焊缝符号表示法详解
- 格式:doc
- 大小:1.46 MB
- 文档页数:37
IMM国际煤机集团郑州四维设计研究院内部培训2009年12月16日焊缝符号的表示方法一、焊缝符号1.基本符号-是用来表示焊缝横截面形状的符号(如角焊缝、坡口焊等)2.辅助符号-是用来表示焊缝表面形状特征的符号(如坡口焊符号上加一水平线表示焊平等)3.补充符号-是用来补充说明焊缝的某些特征的符号(三面焊符号、周围焊符号等)1.常用的基本符号(见表一)1.1角焊缝1.1.1基本符号1.1.2焊缝型式1.1.3标注方法1.2 V形焊缝(双边坡口焊)1.2.1基本符号1.1.2焊缝型式1.1.3标注方法1.3单边V形焊缝(单边坡口焊)1.3.1基本符号1.3.2焊缝型式1.3.3标注方法按照设液压支架设计规范11.1.17,“外露焊缝尽量不留缺口”的原则如:顶梁中的横筋和主筋一样高时筋板就要倒角(能用标准板时用B2或B3)1.4带钝边J形焊缝1.3.1基本符号1.3.2焊缝型式1.3.3标注方法1.5塞焊缝或槽焊缝1.5.1基本符号1.5.2焊缝型式1.5.3标注方法表一:常用的基本符号2.辅助符号-是用来表示焊缝表面形状特征的符号(见表二)平面符号、凹面符号、凸面符号表二:辅助符号3.补充符号――是用来补充说明焊缝的某些特征的符号(见表三)如周围焊,三面焊,现场焊等表三:补充符号二|、符号在图样上的位置1、基本要求完整的焊缝表示方法除了上述基本符号、辅助符号、补充符号外,还包括指引线,一些尺寸符号及数据。
指引线一般由带有箭头的指引线(简称箭头线)和两条基准线(一条为实线,一条为虚线)两部分组成。
(见图1)。
图1:指引线2箭头线和接头的关系(见图2)2.1接头的箭头侧2.2接头的非箭头侧3.箭头线的位置箭头线相对焊缝的位置一般没有特殊要求,但是在标注V、J形焊缝时,箭头线应指向带有坡口一侧的工件。
见图3(a)必要时,允许箭头线弯折一次见图3(b)。
4.基准线的位置(见图4)基准线的虚线可以画在基准线的实线下侧,也可以画在实线的上侧。
最常用焊缝符号表示方法焊缝符号表示法是一种用于表示焊接接头的标准方法。
这些符号包括基本符号、辅助符号、补充符号和尺寸符号。
以下是一些最常用的焊缝符号及其表示方法:1.基本符号:基本符号是代表焊缝横截面形状的符号。
常用基本符号包括角焊缝(100)、点焊(110)、一类焊缝(101)、v形焊缝(102)、单面v形焊缝(103)、带钝边的v形焊缝(104)。
在图纸中标注焊缝基本符号时,应标明焊缝的类型及位置。
2.辅助符号:辅助符号是代表焊缝表面形状特征的符号。
常用辅助符号包括平面符号(200)、凹面符号(201)、凸符号(202)、带衬垫符号底面带有垫板的v形对接焊缝(203)等。
这些符号通常用于表示焊缝的表面形状特征,以帮助焊接工人更好地了解焊接要求。
3.补充符号:补充符号用于补充和解释焊缝的一些特征。
常用补充符号包括带衬垫符号底面带有垫板的v形对接焊缝(300)、三面焊接符号角焊缝应在工件的三面进行,焊接方法应为手工电弧焊(301)、焊接符号周围在工件周围应用角焊缝(302)等。
这些符号通常用于表示焊缝的一些特殊要求,如坡口形状、焊接方法等。
4.尺寸符号:尺寸符号是用于表示焊接尺寸的符号。
常用尺寸符号包括焊接尺寸K角焊缝焊脚尺寸为k(400)、焊缝宽度实际喉部cS一类焊缝焊缝宽度为c焊缝厚度为s(401)、内径d塞焊焊缝芯径d点焊焊点直径d(402)等。
这些符号通常用于标注焊接接头的大小和形状,以帮助焊接工人更好地了解焊接要求。
在实际应用中,这些焊缝符号通常会标注在焊接图纸上,以帮助焊接工人更好地了解焊接要求和操作方法。
同时,这些焊缝符号也可以用于焊接过程中的质量控制和检验,以确保焊接质量和安全性。
此外,在进行焊接操作时,需要根据焊接方法代号进行标注。
常用的焊接方法代号包括手工电弧焊(111)、气体保护电弧焊(121)、埋弧焊(131)、钨极氢弧焊(141)等。
在进行组合焊接时,可以使用“/”将不同焊接方法的代号分开,如V形坡口对接焊缝可以先采用钨极氢弧焊打底,后用手工电弧焊盖面,标注为141/111。
焊缝符号表示方法焊接是一种常见的金属加工方法,它通过加热金属至熔点,然后使其冷却形成一体的工艺。
在焊接过程中,焊缝符号是非常重要的,它能够清晰地表示焊接部位和焊接方法,为焊接工作提供了重要的参考依据。
下面我们将介绍焊缝符号的表示方法。
1. 直角焊缝符号。
直角焊缝符号是最常见的一种,它表示了两个金属零件的直角焊接。
在图纸上,直角焊缝符号通常是一个L形的符号,其中一条线代表一侧的焊缝,另一条线代表另一侧的焊缝。
这种符号简单明了,便于工人理解和操作。
2. 对接焊缝符号。
对接焊缝符号用于表示两个金属零件的对接焊接。
在图纸上,对接焊缝符号通常是两条平行线,代表两个金属零件的对接部位。
通过对接焊缝符号,工人可以清晰地了解焊接的位置和方式,确保焊接质量。
3. 角焊缝符号。
角焊缝符号用于表示两个金属零件的角焊接。
在图纸上,角焊缝符号通常是一个带有角度标识的符号,以及焊缝的具体位置。
这种符号能够准确地指导工人进行角焊接,确保焊接质量和工艺要求。
4. 焊缝尺寸表示。
除了表示焊接位置和方式,焊缝符号还需要标注焊缝的尺寸。
这包括焊缝的宽度、深度和长度等信息。
在图纸上,焊缝尺寸通常用数字和符号表示,工人需要根据这些信息进行具体的焊接操作。
5. 焊缝形状表示。
焊缝形状对焊接质量和外观有着重要影响,因此在焊缝符号中也需要标注焊缝的形状。
常见的焊缝形状包括平焊、搭接焊、角焊、对接焊等,它们分别对应不同的焊接工艺和要求。
总结,焊缝符号是焊接图纸中非常重要的一部分,它能够清晰地表示焊接位置、方式、尺寸和形状,为焊接工作提供了重要的参考依据。
在实际工作中,工人需要准确理解和操作焊缝符号,确保焊接质量和工艺要求。
希望本文介绍的焊缝符号表示方法能够对大家有所帮助。

常用焊缝符及其标注方法全焊缝符号是指对焊接过程中产生的焊缝进行标记和表示的一种方法,常用的焊缝符号主要有直缝、搭接缝、角焊缝、对焊缝和环焊缝等。
下面将对常用焊缝符号及其标注方法进行详细介绍。
1.直缝焊缝符号:直缝焊缝符号表示两个零件通过直缝焊接的连接方式。
标注时通常使用一条直线表示焊缝,并在焊缝上方加上符号"W"表示焊接方法,下方加上符号"XX"表示焊缝尺寸。
例如,一个直缝焊缝符号为直线上方加"W",下方加"6",表示使用焊接方法W,焊缝尺寸为6mm。
2.搭接焊缝符号:搭接焊缝符号表示通过将两个零件搭接在一起,然后进行焊接的连接方式。
标注时使用一条横线表示焊缝,而且焊缝上方和下方都需要进行标注。
上方标注加上符号"W"表示焊接方法,下方标注加上符号"XY"表示焊缝尺寸。
例如,一个搭接焊缝符号为横线上方加"W",下方加"8X10",表示使用焊接方法W,焊缝尺寸为8mm(横向)和10mm(纵向)。
3.角焊缝符号:角焊缝符号表示通过将两个零件以角度焊接在一起的连接方式。
标注时使用一个三角形表示焊缝,并在三角形上方加上符号"W"表示焊接方法,下方加上符号"ZZ"表示焊缝尺寸。
例如,一个角焊缝符号为三角形上方加"W",下方加"8",表示使用焊接方法W,焊缝尺寸为8mm。
4.对焊缝符号:对焊缝符号表示通过将两个零件对接在一起进行焊接的连接方式。
标注时使用两条平行线表示焊缝,并在焊缝上方加上符号"W"表示焊接方法,下方加上符号"AB"表示焊缝尺寸。
例如,一个对焊缝符号为两条平行线上方加"W",下方加"4X6",表示使用焊接方法W,焊缝尺寸为4mm(横向)和6mm(纵向)。
常用焊缝符号及其标注方法1. 引言焊接是一种常见的金属连接方法,通过熔化金属材料并使其冷却后形成连接。
在焊接中,焊缝符号的使用非常重要,用于标注不同类型的焊接缝以及其具体特征。
本文将介绍常用的焊缝符号及其标注方法,以帮助读者正确理解和应用焊缝符号。
2. 焊缝符号的根本元素焊缝符号主要由直线、箭头和特定的图形组成。
下面是一些常见的焊缝符号元素的介绍:2.1 直线直线用于表示焊缝的位置和形状。
直线可以是水平的、垂直的或者倾斜的,具体取决于焊缝的方向。
直线的长度和粗细可以根据实际需要进行调整。
2.2 箭头箭头用于表示焊接的方法和技术要求。
箭头的形状可以有多种,用以表示不同的焊接方法,例如直线箭头表示单面焊,双线箭头表示双面焊,焊缝中间有符号表示局部焊等。
2.3 图形图形用于表示焊缝的具体形状和特征。
常见的图形包括圆形、V形、U形等,用以表示不同形状的焊缝。
图形的大小和比例可以根据实际需要进行调整。
3. 常见的焊缝符号及其标注方法下面是几种常见的焊缝符号及其标注方法的介绍:3.1 焊角符号焊角符号用于表示焊缝的角度。
常见的焊角符号包括直角符号和斜角符号。
直角符号用直线和直角符号表示,斜角符号用斜线和直角符号表示。
焊角符号一般位于焊缝的一侧,用于标注焊缝的角度大小。
3.2 焊缝长度符号焊缝长度符号用于表示焊缝的长度。
焊缝长度符号一般位于焊缝两端,用于标注焊缝的长度。
长度可以用具体数值表示,也可以用符号表示。
3.3 焊缝形状符号焊缝形状符号用于表示焊缝的形状。
常见的焊缝形状符号包括V形符号、U形符号等。
焊缝形状符号一般位于焊缝的一侧,用于标注焊缝的形状。
3.4 焊缝类型符号焊缝类型符号用于表示不同类型的焊缝。
常见的焊缝类型符号包括直角焊缝符号、T形焊缝符号等。
焊缝类型符号一般位于焊缝的一侧,用于标注焊缝的类型。
4. 焊缝符号的标注方法在使用焊缝符号进行标注时,应遵循以下一些根本原那么:4.1 符号位置焊缝符号应放置在焊缝的一侧,并且与焊缝相连。
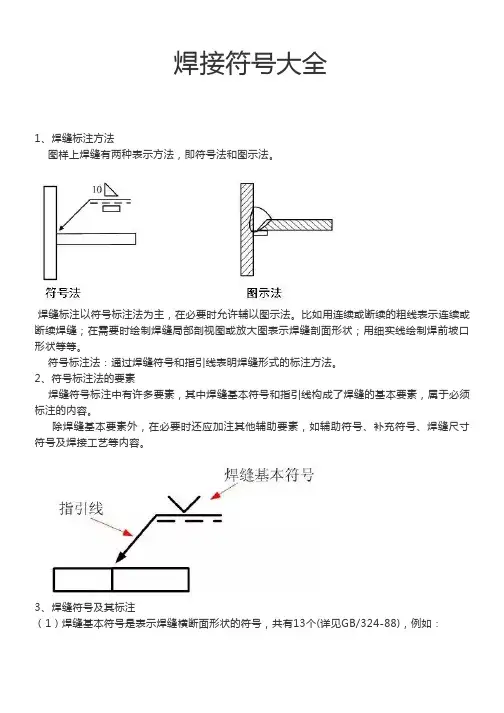
焊接符号大全1、焊缝标注方法图样上焊缝有两种表示方法,即符号法和图示法。
焊缝标注以符号标注法为主,在必要时允许辅以图示法。
比如用连续或断续的粗线表示连续或断续焊缝;在需要时绘制焊缝局部剖视图或放大图表示焊缝剖面形状;用细实线绘制焊前坡口形状等等。
符号标注法:通过焊缝符号和指引线表明焊缝形式的标注方法。
2、符号标注法的要素焊缝符号标注中有许多要素,其中焊缝基本符号和指引线构成了焊缝的基本要素,属于必须标注的内容。
除焊缝基本要素外,在必要时还应加注其他辅助要素,如辅助符号、补充符号、焊缝尺寸符号及焊接工艺等内容。
3、焊缝符号及其标注(1)焊缝基本符号是表示焊缝横断面形状的符号,共有13个(详见GB/324-88),例如:(2)辅助符号是表示焊缝表面形状特征的符号。
不需要确切地说明焊缝的表面形状时可以不加注辅助符号。
辅助符号配置在基本符号固定位置。
辅助符号有3个。
(3)补充符号是为了补充说明焊缝的某些特征而采用的符号,一共有5个。
(4)特殊符号是为了满足某些特殊情况而规定的焊缝符号,共有4个。
4、指引线及其标注指引线由箭头线和基准线组成。
(1)箭头线:箭头可指向接头侧和非接头侧;箭头线相对焊缝的位置一般没有特殊要求; 允许箭头线弯折一次。
(2)基准线基准线含有实线基准线和虚线基准线。
虚线基准线可画在实线基准线的上方或下方;焊缝符号标注在实线基准线上说明焊缝在箭头侧,标注在虚线基准线上说明焊缝在非箭头侧;标注双面或对称焊缝时可不加虚线。
5、焊缝尺寸符号及其标注(1)焊缝标注有必要时可附带有焊缝尺寸符号及数据。
焊缝尺寸符号共有16个(详见GB/324-88),例如:(2)焊缝尺寸符号及数据的标注原则(如图):焊缝横截面上的尺寸标注在基本符号的左侧;长度方向的尺寸标在右侧;坡口角度、坡口面角度、根部间隙等尺寸标在基本符号的上侧或下侧。
相同焊缝数量的符号标在尾部。
在基本符号的右侧无任何标注且又无其他说明时,意味着焊缝在工件的整个长度上是连续的; 在基本符号的左侧无任何标注且又无其他说明时,表示对接焊缝要完全焊透。

常用焊缝符号及其标注方法基本符号是表示焊缝横截面形状的符号,常用基本符号见表1;表1 常用基本符号序号名称示意图符号1 角焊缝2 点焊缝3 Ⅰ形焊缝4 V形焊缝5 单边V形焊缝6 带钝边V形焊缝7 缝焊缝表1完常用基本符号序号名称示意图符号8 塞焊缝或槽焊缝9 封底焊缝10 喇叭形焊缝11 单边喇叭形焊缝在焊接标注时,焊缝的基本符号必须标注;对于需要开坡口的焊缝,当设计对坡口形状有特殊要求时,则应在技术图样中画出焊缝坡口的断面图,并明确各项要求;设计对坡口形状无特殊要求时,则技术图样中不做规定,应由工艺人员在工艺文件中予以明确;辅助符号辅助符号是表示焊缝表面形状特征的符号,见表2;表2 辅助符号序号名称示意图符号标注示例说明1 平面符号平面V形对接焊缝一般通过加工保证2 凹面符号凹面角焊缝3 凸面符号凸面V形对接焊缝对焊缝的表面无要求时,则不标注辅助符号;补充符号补充符号是为了补充说明焊缝的某些特征而采用的符号,见表3;当焊缝具有表3所列特征时,则必须标注相应的补充符号;表3 补充符号序号名称示意图符号标注示例说明1 带垫板符号 V形对接焊缝,底面有垫板2 三面焊缝符号工件三面施角焊缝,焊接方法为手工电弧焊3 周围焊缝符号沿工件周围施角焊缝4 尾部符号同上述三面焊缝符号标注焊接方法及处数N等说明尺寸符号常用尺寸符号见表4,表中各尺寸符号,在图样中应标出具体数值;表4 焊缝尺寸符号序号名称示意图符号标注示例说明1 焊脚尺寸K角焊缝焊脚尺寸为K2焊缝宽度焊缝厚度cSⅠ形焊缝焊缝宽为c焊缝厚为S3 熔核直径 d 塞焊缝熔核直径d点焊缝焊点直径d4 焊缝间距 e角焊缝焊脚尺寸为K焊缝长度为l焊缝间距为e焊缝段点数n5 焊缝长度l6 焊缝段点数n7 相同焊缝处数 d 角焊缝焊脚尺寸为K 相同焊缝处数为N确定焊缝位置的尺寸不在焊缝符号中给出,而是将其标注在图样上;4.4.3塞焊缝、槽焊缝带有斜边时,应该标注孔底部的尺寸;5 焊接符号在图样上的表示及其标注完整的焊接标注除了上述基本符号、辅助符号、补充符号、尺寸符号及数据以外,还包括指引线及必要的说明;指引线指引线一般由带有箭头的指引线箭头线和两条基准线一条为细实线,另一条为虚线组成,两条基准线间隔为2bb为视图轮廓线宽度,见图1;基准线一般应与图样的底边相平行,但在特殊条件下亦可与底边相垂直;细实线基准线虚线基准线可省略箭头线细实线图1 指引线箭头线和焊缝的关系a 焊缝在箭头侧:如图2a所示,即箭头线指在焊缝上;b 焊缝在非箭头侧:如图2b所示,即箭头线指在焊缝的背面;图2 带单角焊缝的T型接头5.1.2箭头线的位置a 箭头线相对焊缝的位置一般无特殊要求,但是在标注形焊缝时,箭头线应指向带有坡口一侧的工件,见图3;b 必要时,允许箭头线弯折一次,见图4;a b图3 箭头线的位置图4 弯折的箭头焊缝在图样上的表示除点焊缝、缝焊缝、塞焊缝和槽焊缝以外的各种焊缝,在图样上表示时,应符合下述规定:a 可见焊缝纵向可用2b~等粗的实线表示可使用区别于黑色的颜色见图5a;b 不可见焊缝纵向可用2b~等粗的粗虚线表示,见图5b;c 焊缝的横截面应按焊缝实际截面形状绘制并涂黑,见图5c;必要时,可用细实线画出焊接前的坡口形状等,见图5d;a b c d图5 焊缝图示法点焊缝、缝焊缝、塞焊缝和槽焊缝,在其径向位置应用粗实线的“+”表示,在其长度方向位置应用细点划线表示,见附录B提示的附录表B1序号15示例;如果焊缝在一个视图上已表达清楚,允许在其它视图上省略;基本符号在基准线上的表示常用基本符号的画法及比例,见表5;表5 常用基本符号的画法及比例名称符号名称 符号角焊缝 缝焊缝点焊缝 塞焊缝Ⅰ形焊缝 封底焊缝单边V 形焊缝 V 形焊缝45°喇叭形焊缝钝边V 形焊缝 单边喇叭形焊缝注:1 表中尺寸b 为视图轮廓线的宽度,一般为,下同;2 辅助符号和补充符号的大小尺寸,可参照本表和GB/T 12212执行;3 各种焊缝符号的画法及比例一般不随技术图样的绘图比例变化而变化;基本符号在基准线上的表示a 如果焊缝在箭头侧,则将基本符号标在基准线的细实线侧,见图6a ;b ) 如果焊缝在接头的非箭头侧即不可见焊缝,则将基本符号标在基准线的虚线侧,见图6b ;c ) 标对称焊缝及双面焊缝时,可省略虚线基准线,见图6c;焊缝标注原则当在图样上已采用图示法绘出焊缝时,应同时标注焊缝符号,见图6;各种符号相对于基准线的位置见图7;图7 符号相对于基准线的位置尾部符号标于箭头线的尾部,并且以90°开口对称于基准线;基准线上所标注各种焊缝符号的位置和方向不随箭头线方向的变化而变化;尾部符号处标注的内容也不随尾部方向的变化而改变上下左右的书写顺序;当基本符号辅助符号、补充符号标注在基准线下方时,其方向应与标注在基准线上方时相对称;5.4.6双面符号只能标注基础件一侧的焊接,在基础件两侧的焊接不能用双面符号,见图8;基础件正确图8 双面符号的标注焊接标注的焊缝符号按的规定,其数字和字符与图样中的相应数字和字符的型式、字体宽度和字体高度相一致;在CAD绘图中,属软件锁定的焊接符号与字符大小允许存在;当需要标注的尺寸数据较多又不易分辨时,应在数据前面增加相应的尺寸符号;焊缝符号的标注尽可能简化;在基本符号的右侧无任何标注且又无其他说明时,意味着焊缝在工件的整个长度上是连续的;在基本符号的左侧无任何标注且又无其他说明时,表示对接焊缝要完全焊透;当对焊缝段点数无严格要求时,允许省略;在不致引起误解的情况下可省略虚线基准线及“N”的括号;在焊缝符号中标注交错对称焊缝的尺寸时,允许在基准线上只标注一次,见附录B表B1序号6示例;当同一图样中全部焊缝相同且已用图示法明确表示其位置时,可统一在技术要求中用符号表示或用文字说明,如“全部焊缝为5 ”;当部分焊缝相同时,也可采用同样的方法表示,但剩余焊缝应在图样中明确标注;焊缝段点的特殊分布要求如:左右对称,焊点均布,可在尾部符号处用文字简明注出;必要时,可给出焊条或焊丝的牌号并标注在基准线的上方或下方、与基本符号相反的一侧,见附录B表B1序号23示例;在同一图样中,当若干条焊缝的坡口尺寸和焊缝符号均相同时,可采用在焊缝符号的尾部加注相同焊缝数量的方法简化标注,其他形式的焊缝,仍需分别标注,见附录B表B1序号24示例;附录A规范性附录常用焊接方法代号焊接方法代号按GB/T 5185,常用焊接方法及其代号见表A1;表A1 常用焊接方法及其代号附录B资料性附录标注示例常用焊接标注示例见表B1;表B1 焊接标注示例序号焊接标注示例说明111为无气体保护的电弧焊;焊缝截面形状为Ⅰ形;焊缝填满,整个工件长度连续施焊,外表面凸起,内表面为圆面;2111为手工电弧焊、角焊缝;沿工件圆周施焊,焊脚尺寸为2;注:虚线基准线可以省略;3角焊缝,三面有焊缝,共12处;111为手工电弧焊,整个工件接触长度连续施焊;注:焊脚尺寸未做要求;4上:角焊缝,焊脚尺寸为2,共2处,沿工件接触长度共5段连续施焊;下:角焊缝,焊脚尺寸为2,共2处,沿工件长度共1段连续施焊;表B1续焊接标注示例序号焊接标注示例说明5上:焊缝截面形状为单边喇叭形,焊脚尺寸为8,整个工件长度连续施焊;下:角焊缝,焊脚尺寸为3,三面有焊缝,整个工件长度连续施焊;6 5 35×50 30 双面角焊缝,对称交错,焊脚尺寸为5,焊缝段数为35,焊缝长度为50,焊缝间隔为30;7135为CO2气体保护焊MAG焊;焊缝截面形状为单边喇叭形,焊缝对称,焊脚尺寸为10,整个工件长度连续施焊,外表面为平面;8135为CO2气体保护焊MAG焊;焊缝截面形状为V形,焊缝厚度为3,外表面为凸形,沿工件圆周施焊;9111为手工电弧焊,焊缝截面形状为V形,整个工件长度连续施焊;注:焊缝在非箭头侧表B1续焊接标注示例10焊缝截面形状为圆柱形塞焊,塞焊直径为5,沿Фd圆周均布4个;1121为电阻点焊,焊点中心在两工件的接触面上,焊点直径为6,每排12个焊点,共4排左右各两排,左右对称沿汽车前进方向,焊点均布;12点焊缝,焊点中心偏离两工件接触面位置基本符号位置与偏离方向一致;点焊直径为5,共8点,点距、行距均为35;注:点焊缝符号已明确焊接方法,可不标注焊接方法代号;1321为电阻点焊在不至于引起误解时,可省略尾部标注;焊点中心在两工件的接触面上;焊点直径为5,共4点,沿Фd圆周均布;表B1续焊接标注示例14点焊缝,焊点直径为8,共5点,点距40、行距20;注:点距、行距尺寸,在图中若标注明确就不必在焊接标注中给出;15电阻点焊,焊点直径6,每处2个焊点,共3处;16缝焊缝,221为搭接缝焊即滚焊,焊缝中心在搭接接触面上,焊缝宽为6,在整个工件长度上连续施焊;17缝焊缝,焊缝中心向搭接面外偏离,焊缝宽为6,在整个工件长度上连续施焊;注:虚线基准线可以省略;1823为凸焊,焊缝横截面形状为Ⅰ形,对称焊缝,沿圆周施焊、焊透,共2处;表B1完焊接标注示例序号焊接标注示例说明1924为闪光对焊 ,焊缝截面形状为Ⅰ形,对称焊缝,外表面为圆柱面,共2处;2042为摩擦缝,焊缝截面形状为Ⅰ形,对称焊缝,外表面为圆柱面;21781为螺柱电弧焊,焊缝截面形状为直角三角形,焊脚尺寸为4,表面为凹形,沿工件圆周施焊;22782为螺柱电阻焊,焊缝截面形状为Ⅰ形;23角焊缝,焊脚尺寸为2,沿工件圆周施焊;钎焊方法由工艺决定;注:基准线下方标注是焊料牌号;24左:角焊缝,焊脚尺寸为5,焊缝长250,共4处;注:虚线基准线可以省略;右:单边V形焊缝,两面对称,焊缝厚度为5,焊缝长250;。
焊缝符号简介焊缝是指焊接过程中用来连接金属材料的部分,而焊缝符号则是用于标识和表示焊缝形状、尺寸和其他相关要求的图形符号。
焊缝符号在工程图纸上使用,它能够准确地传达焊缝的要求和规范,使得焊接过程更加标准化和简化。
本文将介绍焊缝符号的常见表示方式和意义,并分析其中的重要要素。
常见的焊缝符号直缝焊缝符号直缝焊缝符号通常表示两个金属材料的直接接合,常见的直缝焊缝符号有以下几种:•单边焊缝符号(不封尾)单边焊缝符号•单边焊缝符号(封尾)单边焊缝符号(封尾)•双边焊缝符号双边焊缝符号焊角符号焊角符号通常用于表示两个金属材料的角度关系,它是直接影响焊缝质量的重要因素之一。
常见的焊角符号有以下几种:•角度指示符号角度指示符号•背角符号背角符号•根角符号根角符号符号位置和方向焊缝符号在工程图纸中要准确标识其位置和方向,以确保焊接过程的正确性和一致性。
一般情况下,焊缝符号位于焊接结构的轮廓上,并且箭头用来指示焊缝的方向。
•符号位置示意图符号位置示意图•符号方向示意图符号方向示意图焊缝符号的重要要素焊缝形状焊缝形状是指焊接过程中焊缝的外形,它可以是直缝、搭接缝、角焊缝等。
焊缝形状的不同会影响焊接过程中的焊接工艺参数和焊接质量。
焊缝尺寸焊缝尺寸是指焊缝的尺寸要求,包括宽度、高度、深度等。
焊缝尺寸的大小需要根据具体焊接要求和工件的材料及结构来确定。
焊缝加工方式焊缝加工方式是指焊接过程中焊缝的加工方法,包括焊接方式(手工焊、自动化焊接等)、焊接材料(焊丝、焊条等)等。
焊缝标记焊缝标记是指对焊缝进行标识和编码,以方便焊接过程的管理和追踪。
常见的焊缝标记方式有序列号、表示位置的代码、符合国际规范的标识等。
总结焊缝符号在工程图纸中起到了标识和表示焊缝形状、尺寸和其他相关要求的重要作用。
通过正确使用焊缝符号,可以使得焊接过程更加标准化和简化,并提高焊接质量和效率。
熟悉焊缝符号的含义和使用方法是每个焊接工程师和技术人员具备的基本技能。