螺纹锁紧环换热器总装试压及拆卸工装
- 格式:pdf
- 大小:106.70 KB
- 文档页数:3
螺纹环紧环换热器检修的施工步骤螺纹锁紧环换热器是能在高温高压工况下进行热交换的换热设备。
具有结构紧凑,密封可靠等优点,在炼油加氢裂化装置中得到广泛应用。
但是由于其内部构件复杂,配合精密,检修过程需使用专用工具人机配合作业难度较大。
且过程中力的传递作用及动态平衡难是产生累积误差结果造成隔板压碎或者无法密封等事故发生。
此外,这种换热器最突出的优势是能够在设备运行过程中解决泄漏问题,有效地避免了由于设备问题停工带来的经济损失。
螺纹环紧环换热器的组成拆卸步骤及注意事项1.螺纹锁紧环拆卸,待螺纹锁紧环内外圈螺栓温度降到200℃左右时迅速完成浇柴油过程避免螺栓热粘接。
每拆卸一个螺栓即抹上高温抗咬合剂再立即旋入螺纹孔中,防止此时设备内部压力太大溢出介质伤人;吊装螺纹锁紧环要垂直放好,注意压力环和推杆不能脱落。
把连接锁紧环和器械的螺丝拧出,并拆下装配工具。
2.拆卸对开键环,把对开键环从底部开始逆时针作好顺序标记。
用力矩扳手从底,各推进螺丝。
换热器对开键环其中有三块是带有斜面的,倾斜角度先取出带斜面的对开键环,然后依次倾斜角度取出各对开键环,按位号及标记顺序放好。
3.拆卸压力套筒及管束吊车吊装螺纹保护套筒固定在管槽盖顶部螺栓上,安装到管槽中对锁紧环大螺纹实施保护;.用螺栓连接好压力套筒和管束。
确保压力套筒和管束与专用工具的连接牢靠。
用1台吊车小钩吊住拆卸压力套筒与管束整体的专用工具,用配重找好平衡。
缓慢拉出压力套筒与管束的整体,要注意压力套筒与换热器壳体的轴向间隙,调整配重位置时刻保持抽管束时的整体平衡,防止偏斜强力抽芯。
主要技术施工步骤螺纹锁紧环内外圈螺栓浇柴油→螺纹锁紧环→定位隔板→隔板垫环→对开键环→分隔箱盖压力→套筒及管束清洗检查修复过→回装管束及压力套筒→调整对开键环→压力套筒填料压盖换热器壳程→试压→分隔箱盖→隔板垫环→定位隔板→螺纹锁紧环换热器管程试压。
螺纹锁紧环换热器文件编码(GHTU-UITID-GGBKT-POIU-WUUI-8968)螺纹锁紧环换热器摘要本文结合检修过程,简要阐述了高压螺纹锁紧环换热器的拆装程序,着重分析了检修中存在的几个主要问题及可采取的相应措施;并计算了如何确定管、壳程垫片螺栓预紧力。
关键词高压螺纹锁紧环换热器结构特点问题对策1概述在炼油厂使用的换热器结构形式较多,但最常用的是普通大法兰联接型式的换热器。
该换热器具有结构简单、拆卸方便、易于密封等优点。
但随着装置的大型化,所需换热器的尺寸也越来越大,尤其是在加氢裂化、加氢脱硫等装置上用于高温高压并含有氢和硫化氢介质场合的换热器,首先要解决在如此苛刻条件下的密封问题。
为了解决密封问题,这种形式的换热器管、壳程法兰将变得很厚,其紧固螺栓也随之明显增大,这不仅给紧固、拆卸带来了很大的困难,既不便于维修,又难以保证不漏,并且大大增加了金属材料的耗量。
所以,具有密封可靠、结构紧凑、维护简单而且又能及时解决运行中出现的泄漏问题的螺纹锁紧环式换热器应运而生,并广泛地应用在加氢裂化和加氢脱硫等装置中。
2螺纹锁紧环换热器的结构特点螺纹锁紧环换热器的密封结构最早是由美国Chevron公司和日本千代田公司共同开发研究成功的,我国已有十几套加氢装置使用这种换热器。
此换热器的管束多采用U形管式,它的独到结构在于管箱部分。
该换热器可分为两类:即H-H型和H-L型,H-H型适用于管壳程均为高压的场合;H-L型适用于壳程为低压而管程为高压的场合[1]。
本文重点介绍H-H型螺纹锁紧环换热器,它的基本结构如图1所示。
图1H-H型螺纹锁紧环换热器基本结构图管箱中:1、管板;2、壳程垫片;3、隔板箱;4、填料;5、填料压盖;6、内法兰;7、三合环;8、内法兰螺栓;9、管程垫片;10、垫片压板;11、外压环;12、外圈压紧螺栓;13、外圈顶梢;14、螺纹锁紧环;15、管箱盖板;16、内圈压紧螺栓;17、内压环;18、支撑圈;19、内套筒。
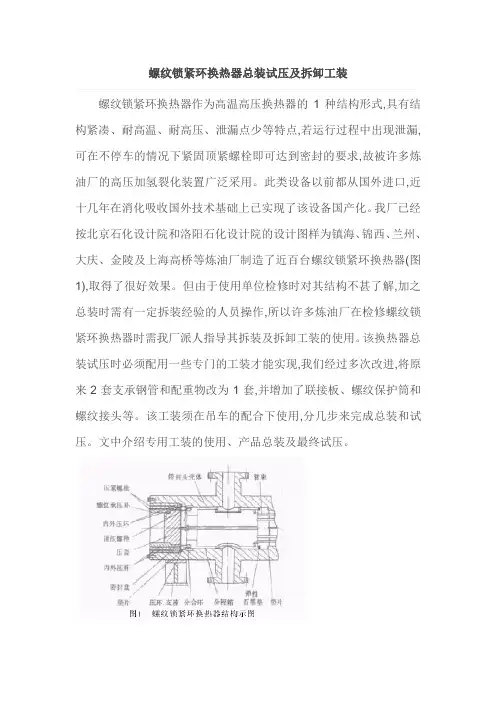
螺纹锁紧环换热器总装试压及拆卸工装螺纹锁紧环换热器作为高温高压换热器的1种结构形式,具有结构紧凑、耐高温、耐高压、泄漏点少等特点,若运行过程中出现泄漏,可在不停车的情况下紧固顶紧螺栓即可达到密封的要求,故被许多炼油厂的高压加氢裂化装置广泛采用。
此类设备以前都从国外进口,近十几年在消化吸收国外技术基础上已实现了该设备国产化。
我厂已经按北京石化设计院和洛阳石化设计院的设计图样为镇海、锦西、兰州、大庆、金陵及上海高桥等炼油厂制造了近百台螺纹锁紧环换热器(图1),取得了很好效果。
但由于使用单位检修时对其结构不甚了解,加之总装时需有一定拆装经验的人员操作,所以许多炼油厂在检修螺纹锁紧环换热器时需我厂派人指导其拆装及拆卸工装的使用。
该换热器总装试压时必须配用一些专门的工装才能实现,我们经过多次改进,将原来2套支承钢管和配重物改为1套,并增加了联接板、螺纹保护筒和螺纹接头等。
该工装须在吊车的配合下使用,分几步来完成总装和试压。
文中介绍专用工装的使用、产品总装及最终试压。
1 安装管束先把螺纹保护筒装在壳体内,把螺纹保护起来,最好在螺纹加工完就把保护筒装上,防止重物磕碰划伤、电打伤和总装时擦伤螺纹,造成总装时旋合困难。
该过程的安装图见图2。
(1)把拆卸工装的联接板1与管板上的工艺螺孔用螺栓紧固,然后联接支承钢管,把壳体固定在某一位置,以防止壳体与管束一起窜动。
(2)找好重心吊起与工装联接好的管束,并在管板密封面上粘好垫片,经保护筒送入管程壳体内,沿壳体中心轴线移动吊车,使管束进入壳程壳体,当吊绳碰到保护筒时,可以放松吊绳并将其向后移动,让吊绳吊住露在壳体外侧管束重心,当管束的重心装入壳体后,靠工装上的配重及起吊位置的变化来托起露在壳体外侧的管束,在支承钢管后面施加推力,并逐渐移动吊绳的位置,始终让管束与保护筒内壁及壳体内壁与管板保持一定间隙。
(3)当要推到预定位置时,用工装后侧的搬手调整壳体与管束的中心线。
中心线调整好后加大支承钢管后边的推力,平稳的将管束推至预定位置,见图2。
螺纹锁紧环式换热器介绍螺纹锁紧环式换热器介绍目录一、概述二、螺纹锁紧环式换热器制造简述三、螺纹锁紧环式换热器简明工艺流程图一、概述1.简要说明螺纹锁紧环式换热器是当前世界先进水平的热交换设备, 国内外大型炼油企业在加氢裂化和重油加氢脱硫装置中一般均采用此种形式换热器。
它具有结构紧凑, 泄漏点少,密封可靠, 占地面积小, 节省材料的特点. 一旦运行过程中出现泄漏点, 也不必停车,紧固内、外圈顶紧螺栓即可达到密封要求。
但结构复杂,机加工量大, 装配复杂,拆卸需要借助专用工装,随着炼油规模及装置大型化及其装置的更新、增加,对此类设备的年需求量日增。
以往此类设备, 均依赖从日本、美国及意大利进口, 国家每年需支付大量外汇, 故早在“七五”期间, 国家将其列入国产化攻关项目, 由中石化总公司、原机械部组织, 洛阳设计院与兰石厂联合攻关。
最初,通过引进、吸收、消化国外技术及意大利IMB公司合作生产的方式, 为镇海炼厂“80万吨/年加氢裂化装置”生产出两台(重叠为一组) “H--H”型螺纹锁紧式换热器。
在此基础上,又进行了联合攻关的第二步, 即完全国产化一台, 此台也用于此装置中。
这三台换热器, 在镇海炼厂未停车运行三年多后进行设备检修至今运行正常, 证明其质量是有保证的。
此三台换热器的制造成功, 标志着此类换热器整体制造功关目的已基本达到, 从设计到制造, 已具备国产化的条件。
双壳程螺纹锁紧环高压换热器为九十年代国外新一代高科技产品。
八十年代中期,各制造厂家就在开发研究“双壳程螺纹锁紧环高压换热器”上投入了较大的人力、物力, 从材料的采购,结构设计,制造工艺及质量控制等方面进行了大量的工作, 并制定出科学合理可操作的制造工艺方案。
此类设备主体材料的焊接和内壁不锈钢层的堆焊,其工艺已相当成熟。
单个筒体环缝坡口均采用立车加工,以保证组装后的直线度。
为了保证两大段组装后达到图纸的要求, 在两大段对接端口设计了自动定心工装, 大螺纹加工是本设备制造非常重要的一环,各制造公司设计了专用测量工具及样板,编制了专用加工工艺和检检方法,采用了大型数控镗铣床加工, 保证大螺纹一次加工成功,换热管与管板贴胀,采用新开发出的液压涨管技术进行涨结,管壁无机械损伤和减薄, 提高了管壁抗腐蚀能力, 并且大大便利了内部施工,降低了劳动强度. 安装管箱内件, 采用新设计旋螺纹工装旋入大螺纹, 确保螺纹环旋到位.这充分说明国内制造厂有条件,有能力制造开发更高参数更新结构的双壳程螺纹锁紧环高压换热器。
第 48 卷 第 12 期2019 年 12 月Vol.48 No.12Dec. 2019化工技术与开发Technology & Development of Chemical Industry高压螺纹锁紧环换热器的抢修要点谭日红(中国石油天然气集团公司广西石化公司,广西 钦州 535008)摘 要:讨论了蜡油加氢裂化装置高压螺纹锁紧环换热器抢修的具体步骤及需要注意的要点,对同类型装置的高压换热器检修具有较好的借鉴作用。
关键词:螺纹锁紧环换热器;抢修;要点中图分类号:TQ 051.5 文献标识码:B 文章编号:1671-9905(2019)12-0068-03作者简介:谭日红(1983-),男,工程硕士,从事设备管理工作。
E-mail: tanrihong@ 收稿日期:2019-09-24某石化蜡油加氢裂化装置采用UOP 公司提供的工艺包技术,加工原料油为常减压蒸馏装置来的减压蜡油,主要产品为柴油、航煤、石脑油、未转化油及干气,装置于2009年建成投产。
2017年在生产过程中发现其柴油产品出现硫含量升高、颜色浑浊等现象,判断为高压螺纹环换热器发生内漏,需要进行停工检修。
本文主要对高压螺纹环换热器检修时的施工步骤进行归纳梳理,并指出该换热器检修时需要重点注意的地方。
1 螺纹环换热器的主要结构特点螺纹环换热器主要有高高压式和高低压式两种结构,两者的主要区别在于壳程压力是按高压或低压进行设计。
本次检修涉及到的换热器均属于高高压式换热器,本文重点对此类换热器结构进行讨论。
图1是典型的高高压式螺纹环换热器的管箱结构示意图。
主体密封由两个部分组成,一是管侧密封,包括外圈压紧螺栓、顶销、密封盘及管程侧密封垫片;二是壳侧密封,包括内圈压紧螺栓、顶销、压环、分合环和壳程侧密封垫片。
使用过程中若是出现管侧或壳侧由于密封垫产生的泄漏,可以通过紧固对应的外、内圈螺栓来解决[1]。
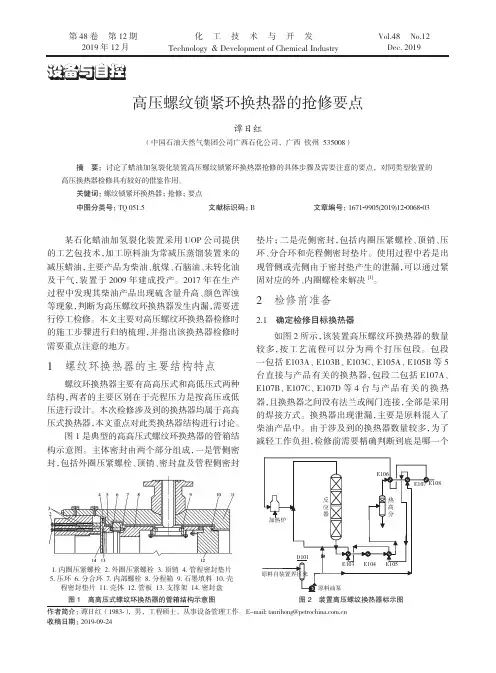
2 检修前准备2.1 确定检修目标换热器如图2所示,该装置高压螺纹环换热器的数量较多,按工艺流程可以分为两个打压包段。
螺纹锁紧环式换热器雷永飞加氢车间摘要:螺纹锁紧环式双壳程换热器以其较高的换热效率、可靠的安全系数和简单的在线修理功能,非常适合在高温、高压和临氢环境下使用。
本文主要介绍了中国石化股份有限公司上海高桥分公司炼油事业部“十五”二期重点建设项目140万吨/年加氢裂化装置选用的螺纹锁紧式双壳程换热器的结构、材料、制造过程以及检验方法等特点。
关键词:螺纹锁紧环式换热器 2.25Cr-1Mo 双壳程加氢裂化1序言换热设备在炼油和化工生产中占据着重要的地位,它不仅能为生产过程提供必要的工艺条件,而且为减少能源消耗、降低生产成本起到了重要的作用。
可是随着生产技术的发展,人们对设备安全运行和换热器的换热效率的要求逐步提高。
传统的管壳式换热器已经逐渐不能满足在高温、高压条件下的生产需要。
中国石化上海高桥分公司炼油厂1400kt/a加氢裂化装置在设计阶段,根据同类型装置的考察和本装置的生产需要选用了具有较高换热效率、优良在线修理形式的一种新型换热器——螺纹锁紧环双壳程换热器。
中石化高桥分公司炼油事业部1400kt/a加氢裂化装置是该厂适应生产需要和市场需求而建设的“十五”二期重点项目之一,该装置采用中石化集团抚顺石油化工科学院(FRIPP)开发的3936和3976单段双剂串联一次通过的加氢裂化工艺,由北京设计院设计。
装置计划于2004年4月建成,2004年6月正式投产。
该装置共选用了6台螺纹锁紧环式换热器(都为高压换热器)。
其中,E3101/A、E3101/B 和E3103都采用了壳程筒体和管程筒体整体高压的整体式,而E3102、E3104和E3107因为管程压力较高而壳程压力较低采用了壳程筒体和管箱筒体采用螺栓连接、管板和管箱一体的分体结构形式。
2介绍2.1结构特点2.1.1整体式螺纹锁紧环换热器这种换热器适用于管程和壳程同为高压的介质,管箱同壳程介质共用一个壳体,壳程侧顶端为封头,管箱端部用螺纹承压环旋入,就像一个大的丝堵旋入管箱内。
aintenance&Service维%&锁紧环式高压换./检修要点赵聚运中国石油天然气第七建设有限公司山东青岛266300摘要紧式高压换热器在检修中的要点分析,提出了注意事项及可靠的解决方法,对行业内同类检修问题的处理具有一定的借鉴意义。
关键词紧换热器压紧泄露中图分类号TE682文献标识码B文章编号1672-9323(2019)04-0078-03高压换热器是加氢装置中的重要设备之一,它不仅能为生产提供必要的工艺条件,而且为减少能源消耗、降低生产成本起到了重要作用。
但传统的管壳式换热器已经逐渐不能满足高温高压条件下的生产需要。
近年,密封可靠、结构紧凑、维护简单,又能及时解决运行中出现的泄露问题的螺纹锁紧环式换热器应运而生,并广泛应用在各类加氢装置中。
本文通过对螺纹锁紧环换热器的结构特点的研究,结合检修施工现场的具体情况,阐述了螺纹锁紧环式换热器的解体检修要点及注意事项。
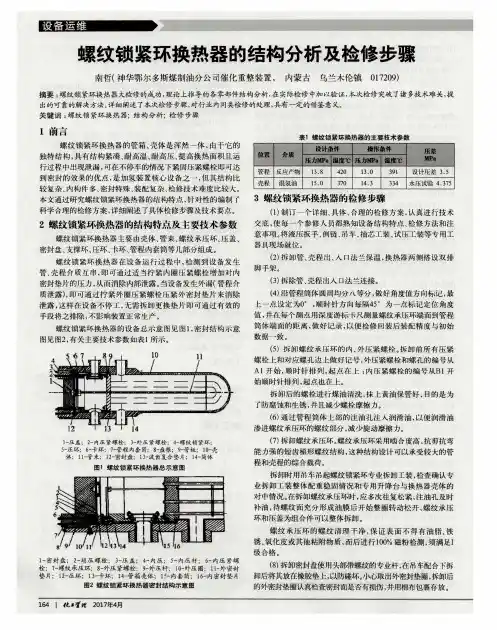
1螺纹锁紧环式高压换热器的结构特点螺纹锁紧环式高压换热器主要是由锁紧环、管束、壳体、压、密封、、管成,其结构示意图见图1。
螺纹锁紧环式高压换热器具有以下特点:管箱与壳体为一体结构结构,构件,密封管板为差压设计;有内、外两圈压紧螺栓,可在设备运行中处理泄露问题。
设备运行中,现管壳时,可紧压紧加密封的压力,从而消除内部泄露。
当发生外漏(管程介质泄露时,可紧压紧压紧密封消泄露,设备不工,需换可消除泄露现象,不会影响装置正常生产。
1-压盖;2-内压紧螺栓;3-外压紧螺栓;4-螺纹锁紧环;5-压环;6-卡环;7-管程内套筒;8-盘根;9-管板;10-壳体;11-管束;12-密封盘;13-波齿复合垫片;14-简体图1螺纹锁紧环式高压换热器结构示意图2螺纹锁紧环式换热器解体检修要点分析2.1解体检修前准备1设备,设备设要,设备结构特点。
⑵编制科学可行的施工技术方案,并对施工人员进行安全、技术交底。
78I石油化工建设2019.04aintenance&Service 维⑶准备好吊车、倒链、抽芯机、扳手、工装等施工机具材料等。
换热器拆除更换施工方案及流程一、前言换热器作为工业生产中重要的设备,常常需要进行定期维护和更换。
在使用过程中,换热器可能会出现老化、堵塞、漏水等问题,需要及时进行拆除更换。
本文将介绍换热器拆除更换的施工方案及流程,希望对相关人员能够有所帮助。
二、施工准备工作1.确定更换换热器的原因:在进行换热器拆除更换之前,需要对更换的原因进行分析和确定,包括老化、损坏、漏水等情况。
2.制定施工计划:根据换热器的具体情况和施工要求,制定详细的施工计划,包括施工时间、人员安排、工作流程等内容。
3.准备所需工具和材料:根据施工计划确定所需的工具和材料,包括吊装设备、焊接设备、螺栓、密封胶等。
4.安全措施:在进行换热器拆除更换之前,需要制定详细的安全措施,包括施工区域的封锁、人员防护、紧急救援预案等。
5.通知相关人员:在进行换热器拆除更换之前,需要通知相关人员,包括设备操作人员、安全人员等,确保施工过程中各方的配合和支持。
三、拆除更换流程1.停机检查:在进行换热器拆除更换之前,首先需要停机检查设备,确认设备停机状态,并做好相关记录。
2.准备工作:根据施工计划,准备所需的工具和材料,确保施工过程中一切准备就绪。
3.拆卸固定件:拆卸换热器固定件,包括螺栓、焊接等,确保换热器可以顺利拆卸下来。
4.吊装设备:使用吊装设备将换热器从原位置吊装到指定位置,确保吊装过程中安全可靠。
5.更换换热器:将新的换热器安装到原位置,并进行固定和连接,确保换热器安装牢固。
6.检查试运行:更换换热器后,进行相关试运行和检查,确保换热器安装正确,运行正常。
7.清理环境:换热器拆除更换完成后,对施工现场进行清理,确保环境整洁。
四、施工注意事项1.安全第一:在进行换热器拆除更换的整个施工过程中,安全是最重要的,必须严格遵守相关安全规定,保障施工人员的安全。
2.合理排布:在进行换热器拆除更换时,要合理排布施工人员,避免人员过多或过密,保障施工的顺利进行。
收稿日期:2004201222作者简介:张保安(19602),男(汉族),辽宁抚顺人,技师,从事压力容器工艺工装设计及管理工作。
文章编号:100027466(2004)0420060203螺纹锁紧环换热器总装试压及拆卸工装张保安(抚顺机械设备制造有限公司技术处,辽宁抚顺 113006)摘要:介绍了螺纹锁紧环换热器的总装、试压过程及专用拆卸工装的使用,对螺纹锁紧环换热器使用单位的检修和其它制造同类产品的生产厂具有参考价值。
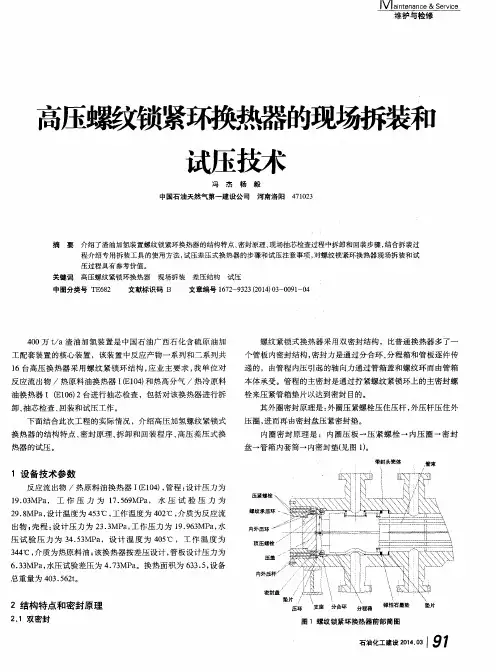
关 键 词:换热器;总装试压;拆卸装置中图分类号:T Q 051.506 文献标识码:BB reech lock heat exchanger assembly and pressure test &disassembling fittingsZH ANG Bao 2an(Fushun Mechanical Equipment Manu facturing C o.Ltd.,Fushun 113006,China )Abstract :The breech lock heat exchanger assembling and pressure test &special tools used disassembling process were intro 2duced mainly.Reference value in the maintaining and repair of breech lock heat exchanger for other manu facturers in same product production can be provided.K ey w ords :heat exchanger ;assembling and pressure test ;disassembling device 螺纹锁紧环换热器作为高温高压换热器的1种结构形式,具有结构紧凑、耐高温、耐高压、泄漏点少等特点,若运行过程中出现泄漏,可在不停车的情况下紧固顶紧螺栓即可达到密封的要求,故被许多炼油厂的高压加氢裂化装置广泛采用。
此类设备以前都从国外进口,近十几年在消化吸收国外技术基础上已实现了该设备国产化。
我厂已经按北京石化设计院和洛阳石化设计院的设计图样为镇海、锦西、兰州、大庆、金陵及上海高桥等炼油厂制造了近百台螺纹锁紧环换热器(图1),取得了很好效果。
但由于使用单位检修时对其结构不甚了解,加之总装时需有一定拆装经验的人员操作,所以许多炼油厂在检修螺纹锁紧环换热器时需我厂派人指导其拆装及拆卸工装的使用。
该换热器总装试压时必须配用一些专门的工装才能实现,我们经过多次改进,将原来2套支承钢管和配重物改为1套,并增加了联接板、螺纹保护筒和螺纹接头等。
该工装须在吊车的配合下使用,分几步来完成总装和试压。
文中介绍专用工装的使用、产品总装及最终试压。
图1 螺纹锁紧环换热器结构示图1 安装管束先把螺纹保护筒装在壳体内,把螺纹保护起来,最好在螺纹加工完就把保护筒装上,防止重物磕碰划伤、电打伤和总装时擦伤螺纹,造成总装时旋合困难。
该过程的安装图见图2。
(1)把拆卸工装的联接板1与管板上的工艺螺孔用螺栓紧固,然后联接支承钢管,把壳体固定在某一位置,以防止壳体与管束一起窜动。
第33卷 第4期2004年7月 石 油 化 工 设 备PETRO 2CHE MIC A L E QUIP ME NT V ol 133 N o 14 July 2004(2)找好重心吊起与工装联接好的管束,并在管板密封面上粘好垫片,经保护筒送入管程壳体内,沿壳体中心轴线移动吊车,使管束进入壳程壳体,当吊绳碰到保护筒时,可以放松吊绳并将其向后移动,让吊绳吊住露在壳体外侧管束重心,当管束的重心装入壳体后,靠工装上的配重及起吊位置的变化来托起露在壳体外侧的管束,在支承钢管后面施加推力,并逐渐移动吊绳的位置,始终让管束与保护筒内壁及壳体内壁与管板保持一定间隙。
(3)当要推到预定位置时,用工装后侧的搬手调整壳体与管束的中心线。
中心线调整好后加大支承钢管后边的推力,平稳的将管束推至预定位置,见图2。
图2 安装管束2 安装内件和分程箱将弹性石墨垫圈装好,把拆卸工装的联接板1与分程箱上的螺孔用螺栓紧固。
由于分程箱的质量小,用配重调整基本能找好重心并吊平。
在支承钢管后面施加推力将分程箱推到预定位置(图3),装好分合环和顶压螺栓,用扭矩搬手把顶压螺栓拧紧(螺孔和螺栓涂抹高温抗咬死剂),注意要对称拧紧,渐渐增大扭矩值。
当达到规定的扭矩值后对壳程进行水压试验(一般试压差),其目的是检查换热管管头焊接质量和壳体焊缝。
图3 安装分程箱3 安装内件和密封盘待壳程试压合格后,用拆卸工装的螺纹头将分程盖板及垫片装好,拧紧螺栓。
将压环放在预定位置。
除去壳体上的螺纹保护筒,按图样装好垫片,借用密封盘上工艺拆装孔螺纹将拆卸工装固定在密封盘上,用吊车吊起连接好的组件,找好中心后缓慢将其送到预置的位置,在这一环节应检测各零部件与壳体的对应尺寸,为下一环节安装螺纹承压环做准备。
4 旋合螺纹承压环在拆卸工装前端时联接好联接架,将联接板1除去换上联接板2,将螺纹承压环、内外压杆、内外压环和压盖组装到一起后,用工装的加长螺栓把联接板2与压盖拧紧,利用螺纹承压环上的螺孔及匹配相对应的螺栓将联接板2拧紧,彻底清洗内外螺纹(涂抹高温抗咬死剂)。
由吊车吊起组装件,配合使用手动葫芦找正螺纹承压环与设备中心轴线的同轴度,慢慢靠近螺纹端口,此时轴向推力不要过大,搬动前面的搬手让螺纹承压环能顺利旋入壳体的内螺纹,并在此时要经常调整吊车和手动葫芦位置以保持设备中心轴线与螺纹承压环的同心度,当旋合进几周后再一起搬动前后搬手加大旋合螺纹承压环力量,但不可强行旋合研伤螺纹表面,当旋合到预定位置后,松开加长螺栓的螺母,去除把持在螺纹承压环上的螺栓,卸下拆卸工装。
完成全部装配工作,见图4。
图4 旋合螺纹承压环5 产品试压将内、外压紧螺栓用力矩搬手对称拧紧,此时的扭矩值大约为规定值的70%左右,每拧紧一周增大10%左右的扭矩值,逐渐达到规定值,拧紧螺栓时一定要对称,让螺栓受力均匀,全部拧紧后进行最终试压。
若需要单程试压就按试压工艺分别试压,若需要按管、壳程的压差同时升压,就要制定特殊试压方案,连接试压管路,使整个试压系统既能分别控制管、壳程压力,又能同时控制管、壳程压力。
升压时严格控制管、壳程的压差,发现有外泄和内泄(看表压判定)情况,继续拧紧内外顶压直至螺栓达到密封。
若使用的扭矩值超过规定扭矩值30%还有泄漏,就要拆除所有内件查看垫片及密封面是否可靠,若有损伤立即修复或更换密封垫片,重复上述工作直至能保证管、壳各程的试验压力。
泄压时也要严・16・第4期 张保安:螺纹锁紧环换热器总装试压及拆卸工装 收稿日期:2004203215作者简介:石海东(19682),男,河南杞县人,高级工程师,学士,从事石化设备管道安装的技术和管理工作。
文章编号:100027466(2004)0420062204固定顶钢制焊接储罐的电动顶升法倒装工艺石海东(北京燕化东方红技术工程公司,北京 102503)摘要:详细介绍了固定顶钢制焊接储罐的电动顶升法倒装工艺的原理、施工顺序、主要设备的结构及作用,并结合实践给出了具体的说明。
针对油罐焊接变形及应力的产生与防止措施,提出保留部分焊接应力以控制焊接变形的思路。
关 键 词:储罐;电动顶升;焊接;变形中图分类号:TE 972 文献标识码:B 本世纪我国已完全成为油品的进口国,2000年净进口油品已近7000万t ,我国对海外油品市场的依赖程度正不断地加大。
而石油是具有高度战略性的特殊商品,是国民经济发展中不能忽视的风险,怎样规避价格波动,防止石油供应中断的冲击,最有效的方式是建立国家石油战略储备。
美国、日本、德国等国家都有较完善的石油储备体系,可以储备60~90d 全国石油用量[2],而我国只有1周左右,为此我国已拟定在10a 左右将国家的石油安全储备提高到60d ,为此大规模油罐建设是近年较具战略意义的大工程,而固定顶钢制圆筒形储罐是其中1种重要的结构形式。
怎样才能优质、安全、快速地建设油罐,电动顶升法是1种很好的方法,笔者根据近2a 来的实践,系统叙述电动顶升工艺及对相关工程要素的认识。
1 电动顶升法固定顶储油罐的倒装法施工工艺,按其工艺载体分,有中心柱倒装法、充气倒装法、充水倒装法、电动螺杆倒装法、电动或手动倒链多点提升倒装法、液压提升和液压顶升倒装法及卷扬机提升法等。
各种施工工艺方法均具有一定的适应性和可操作性,均有自身的特点。
电动顶升因其投资不高、安全性好、施工工效较高、便于控制施工质量而具有其独特的优点。
1.1 电动螺杆顶升倒装工艺固定顶储罐的电动顶升法,即在罐底板、顶圈壁板、包边角钢及罐顶组焊完毕,并经检验合格后,在罐壁内侧按预先指定的顶板天窗处对称均布若干台顶升机。
先就位胀圈焊接顶升筋板,然后用顶升机顶升该层壁板,自上而下逐层倒装施工,直至安装成整个罐体。
施工平面布置及工艺施工见图1和图2。
1.2 工艺原理此法借助于机械传动的方法实现罐壁的组装作业,即顶升机上的电动机带动蜗杆使蜗轮传动,通过与其同轴的小齿轮咬合大齿轮的旋转,镶套在大齿轮内侧同轴上的螺母亦同步旋转,螺杆在螺母的带动下,因其上止动键的限制作用,它仅能上下伸长或缩短,再通过螺杆头上的顶升帽直接带动顶升机外格控制压差,同时要按压差泄压放净管、壳程试压介质,用压缩空气吹扫干净。
在安装到位后,用力矩搬手对称紧固一遍内外压紧螺栓。
6 结语因螺纹锁紧环换热器的结构紧凑,应在总装配前对部件进行检测(必要时应做模拟验证),严禁强行安装,损伤零部件的表面。
垫片要放正,弹性石墨要有足够的密度,必要时要在弹性垫片两侧增设挡环,阻止弹性石墨被挤出,螺栓、螺孔的螺纹都要清理干净,涂抹高温抗咬死剂以便拆卸。
装配时要及时调整装入件的重心及中心轴与设备轴线的同心度,只要间隙合理,零部件的各项指标合格,就一定能顺利完成总装工作。
(孙编)第33卷 第4期2004年7月 石 油 化 工 设 备PETRO 2CHE MIC A L E QUIP ME NT V ol 133 N o 14 July 2004。