1.2焊缝符号表示法
- 格式:ppt
- 大小:1.08 MB
- 文档页数:11
.. 九常用焊缝符号及其标注方法1 总则1.1焊接标注应明确地表示所要说明的焊缝,而且不使图样增加过多的注解。
1.2焊缝符号一般由基本符号与指引线组成。
必要时还可以加上辅助符号、补充符号和尺寸符号等。
1.3 焊接符号包括所有用于焊接标注的符号、代号及数据;焊接标注包括焊接符号的标注及各种说明。
1.4常用焊缝符号的采用及标注应按本标准及GB/T 324和GB/T 12212的相关规定执行。
1.5 在产品图样及设计文件中,一般不规定焊接方法(其技术条件中应注明焊接的技术要求),由工艺部门确定具体焊接工艺(包括焊接方法),必要时,产品图样及设计文件中也可给出焊接方法。
焊接方法的标注按GB/T 5185。
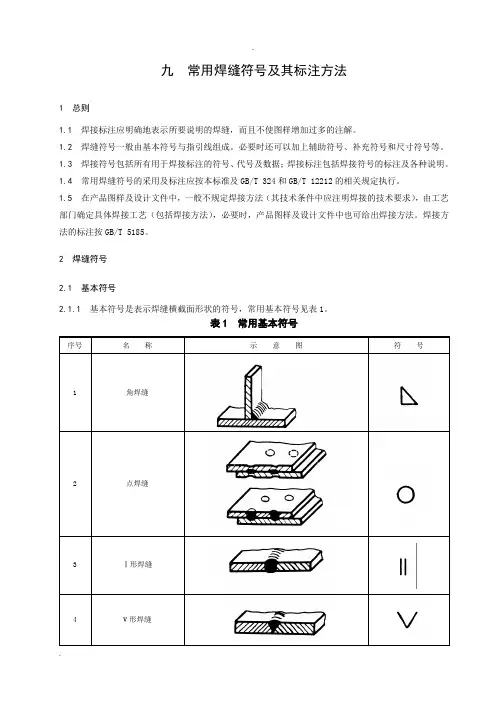
2 焊缝符号2.1基本符号2.1.1 基本符号是表示焊缝横截面形状的符号,常用基本符号见表1。
表1 常用基本符号表1(续)常用基本符号2.1.2 在焊接标注时,焊缝的基本符号必须标注。
2.1.3对于需要开坡口的焊缝,当设计对坡口形状有特殊要求时,则应在技术图样中画出焊缝坡口的断面图,并明确各项要求;设计对坡口形状无特殊要求时,则技术图样中不做规定,应由工艺人员在工111.艺文件中予以明确。
2.2 辅助符号2.2.1辅助符号是表示焊缝表面形状特征的符号,见表2。
2.2.2 对焊缝的表面无要求时,则不标注辅助符号。
2.3 补充符号2.3.1 补充符号是为了补充说明焊缝的某些特征而采用的符号,见表3。
2.3.2 当焊缝具有表3所列特征时,则必须标注相应的补充符号。
表3 补充符号示意图标注示例(同上述三面焊缝符号)2.4 尺寸符号2.4.1 常用尺寸符号见表4,表中各尺寸符号,在图样中应标出具体数值。
.表4 焊缝尺寸符号2.4.2 确定焊缝位置的尺寸不在焊缝符号中给出,而是将其标注在图样上。
2.4.3 塞焊缝、槽焊缝带有斜边时,应该标注孔底部的尺寸。
3 焊接符号在图样上的表示及其标注3.1指引线3.1.1指引线画法113..完整的焊接标注除了上述基本符号、辅助符号、补充符号、尺寸符号及数据以外,还包括指引线及必要的说明。
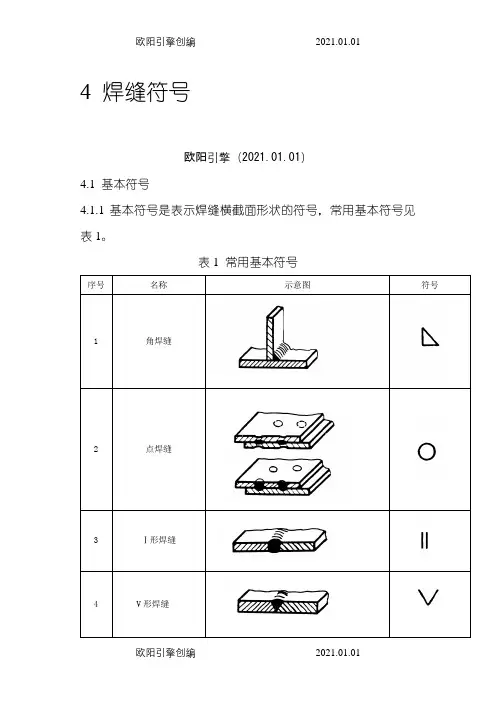
4 焊缝符号欧阳引擎(2021.01.01)4.1 基本符号4.1.1基本符号是表示焊缝横截面形状的符号,常用基本符号见表1。
表1 常用基本符号序号名称示意图符号1 角焊缝2 点焊缝3 Ⅰ形焊缝4 V形焊缝5 单边V形焊缝6 带钝边V形焊缝表1(完)常用基本符号序号名称示意图符号7 缝焊缝8 塞焊缝或槽焊缝9 封底焊缝10 喇叭形焊缝11 单边喇叭形焊缝4.1.2在焊接标注时,焊缝的基本符号必须标注。
4.1.3对于需要开坡口的焊缝,当设计对坡口形状有特殊要求时,则应在技术图样中画出焊缝坡口的断面图,并明确各项要求;设计对坡口形状无特殊要求时,则技术图样中不做规定,应由工艺人员在工艺文件中予以明确。
4.2 辅助符号4.2.1辅助符号是表示焊缝表面形状特征的符号,见表2。
表2 辅助符号序号名称示意图符号标注示例说明1 平面符号平面V形对接焊缝一般通过加工保证2 凹面符号凹面角焊缝3 凸面符号凸面V形对接焊缝4.2.2 对焊缝的表面无要求时,则不标注辅助符号。
4.3 补充符号4.3.1补充符号是为了补充说明焊缝的某些特征而采用的符号,见表3。
4.3.2当焊缝具有表3所列特征时,则必须标注相应的补充符号。
表3 补充符号序号名称示意图符号标注示例说明1 带垫板符号 V形对接焊缝,底面有垫板2 三面焊缝符号工件三面施角焊缝,焊接方法为手工电弧焊3 周围焊缝符号沿工件周围施角焊缝4 尾部符号(同上述三面焊缝符号)标注焊接方法及处数N等说明4.4 尺寸符号4.4.1 常用尺寸符号见表4,表中各尺寸符号,在图样中应标出具体数值。
表4 焊缝尺寸符号序号名称示意图符号标注示例说明1 焊脚尺寸K 角焊缝焊脚尺寸为K2焊缝宽度焊缝厚度cSⅠ形焊缝焊缝宽为c焊缝厚为S4.4.2 确定焊缝位置的尺寸不在焊缝符号中给出,而是将其标注在图样上。
4.4.3塞焊缝、槽焊缝带有斜边时,应该标注孔底部的尺寸。
5 焊接符号在图样上的表示及其标注完整的焊接标注除了上述基本符号、辅助符号、补充符号、尺寸符号及数据以外,还包括指引线及必要的说明。
110九 常用焊缝符号及其标注方法1 总则1.1 焊接标注应明确地表示所要说明的焊缝,而且不使图样增加过多的注解。
1.2 焊缝符号一般由基本符号与指引线组成。
必要时还可以加上辅助符号、补充符号和尺寸符号等。
1.3 焊接符号包括所有用于焊接标注的符号、代号及数据;焊接标注包括焊接符号的标注及各种说明。
1.4 常用焊缝符号的采用及标注应按本标准及GB/T 324和GB/T 12212的相关规定执行。
1.5 在产品图样及设计文件中,一般不规定焊接方法(其技术条件中应注明焊接的技术要求),由工艺部门确定具体焊接工艺(包括焊接方法),必要时,产品图样及设计文件中也可给出焊接方法。
焊接方法的标注按GB/T 5185。
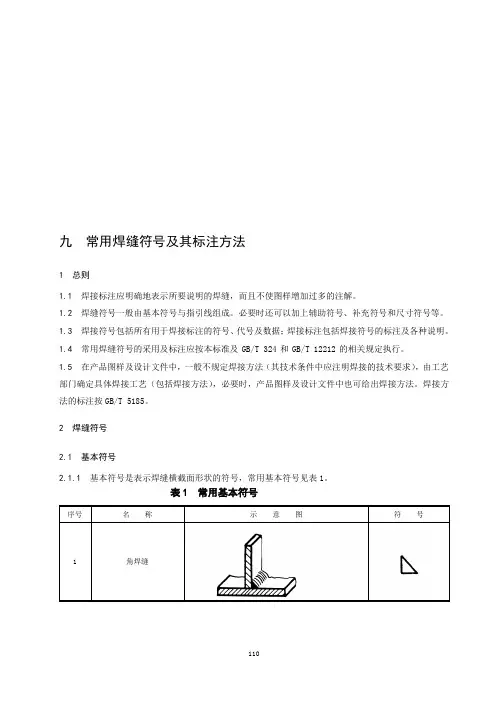
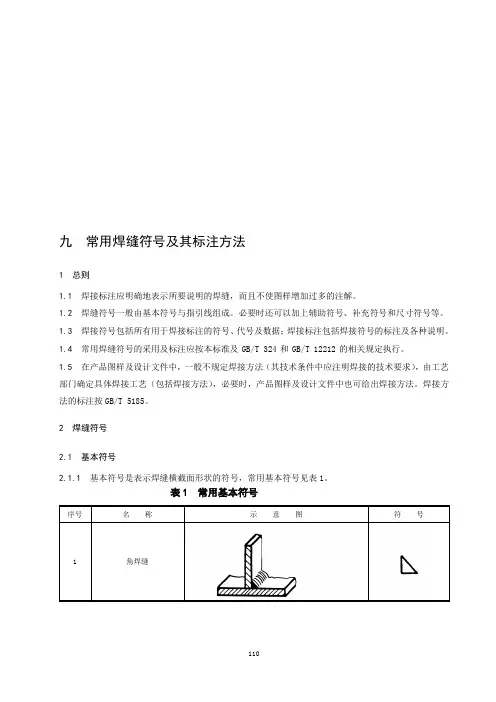
2 焊缝符号2.1 基本符号2.1.1 基本符号是表示焊缝横截面形状的符号,常用基本符号见表1。
表1 常用基本符号表1(续)常用基本符号符号1112.1.2 在焊接标注时,焊缝的基本符号必须标注。
2.1.3对于需要开坡口的焊缝,当设计对坡口形状有特殊要求时,则应在技术图样中画出焊缝坡口的断面图,并明确各项要求;设计对坡口形状无特殊要求时,则技术图样中不做规定,应由工艺人员在工艺文件中予以明确。
2.2 辅助符号2.2.1辅助符号是表示焊缝表面形状特征的符号,见表2。
说明平面V形对接焊缝一般通过加工保证2.2.2 对焊缝的表面无要求时,则不标注辅助符号。
2.3 补充符号2.3.1 补充符号是为了补充说明焊缝的某些特征而采用的符号,见表3。
2.3.2 当焊缝具有表3所列特征时,则必须标注相应的补充符号。
表3 补充符号112113 (同上述三面焊缝符号)2.4 尺寸符号2.4.1 常用尺寸符号见表4,表中各尺寸符号,在图样中应标出具体数值。
表4 焊缝尺寸符号示意图符号标注示例KcSde2.4.2 确定焊缝位置的尺寸不在焊缝符号中给出,而是将其标注在图样上。
2.4.3 塞焊缝、槽焊缝带有斜边时,应该标注孔底部的尺寸。
九常用焊缝符号及其标注方法1 总则1.1焊接标注应明确地表示所要说明的焊缝,而且不使图样增加过多的注解。
1.2焊缝符号一般由基本符号与指引线组成。
必要时还可以加上辅助符号、补充符号和尺寸符号等。
1.3 焊接符号包括所有用于焊接标注的符号、代号及数据;焊接标注包括焊接符号的标注及各种说明。
1.4常用焊缝符号的采用及标注应按本标准及GB/T 324和GB/T 12212的相关规定执行。
1.5 在产品图样及设计文件中,一般不规定焊接方法(其技术条件中应注明焊接的技术要求),由工艺部门确定具体焊接工艺(包括焊接方法),必要时,产品图样及设计文件中也可给出焊接方法。
焊接方法的标注按GB/T 5185。
2 焊缝符号2.1基本符号2.1.1 基本符号是表示焊缝横截面形状的符号,常用基本符号见表1。
表1 常用基本符号序号名称示意图符号1 角焊缝1102 点焊缝3 Ⅰ形焊缝4 V形焊缝表1(续)常用基本符号序号名称示意图符号5 单边V形焊缝6 带钝边V形焊缝7 缝焊缝8 塞焊缝或槽焊缝1119 封底焊缝10 喇叭形焊缝11 单边喇叭形焊缝2.1.2 在焊接标注时,焊缝的基本符号必须标注。
2.1.3对于需要开坡口的焊缝,当设计对坡口形状有特殊要求时,则应在技术图样中画出焊缝坡口的断面图,并明确各项要求;设计对坡口形状无特殊要求时,则技术图样中不做规定,应由工艺人员在工艺文件中予以明确。
2.2 辅助符号2.2.1辅助符号是表示焊缝表面形状特征的符号,见表2。
表2 辅助符号序号名称示意图符号标注示例说明1 平面符号平面V形对接焊缝一般通过加工保证2 凹面符号凹面角焊缝3 凸面符号凸面V形对接焊缝2.2.2 对焊缝的表面无要求时,则不标注辅助符号。
2.3 补充符号2.3.1 补充符号是为了补充说明焊缝的某些特征而采用的符号,见表3。
2.3.2 当焊缝具有表3所列特征时,则必须标注相应的补充符号。
表3 补充符号112序号名称示意图符号标注示例说明1 带垫板符号 V形对接焊缝,底面有垫板2 三面焊缝符号工件三面施角焊缝,焊接方法为手工电弧焊3 周围焊缝符号沿工件周围施角焊缝4 尾部符号(同上述三面焊缝符号)标注焊接方法及处数N等说明2.4 尺寸符号2.4.1 常用尺寸符号见表4,表中各尺寸符号,在图样中应标出具体数值。
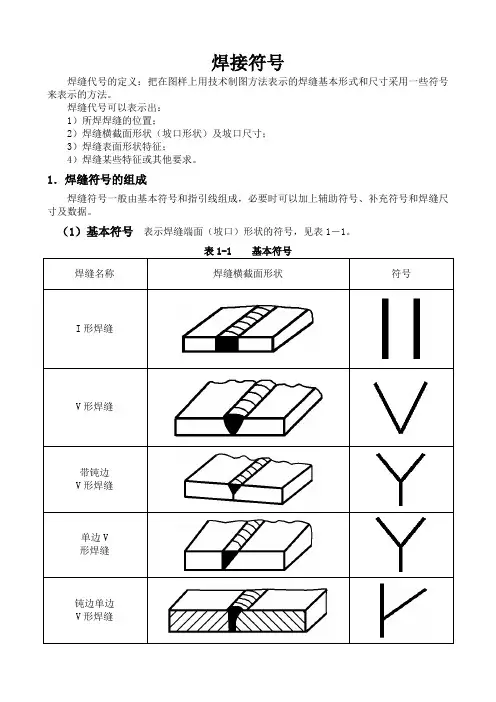
焊接符号焊缝代号的定义:把在图样上用技术制图方法表示的焊缝基本形式和尺寸采用一些符号来表示的方法。
焊缝代号可以表示出:1)所焊焊缝的位置;2)焊缝横截面形状(坡口形状)及坡口尺寸;3)焊缝表面形状特征;4)焊缝某些特征或其他要求。
1.焊缝符号的组成焊缝符号一般由基本符号和指引线组成,必要时可以加上辅助符号、补充符号和焊缝尺寸及数据。
(1)基本符号表示焊缝端面(坡口)形状的符号,见表1-1。
焊缝名称焊缝横截面形状符号I形焊缝V形焊缝带钝边V形焊缝单边V形焊缝钝边单边V形焊缝带钝边U形焊缝封底焊缝角焊缝塞焊缝或槽焊缝喇叭形焊缝点焊缝缝焊焊缝(2)辅助符号表示焊缝表面形状特征的符号,如表1-2所示。
当不需要确切说明焊缝的表面形状时,可以不用辅助符号。
名称焊缝辅助形式符号说明平面符号表示焊缝表面平齐凹面符号表示焊缝表面凹陷凸面符号表示焊缝表面凸出(3)补充符号为了补充说明焊缝某些特征而采用的符号,如表1-3所示。
名称形式符号说明带垫板符号表示焊缝底部有垫板三面焊缝符号表示三面焊缝和开口方向周围焊缝符号表示环绕工件周围焊缝现场符号表示在现场或工地上进行焊接尾部符号指引线尾部符号可参照GB/T5185—1999标注焊接方法(4)焊缝尺寸符号用来代表焊缝的尺寸要求,表1-4所示为常用的焊缝尺寸符号。
当需要注明尺寸要求时才标注。
名称符号示意图标注示例工件厚度坡口角度坡口深度根部间隙钝边高度δαΗΒp焊缝段数焊缝长度焊缝间隙焊角尺寸n l e K熔核直径 d相同焊缝数量符号N图1-1 焊缝尺寸符号及数据的标准位置图1-1所示为焊缝尺寸符号及数据的标注位置。
(5)指引线由箭头线和基准线组成,箭头指向焊缝处,基准线由两条互相平等的细实线和虚线组成,如图1-2所示。
当需要说明焊接方法时,可以在基准线末端增加尾部符号。
图1-2 指引线的画法表焊接方法代号焊接方法代号电弧焊1电阻焊2焊条电弧焊111点焊21埋弧焊12缝焊22熔化极惰性气体保护焊131闪光焊24钨极惰性气体保护(MIG)141气焊3熔化极非惰性气135氧—乙炔焊311非惰性气体保护药芯焊丝电弧焊136氧—丙烷焊12压焊4其他焊接方法7超声波焊41激光焊751摩擦焊42电子束焊762.识别焊缝代号的基本方法1)根据箭头的指引方向了解焊缝在焊件上的位置。
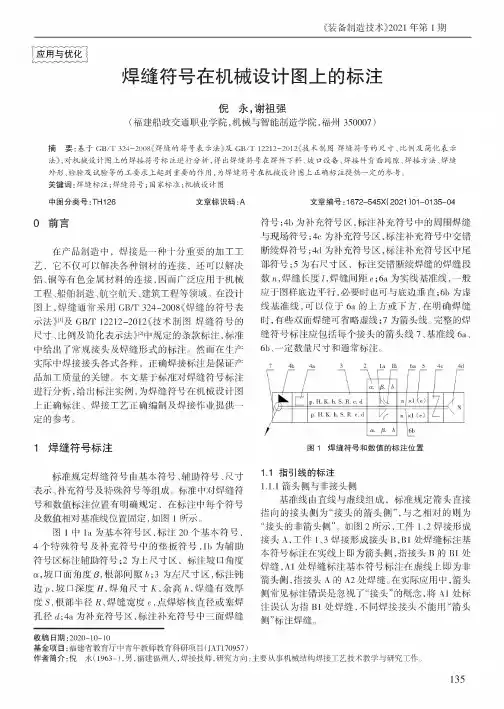
应用与优化焊缝符号在机械设计图上的标注倪永,谢祖强(福建船政交通职业学院,机械智能制造学院,福州350007)摘要:基于GB/T324-2008#焊缝的符号表示法》及GB/T12212-2012(技术制图焊缝符号的尺寸、比例及简化表示法》,对机械设计图上的焊接符号标注进行分析,得出焊缝符号在焊件下料、坡口设备、焊接件背面间隙7焊接方法7焊缝外形、检验及试验等的工要求上起到重要的作用,为焊缝符号在机械设计图上正确标注提供一定的参考。
关键词:焊缝标注;焊缝符号;国家标准;机械设计图中图分类号:TH126文章标识码:A文章编号:#672-545X(202#)01-0135-040前言在产品制造中,焊接是一种十分重要的加工工艺,它不仅可以解决各种钢材的连接,还可以解决铝、铜等有色金属材料的连接,因而广泛应用于机械工程、船舶制造、航空航天、建筑工程等领域。
在设计图上,焊缝通常采用GB/T324-2008(焊缝的符号表示法艸及GB/T12212-2012(技术制图焊缝符号的尺寸、比例及简化表示法沪中规定的条款,中常规接及焊缝的。
而在产中焊接接各式各样,焊接是证产品加工质量的关键。
本文于对焊缝符号分,例,焊缝符号在机械设计图上焊接工艺制及焊接一定的。
1焊缝符号标注规定焊缝符号本符号符号、尺寸表示符号及符号等。
中对焊缝符号有规定,在中符号及对定,图1示。
图1中1a本符号,20个基本符号, 4 符号及符号中的符号1b符号符号2上尺寸!"!; 3尺寸P H,焊尺寸K h,焊缝有S R,焊缝C焊焊4a符号符号中焊缝符号;4b符号符号中的焊缝符号;4c符号符号中焊符号;43符号符号中尾符号5尺寸焊缝的焊缝*,焊缝I,焊缝e;6a—般应于图要可6b可以于6a的上在焊缝有焊缝可7的焊缝符号应接的7、6a、6b、一定量尺寸和通常。
74b4a321a1b6a54c4d图1焊缝符号和数值的标注位置1.1指引线的标注1.1.1箭头侧非接侧规定接指向的接侧为“接的侧”,与之对的则为“接的非侧”图2示,工件1、2焊接接A,工件1、3焊接接B,B1处焊缝基本符号在上即侧,指接B的B1处焊缝,A1处焊缝本符号在上即非侧指接A的A2处焊缝在应用中侧常见误是忽视了“接”的概念,将A1处标误认指B1处焊缝,不同焊接接头不能用侧”焊缝收稿日期:2020-10-10基金项目:福建教育厅中青年教师教育科研项目(JAT170957)作者简介:倪永(1963-),男,福建福州人,焊接技师,研究方向:主要从事机械结构焊接工艺技术教学与研究工作。
IMM国际煤机集团郑州四维设计研究院内部培训2009年12月16日焊缝符号的表示方法一、焊缝符号1.基本符号-是用来表示焊缝横截面形状的符号(如角焊缝、坡口焊等)2.辅助符号-是用来表示焊缝表面形状特征的符号(如坡口焊符号上加一水平线表示焊平等)3.补充符号-是用来补充说明焊缝的某些特征的符号(三面焊符号、周围焊符号等)1.常用的基本符号(见表一)1.1角焊缝1.1.1基本符号1.1.2焊缝型式1.1.3标注方法1.2 V形焊缝(双边坡口焊)1.2.1基本符号1.1.2焊缝型式1.1.3标注方法1.3单边V形焊缝(单边坡口焊)1.3.1基本符号1.3.2焊缝型式1.3.3标注方法按照设液压支架设计规范11.1.17,“外露焊缝尽量不留缺口”的原则如:顶梁中的横筋和主筋一样高时筋板就要倒角(能用标准板时用B2或B3)1.4带钝边J形焊缝1.3.1基本符号1.3.2焊缝型式1.3.3标注方法1.5塞焊缝或槽焊缝1.5.1基本符号1.5.2焊缝型式1.5.3标注方法表一:常用的基本符号2.辅助符号-是用来表示焊缝表面形状特征的符号(见表二)平面符号、凹面符号、凸面符号表二:辅助符号3.补充符号――是用来补充说明焊缝的某些特征的符号(见表三)如周围焊,三面焊,现场焊等表三:补充符号二|、符号在图样上的位置1、基本要求完整的焊缝表示方法除了上述基本符号、辅助符号、补充符号外,还包括指引线,一些尺寸符号及数据。
指引线一般由带有箭头的指引线(简称箭头线)和两条基准线(一条为实线,一条为虚线)两部分组成。
(见图1)。
图1:指引线2箭头线和接头的关系(见图2)2.1接头的箭头侧2.2接头的非箭头侧3.箭头线的位置箭头线相对焊缝的位置一般没有特殊要求,但是在标注V、J形焊缝时,箭头线应指向带有坡口一侧的工件。
见图3(a)必要时,允许箭头线弯折一次见图3(b)。
4.基准线的位置(见图4)基准线的虚线可以画在基准线的实线下侧,也可以画在实线的上侧。
创作编号:BG7531400019813488897SX创作者:别如克*4 焊缝符号4.1 基本符号4.1.1 基本符号是表示焊缝横截面形状的符号,常用基本符号见表1。
表1 常用基本符号序号名称示意图符号1 角焊缝2 点焊缝3 Ⅰ形焊缝4 V 形焊缝5 单边V形焊缝6 带钝边V形焊缝表1(完)常用基本符号序号名称示意图符号7 缝焊缝8 塞焊缝或槽焊缝9 封底焊缝10 喇叭形焊缝11 单边喇叭形焊缝创作编号:BG7531400019813488897SX创作者:别如克*4.1.2 在焊接标注时,焊缝的基本符号必须标注。
4.1.3 对于需要开坡口的焊缝,当设计对坡口形状有特殊要求时,则应在技术图样中画出焊缝坡口的断面图,并明确各项要求;设计对坡口形状无特殊要求时,则技术图样中不做规定,应由工艺人员在工艺文件中予以明确。
4.2 辅助符号4.2.1 辅助符号是表示焊缝表面形状特征的符号,见表2。
表2 辅助符号序号名称示意图符号标注示例说明1 平面符号平面V形对接焊缝一般通过加工保证2 凹面符号凹面角焊缝3 凸面符号凸面V形对接焊缝4.2.2 对焊缝的表面无要求时,则不标注辅助符号。
4.3 补充符号4.3.1 补充符号是为了补充说明焊缝的某些特征而采用的符号,见表3。
4.3.2 当焊缝具有表3所列特征时,则必须标注相应的补充符号。
表3 补充符号序号名称示意图符号标注示例说明1 带垫板符号 V形对接焊缝,底面有垫板2 三面焊缝符号工件三面施角焊缝,焊接方法为手工电弧焊3 周围焊缝符号沿工件周围施角焊缝4 尾部符号(同上述三面焊缝符号)标注焊接方法及处数N等说明4.4 尺寸符号创作编号:BG7531400019813488897SX创作者:别如克*4.4.1 常用尺寸符号见表4,表中各尺寸符号,在图样中应标出具体数值。
表4 焊缝尺寸符号序号名称示意图符号标注示例说明1 焊脚尺寸K角焊缝焊脚尺寸为K2焊缝宽度焊缝厚度cSⅠ形焊缝焊缝宽为c焊缝厚为S3 熔核直径 d 塞焊缝熔核直径d点焊缝焊点直径d4 焊缝间距 e角焊缝焊脚尺寸为K4.4.2 确定焊缝位置的尺寸不在焊缝符号中给出,而是将其标注在图样上。
焊缝符号简介焊缝是指焊接过程中用来连接金属材料的部分,而焊缝符号则是用于标识和表示焊缝形状、尺寸和其他相关要求的图形符号。
焊缝符号在工程图纸上使用,它能够准确地传达焊缝的要求和规范,使得焊接过程更加标准化和简化。
本文将介绍焊缝符号的常见表示方式和意义,并分析其中的重要要素。
常见的焊缝符号直缝焊缝符号直缝焊缝符号通常表示两个金属材料的直接接合,常见的直缝焊缝符号有以下几种:•单边焊缝符号(不封尾)单边焊缝符号•单边焊缝符号(封尾)单边焊缝符号(封尾)•双边焊缝符号双边焊缝符号焊角符号焊角符号通常用于表示两个金属材料的角度关系,它是直接影响焊缝质量的重要因素之一。
常见的焊角符号有以下几种:•角度指示符号角度指示符号•背角符号背角符号•根角符号根角符号符号位置和方向焊缝符号在工程图纸中要准确标识其位置和方向,以确保焊接过程的正确性和一致性。
一般情况下,焊缝符号位于焊接结构的轮廓上,并且箭头用来指示焊缝的方向。
•符号位置示意图符号位置示意图•符号方向示意图符号方向示意图焊缝符号的重要要素焊缝形状焊缝形状是指焊接过程中焊缝的外形,它可以是直缝、搭接缝、角焊缝等。
焊缝形状的不同会影响焊接过程中的焊接工艺参数和焊接质量。
焊缝尺寸焊缝尺寸是指焊缝的尺寸要求,包括宽度、高度、深度等。
焊缝尺寸的大小需要根据具体焊接要求和工件的材料及结构来确定。
焊缝加工方式焊缝加工方式是指焊接过程中焊缝的加工方法,包括焊接方式(手工焊、自动化焊接等)、焊接材料(焊丝、焊条等)等。
焊缝标记焊缝标记是指对焊缝进行标识和编码,以方便焊接过程的管理和追踪。
常见的焊缝标记方式有序列号、表示位置的代码、符合国际规范的标识等。
总结焊缝符号在工程图纸中起到了标识和表示焊缝形状、尺寸和其他相关要求的重要作用。
通过正确使用焊缝符号,可以使得焊接过程更加标准化和简化,并提高焊接质量和效率。
熟悉焊缝符号的含义和使用方法是每个焊接工程师和技术人员具备的基本技能。
九常用焊缝符号及其标注方法1 总则1.1 焊接标注应明确地表示所要说明的焊缝,而且不使图样增加过多的注解。
1.2 焊缝符号一般由基本符号与指引线组成。
必要时还可以加上辅助符号、补充符号和尺寸符号等。
1.3 焊接符号包括所有用于焊接标注的符号、代号及数据;焊接标注包括焊接符号的标注及各种说明。
1.4 常用焊缝符号的采用及标注应按本标准及GB/T 324和GB/T 12212的相关规定执行。
1.5 在产品图样及设计文件中,一般不规定焊接方法(其技术条件中应注明焊接的技术要求),由工艺部门确定具体焊接工艺(包括焊接方法),必要时,产品图样及设计文件中也可给出焊接方法。
焊接方法的标注按GB/T 5185。
2 焊缝符号2.1 基本符号2.1.1 基本符号是表示焊缝横截面形状的符号,常用基本符号见表1。
表1 常用基本符号110表1(续)常用基本符号符号精品资料2.1.2 在焊接标注时,焊缝的基本符号必须标注。
2.1.3 对于需要开坡口的焊缝,当设计对坡口形状有特殊要求时,则应在技术图样中画出焊缝坡口的断面图,并明确各项要求;设计对坡口形状无特殊要求时,则技术图样中不做规定,应由工艺人员在工艺文件中予以明确。
2.2 辅助符号2.2.1 辅助符号是表示焊缝表面形状特征的符号,见表2。
表2 辅助符号说明2.2.2 对焊缝的表面无要求时,则不标注辅助符号。
2.3 补充符号2.3.1 补充符号是为了补充说明焊缝的某些特征而采用的符号,见表3。
2.3.2 当焊缝具有表3所列特征时,则必须标注相应的补充符号。
表3 补充符号示意图标注示例112精品资料(同上述三面焊缝符号)2.4 尺寸符号2.4.1 常用尺寸符号见表4,表中各尺寸符号,在图样中应标出具体数值。
表4 焊缝尺寸符号示意图符号标注示例KcSde1142.4.2 确定焊缝位置的尺寸不在焊缝符号中给出,而是将其标注在图样上。
2.4.3 塞焊缝、槽焊缝带有斜边时,应该标注孔底部的尺寸。
常用焊缝符号及其标注方法基本符号是表示焊缝横截面形状的符号,常用基本符号见表1。
表1 常用基本符号示意图符号序号名称1角焊缝2点焊缝3Ⅰ形焊缝4V形焊缝5单边V形焊缝6带钝边V形焊缝缝焊缝7表1(完)常用基本符号序号名称示意图符号8塞焊缝或槽焊缝9封底焊缝10喇叭形焊缝11单边喇叭形焊缝4.1.2 在焊接标注时,焊缝的基本符号必须标注。
4.1.3 对于需要开坡口的焊缝,当设计对坡口形状有特殊要求时,则应在技术图样中画出焊缝坡口的断面图,并明确各项要求;设计对坡口形状无特殊要求时,则技术图样中不做规定,应由工艺人员在工艺文件中予以明确。
4.2 辅助符号4.2.1 辅助符号是表示焊缝表面形状特征的符号,见表2。
表2 辅助符号序号名称示意图符号标注示例说明1平面符号平面V形对接焊缝一般通过加工保证2凹面符号凹面角焊缝3凸面符号凸面V形对接焊缝4.2.2 对焊缝的表面无要求时,则不标注辅助符号。
4.3 补充符号4.3.1 补充符号是为了补充说明焊缝的某些特征而采用的符号,见表3。
4.3.2 当焊缝具有表3所列特征时,则必须标注相应的补充符号。
表3 补充符号序号名称示意图符号标注示例说明1带垫板符号 V形对接焊缝,底面有垫板2三面焊缝符号工件三面施角焊缝,焊接方法为手工电弧焊3周围焊缝符号沿工件周围施角焊缝4尾部符号(同上述三面焊缝符号)标注焊接方法及处数N等说明4.4 尺寸符号4.4.1 常用尺寸符号见表4,表中各尺寸符号,在图样中应标出具体数值。
表4 焊缝尺寸符号序号名称示意图符号标注示例说明1焊脚尺寸K 角焊缝焊脚尺寸为K2焊缝宽度焊缝厚度cSⅠ形焊缝焊缝宽为c焊缝厚为S4.4.2 确定焊缝位置的尺寸不在焊缝符号中给出,而是将其标注在图样上。
4.4.3塞焊缝、槽焊缝带有斜边时,应该标注孔底部的尺寸。
5 焊接符号在图样上的表示及其标注完整的焊接标注除了上述基本符号、辅助符号、补充符号、尺寸符号及数据以外,还包括指引线及必要的说明。