组失效的一个重要原因。
制造工艺问题可能导致模组在生产过程中出现各种质量问题,如组件不良、焊接不良等。
制造工艺问题的原因有以下几点:1.工艺流程不合理工艺流程不合理会导致模组在生产过程中出现各种问题。
工艺流程不合理可能导致生产过程中出现漏洞,从而影响模组的质量和稳定性。
2.操作人员技术水平不高操作人员技术水平不高也是制造工艺问题的一个重要原因。
操作人员技术水平不高可能导致操作不规范,从而影响模组的生产质量。
三、环境因素环境因素也是模组失效的原因之一。
环境因素可能导致模组在使用过程中出现各种问题,如震动、高温等。
环境因素的原因有以下几点:1.恶劣的使用环境恶劣的使用环境会对模组的性能和稳定性造成影响。
恶劣的使用环境可能导致模组在使用过程中出现各种问题,如过热、短路等。

颗粒机环模使用性能和寿命的关键因素环模是颗粒机的关键零件及主要易损件之一,价格不菲,损耗费约占整个颗粒生产车间维修费的25%以上,且其质量的好坏直接影响着颗粒的产量及质量。
决定颗粒机环模使用性能和寿命的关键因素有以下几点:颗粒机环模使用性能和寿命的关键因素1、环模的材质选择环模材质的选择以环模磨损少,简化制造工艺,延长使用寿命为准。
国内环模一般采用合金结构钢、不锈钢和碳素钢,宝壳压辊环模认为用户可根据物料的腐蚀性和环模工作强度来选择环模的材料,对腐蚀性强的物料和环模孔小的环模一般选用合金结构钢或不锈钢。
合金结构钢,如20MnTi、40Cr等,热处理后硬度为HRC55-58,具有良好的综合力学性能,强度高,刚性和耐磨性也很好,但耐腐蚀性不好,在饲料制粒中易发生腐蚀。
不锈钢,如X46Cr13(德国牌号)、4Cr13等,热处理硬度为HRC55-62,具有较高的硬度和耐腐蚀性,使用寿命较长。
虽然价格较高,但长期使用环模的更换次数少、颗粒质量好,综合效益更优。
2、结构设计环模设计中的主要技术参数可分为动力选择参数和制造工艺参数。
动力选择参数:环模和环模直径、环模转速和线速度等;制造工艺参数有:环模的压缩比、厚度、开孔率、模孔分布、模孔形状及结构、模孔粗糙度和安装形式等。
3、热处理工艺环模的制造质量,除从材质、结构设计方面保证外,最重要的是采用适宜的热处理工艺,以提高环模的机械性能,改善其内、外在质量,延长环模的使用寿命。
以上是颗粒机环模使用性能和寿命的关键因素的三个因素,宝壳压辊环模觉得从环模本身来看,耐磨性、耐腐蚀性、韧性是决定环模使用性能和寿命的关键因素,要使环模得到这些最佳的性能,关键在于环模材质的选择、结构设计和热处理方法。
饲料颗粒机生产常见故障分析饲料颗粒机是用来生产颗粒饲料的机器,常见的机型有两种:平模颗粒机和环模颗粒机,两者的出粒方式不一样,所以模盘也是不一样的。
以下是两款机型的区别:常说饲料颗粒机生产成本低、环保,生产的饲料质量好,只是在实际生产中,会遇到颗粒饲料不成形或堵模等问题。
以环模颗粒机为例,以下常见故障分析及解决方法,有需要的请收藏再细看:颗粒饲料成形不良的原因分析1、颗粒饲料若出现出现轴向裂纹或径向裂纹现象,且粉化率较高,产量偏低,很可能是调质温度达不到,物料熟化程度较差。
应提高调质温度,增加调质时蒸汽量。
若切刀位置出现偏移且钝,会使颗粒被碰断或撕裂而非切断。
2、颗粒饲料表面不很光滑,粉化率高,可能是环模压缩比过小,应增大环模压缩比。
3、颗粒饲料表面较光滑,但硬度过高,可能是环模压缩比较大,应降低环模压缩比。
4、颗粒饲料出现长短不一,应调整切刀距离或调整分料偏转刮位置。
怎样延长颗粒机模具使用寿命由于模具压辊是易损件,大家在生产颗粒饲料时,一般都会额外多备上几个,一旦出现磨损,制粒达不到标准时就要及时更换。
想延长模具使用寿命,以下方法可以试试:1、每次制粒完成后,都应清洗颗粒机模具,一般做法是将模具内填满油料。
这样做不仅可以保证模具孔不会被堵塞,也方便下次启动设备。
2、若是长时间不使用机器,应将模具卸下来清洗干净后,存放在通风干燥的地方,以防空气中的水分与其表面发生反应而锈蚀,影响其使用寿命和制出颗粒的外观。
3、环模质量的好坏严重影响着机器产量、电耗以及颗粒成品质量等等,只有选择优质耐磨的模具压辊,才可以确保颗粒机正常稳步生产。
4、不同型号的颗粒机所配备的电机是不同的,在使用过程中一定要根据机器型号使用配套的动力,若电机动力过小,则制粒效率低,颗粒质量不达标;若电机动力过大,不仅浪费电,还会加速机械的磨损,从而缩短模具寿命。
颗粒机环模不耐磨的原因近日收到一颗粒生产用户求助:在某地新订的颗粒机环模,只用了一星期已不出粒,是什么原因?是否能修复。
经技术检测,环模已严重磨损。
环模是颗粒机的易损件,一般使用寿命为800-1500小时左右,会因压制的物料不同使用寿命有所不同。
到底是什么影响了颗粒机环模的使用寿命?颗粒机环模不耐磨的原因又是什么?颗粒机环模颗粒机环模是一种模孔密布、壁薄、环形的易损件模具,一般是渗碳合金钢或不锈钢经锻造、机加工、钻孔及热处理等工艺制作而成。
原料进入制粒仓后,经工作的环模及压辊的挤压下,从内壁通过环模模孔向外挤出,成条状物,再由切刀切成所需长度的颗粒。
颗粒机环模的重要性环模颗粒机是生产木屑、秸秆颗粒、饲料颗粒等的重要制粒设备,而颗粒品质的高低很大程度上是由机颗粒机环模质量来决定的。
若选用的环模选用寿命短,耐磨性差,将直接影响着颗粒的生产成本和颗粒的品质。
优质的环模应是模孔分度均匀,模孔间壁厚均匀,模孔内壁光洁度高,初次安装可直接生产,表面硬度达HRC58-62,具有较强的耐磨性。
颗粒机环模不耐磨的原因1、使用劣质环模劣质环模选用劣质低价的钢坯作为原材料,这种钢坯分子结构不严密,韧性达不到要求,耐磨程度差,加工精度达不到要求,环模模孔加工孔内壁粗糙并存在罗纹,环模压缩比深浅不一。
如选用这样的环模,长此以往,颗粒机的正常工作必定会受到严重影响,根本达不到制粒机安全、高产、低耗的目的。
2、原料含杂质过多原料的除杂除铁十分重要,比如铁质杂质进入制粒室对环模、压辊,甚至设备造成强烈的破坏,砂石类等杂质会加快压模的磨损。
3、环模压缩比过大环模的设计很重要,特别是环模压缩比,如果环模的压缩比太大,会造成颗粒压出太难,产量低,还会加剧模具的磨损。
4、环模压辊间隙没及时调整环模和压辊之间的间隙需要正确调整。
如果间隙太小,压辊会加重摩擦环模,缩短环模的使用时间。
如果间隙太大,压力辊会打滑,排放不顺畅,从而降低输出。
环模与压辊间的正常间隙应为0.3-0.5mm。
颗粒机环模开裂的各种原因及解决办法不正确的使用和操作办法很容易造成颗粒机环模开裂,影响了正常的生产,下面我们来共同分析一下颗粒机环模开裂的各种原因及解决办法。
(1)当抱箍工作面有道向光亮点以及传动轮工作面有磨损痕迹,这时抱箍内卡已磨损或变形而造成环模开裂。
解决办法:必须及时更换抱箍。
(2)由于传动轮配合面磨损,模、辊配合面明显松动而造成环模开裂。
解决办法:必须及时更换传动轮或修复,或者增大环模装配面配合尺寸公差。
(3)由于压模衬圈磨损或变形而造成环模开裂。
解决办法:必须及时检查和更换压模衬圈。
(4)由于传动键磨损而导致环模撞击开装。
逮时与传动轮松也有关系,定期测量键与键槽的间隙,及时更换传动键。
(5)由于主轴轴承损坏,主轴跳动而导致环模开裂。
解决办法:及时更换主轴轴承。
(6)由于蝶形弹簧弹性没毂紧,使主轴晃动而导致环模开裂。
解决办法:增加或更换蝶形弹簧。
(7)由于不合适的安全销、安全销座造成负荷过大而造成环模开裂。
解决办法:必须使用本公司提供的安全销。
(8)由于除铁装置效果变差使环模工侔面有金属物体压痕,而导致环模开裂。
解决办法:必须及时检查并清理除铁设备。
(9)由于压辊没有安装到位,压辊与环模轴向工作区相对偏移导致环模开裂。
解决办法:正确安装压辊总成。
(10)由于环模、压辊间隙过小,环模与压辊硬接触导致环模开裂。
解决办法:合理闻隙在0.1mm~0.3mm之间,并且新模要配新压辊。
(11)由于纤维料增多,又未装喂料刮刀送料导致环模开裂。
解决办法:安装新刮刀。
(12)由于当环模停机一段时间不使用时,没“洗模”,环模模孔内颗粒变硬,下次出料困难,挤压力过大而导致环模开裂。
解决办法:必须立即填充非腐蚀性的油性料。
(13)由于装卸环模用硬钢工具(如铁锤)直接锤击环模而导致环模开裂。
如果须用力安装环模,应用木锤。
(14)喂料量过大或者更换小孔径环模时来及时调整喂料器,制粒视不均衡生产,导致环模负荷增加,造成环模开裂。