脱丁烷塔改造及运行分析
- 格式:doc
- 大小:27.50 KB
- 文档页数:4
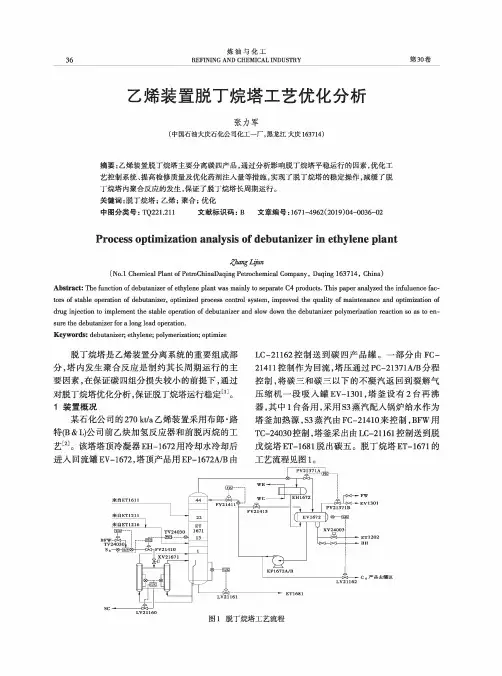
炼油与化工REFINING AND CHEMICAL INDUSTRY第30卷36乙烯装置脱丁烷塔工艺优化分析张力军(中国石油大庆石化公司化工一厂,黑龙江大庆163714)摘要:乙烯装置脱丁烷塔主要分离碳四产品,通过分析影响脱丁烷塔平稳运行的因素,优化工艺控制系统、提高检修质量及优化药剂注入量等措施,实现了脱丁烷塔的稳定操作,减缓了脱丁烷塔内聚合反应的发生,保证了脱丁烷塔长周期运行。
关键词:脱丁烷塔;乙烯;聚合;优化中图分类号:TQ221.211文献标识码:B文章编号:1671-4962(2019)04-0036-02Process optimization analysis of debutanizer in ethylene plant(No.l Chemical Plant of PetroChinaDaqing Petrochemical Company,Daqing163714,China)Abstract:The function of debutanizer of ethylene plant was mainly to separate C4products.This paper analyzed the infuluence factors of stable operation of debutanizer,optimized process control system,improved the quality of maintenance and optimization of drug injection to implement the stable operation of debutanizer and slow down the debutanizer polymerization reaction so as to ensure the debutanizer for a long lead operation.Keywords:debutanizer;ethylene;polymerization;optimize脱丁烷塔是乙烯装置分离系统的重要组成部分,塔内发生聚合反应是制约其长周期运行的主要因素,在保证碳四组分损失较小的前提下,通过对脱丁烷塔优化分析,保证脱丁烷塔运行稳定⑴O 1装置概况某石化公司的270kt/a乙烯装置采用布郎•路特(B&L)公司前乙烘加氢反应器和前脱丙烷的工艺⑵。
脱丁烷塔改造及运行分析摘要:详细介绍了首套煤制烯烃项目脱丁烷塔运行原理及改造背景,结合上游原料关键组分含量和下游MTBE产品中重组分含量分析改造的必要性及设计需求,并对改造后的脱丁烷塔进行工艺参数优化,达到降低混合C4损失、满足碳四装置原料需求的目的。
关键词:脱丁烷塔改造混合C4损失重组分一、项目介绍神华包头煤制烯烃项目烯烃分离装置采用的是美国Lummus公司的前脱丙烷后加氢、丙烷洗工艺技术,将来自甲醇制烯烃装置的产品气通过三级压缩、酸性气体脱除、洗涤和干燥后,在高、低压脱丙烷塔进行初次分离。
高压脱丙烷塔顶物流经产品气四段压缩后送至脱甲烷塔,其塔顶产品主要是甲烷,经冷箱换热后得到燃料气。
高压脱丙烷塔底物流送至脱丁烷塔,得到C5以上产品和混合C4产品。
脱甲烷塔底物流送至脱乙烷塔进行C2和C3分离,塔顶C2进入乙烯精馏塔塔,塔顶产品即为聚合级乙烯产品。
塔底C3进入丙烯精馏塔,塔顶馏分便是聚合级丙烯。
聚合级的乙烯和丙烯产品分别送入聚乙烯装置和聚丙烯装置作原料,混合C4送至C4装置作为深加工原料。
同时,随着原油价格上涨、能源消费结构的变化、加工技术的进步,混合碳四作为石油化工基础原料用于生产具有高附加值的精细化工产品和合成橡胶等技术已成为石油化工研究和投资热点[1]。
因此,为了有效降低脱丁烷塔釜物料中的碳四损失,增加混合碳四产量,同时保证混合碳四质量满足下游装置原料需求,我公司经分析决定对脱丁烷塔进行改造。
二、脱丁烷塔改造1.脱丁烷塔运行原理脱丁烷塔为板式塔,塔内安装有47块塔盘,塔径1100mm,塔高为29000mm,进料口在28块塔盘上,塔顶设有热旁路调节塔压,塔釜设有蒸汽再沸器。
脱丁烷塔(160T605)从C5’s及更重的组分中分离出C4,s组分。
脱丁烷塔的进料来自低压脱丙烷塔(160T502)塔釜。
从界区外来的混合C4’s物流作为回流的补充。
脱丁烷塔顶采出C4产品送往烯烃罐区,作为碳四装置原料储备。
改造脱丁烷塔以平稳塔压陈丽;栾国颜;孙纯国【摘要】对某厂的乙烯装置中脱丁烷塔进行分析之后,采用热旁路技术对原工艺进行改造研究,利用proII软件进行模拟计算,最终确定可以通过增加热旁路的方法解决原塔塔顶压力操作不稳定的问题.%Through analyzing ethylene plant debutanizer, transforming thermal bypass technology of the original process, simulating and calculating computation used ProlI software, the problem of original tower top pressure unstable operation is solved by increasing thermal bypass method【期刊名称】《吉林化工学院学报》【年(卷),期】2012(029)009【总页数】3页(P22-24)【关键词】脱丁烷塔;改造;模拟【作者】陈丽;栾国颜;孙纯国【作者单位】吉林化工学院化工与材料工程学院,吉林吉林132022;吉林化工学院化工与材料工程学院,吉林吉林132022;吉林化工学院化工与材料工程学院,吉林吉林132022【正文语种】中文【中图分类】TQ022.1某厂乙烯装置始建于上世纪70年代,采用日本三菱重工株式会社乙烯技术.乙烯装置中脱丁烷塔塔顶操作压力一直不稳定,造成塔顶产品质量不合格,碳四收率低等危害[1-2].对操作状况进行分析和研究表明,塔顶冷凝器和回流罐部分流程设计存在问题,需要改进.改造的措施主要有:增加了热旁路管道;回流罐置于冷凝器之上,可提供给回流泵较高的净正吸入压头;冷凝器需要频繁清洗时可置于地面;增设一条自冷凝器壳程出口至回流罐的不凝气放空管道.此改造是利用PROII软件[3]对热旁路改造进行模拟计算,以验证热旁路改造能使脱丁烷塔塔顶压力保持稳定.精馏塔操作时塔顶压力变化主要是由塔顶冷凝器的冷却水量、精馏塔的进料量、精馏塔的进料温度、塔顶回流量和塔底再沸量这五个因素的影响较大[4].那么,脱丁烷塔正常操作时,这五个因素的波动会影响到塔顶压力的变化,从而造成塔压不稳定,因此下面研究时通过改变这些量的参数观察塔顶压力的变化幅度,验证其是否能保持稳定.在PROII软件模拟计算时,塔顶压力的变化与塔顶冷凝器流出去回流罐的流股(这里主要是S5流股)的流量变化有关,因此以下的塔顶压力稳定性分析均为S5流股体现的.脱丁烷塔T5701顶部的碳四组分是通过在换热器中用冷却水冷凝后回流和采出的,塔顶压力受塔顶冷却量的影响.图1是通过PROII模拟所得的数据作出的图.由图可知改造前后塔顶压力都保持在一个较平稳的状态,但改造后压力有所降低,可认为达到改造效果.正常情况下塔顶回流量是影响塔顶压力的一个比较显著的因素,由PROII模拟数据可作出图2:由图2~3可知,改造前塔顶压力一直处于不稳定状态,而改造后随着回流量的增大塔顶压力趋于稳定,即脱丁烷塔顶回流量在700~1 000 kmol/h范围内一直处于平稳状态,改造达到了目的.而且还可以看出,塔顶回流量是影响塔顶压力的显著因素.由PROII模拟数据可得图4:由图4可知,塔底再沸量改变,改造前后塔顶压力一直处于比较稳定的状态,塔底再沸量对塔顶压力影响不大.由PROII模拟可得下图:由图5可知,虽然改造前后进料量对塔顶压力波动影响比较小,但从图上可以看出改造前塔顶压力一直处于比较高的状态(流量大于1 000),所以改造后压力在正常范围内,改造有效果.由PROII可得图6:由图8可知,进料温度在40~60℃范围内一直处于平稳状态,随后温度升高压力也逐渐增大.但进料温度是由上一单元控制的,所以旁路可在控制范围内是塔顶的压力保持稳定.由热旁路控制精馏塔压力是一种成熟可靠的方法[5-7],经以上的模拟分析也充分说明,我们的改进是合理的,能够有效地控制塔顶压力的稳定.改造后,脱丁烷塔操作压力稳定,产品质量合格.* 通信作者:孙纯国,E-mail:*******************【相关文献】[1]宫钦月,房炳昌.脱丁烷塔碳四产品质量波动原因及处理[J].乙烯工业,2011,23(1):31-34.[2]陈丽,高维平,杨莹.乙烯装置中脱丁烷塔优化模拟研究[J].吉林化工学院学报,2004,21(3):1-3.[3]田文德,王晓红.化工过程计算机应用基础[M].北京:化学工业出版社,2007.[4]姚玉英.化工原理:下册[M].天津:天津科学技术出版社,2011.[5]张艳霞.热旁路分程控制在精馏塔压力控制中的应用[J].石油与天然气化工,2004,33(5):340-342.[6]刘成军.脱丁烷塔压力热旁路控制系统的改造[J].河南:炼油技术与工程.2005,35(5):21-24. [7]刘成军,张艳霞,张香玲.精馏塔压力热旁路控制系统的设计[J].齐鲁石油化工.2008(4):285-287.。

78氯化物是重整装置的主要问题之一。
在预加氢部分,由于重整原料中含有一定量的硫、氮、氧、氯等化合物,在预加氢过程中会与氢反应生成H2S、N H3、H20、H C l等,形成低温H2S+HCl+H20腐蚀环境。
尤其是近年来油田为了提高原油采收率而使用含有有机氯的注剂,造成原油中有机氯含量增加,而有机氯在电脱盐过程中无法脱除,这部分氯被带到下游装置的原料中(如重整原料),在高温下分解或与氢反应生成HCl,造成腐蚀加剧,导致现脱丁烷塔顶后冷却器管束发生腐蚀穿孔的问题。
因此,对水冷器产生腐蚀失效的原因进行分析并找出预防措施至关重要。
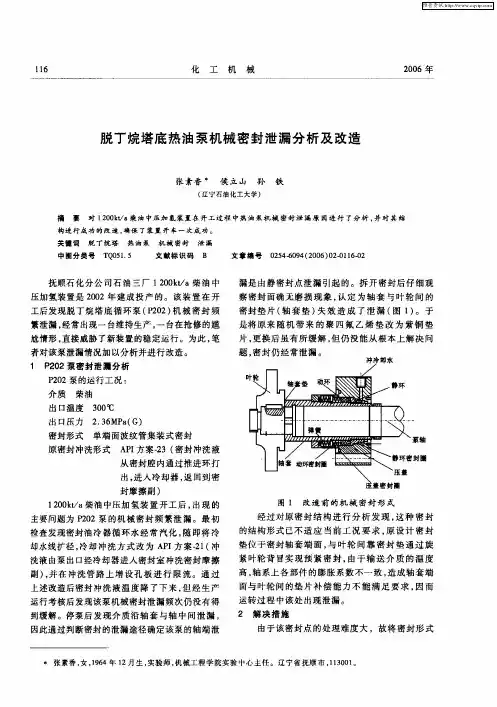
一、重整装置脱丁烷塔系统工艺流程催化重整脱丁烷塔系统的工艺流程是来自脱戊烷塔顶的原料经过换热后,进入脱丁烷塔,脱丁烷塔顶气体经过空气冷却器,水冷器冷凝冷却后进入回流罐,回流罐顶气体排至燃料气管网,回流罐底液化气出装置。
脱丁烷塔底C5组分出装置。
二、脱丁烷塔顶后冷却器及其腐蚀情况经现场打压试验,发现脱丁烷塔顶后冷却器管束在接近管板的部位发现3根管子发生腐蚀穿孔泄漏,泄漏部位位于冷却水进口端,同时发现管束外表面腐蚀严重,管板及管束内表面有轻微结垢现象。
脱丁烷塔顶轻组分(液化气)经塔顶挥发线进入空冷器后进入水冷器,水冷器的壳程材质为16MnR,进口、出口温度分别为57℃、43℃,壳程操作压力为1.2MPa;管束材质为10号钢,介质为水;管程进口、出口温度分别为33℃、43℃,管程操作压力为1.29MPa。
三、脱丁烷塔顶后冷却器管束失效分析1.金相分析将管束管壁截面制成金相样品,经过3%硝酸酒精腐蚀后,基体组织金相如图1所示。
图1A为管束截面的全貌,从图中可见管束外壁腐蚀严重,管束内表面腐蚀轻微。
从截面图中可以看到管束最厚处仅为约为0.7mm,与设计厚度2mm相比,管束外表面腐蚀减薄明显。
对基体进一步观察如图1B所示,为从图中可以清楚看到基体由白亮区域的铁素体和黑色区域的珠光体组成。
一、工程概况尕斯联合站伴生气处理装置建设工程中脱烃单元(14单元)中,塔类设备包括脱乙烷塔(C-1402)1台,脱丁烷塔(C-1403)1台,二次脱烃塔(C-1401),设备整体到货,整体冲洗试压合格,交付安装,采用2台75t吨位吊车按顺序依次进行吊装,由于塔高度分别为16100mm、15400mm和12000mm高度较高,故此方案对安全要求较为严格。
二、编制依据1.中国石油集团工程设计有限责任公司分公司提供的图纸;2.《化工机器安装工程施工与验收规通用规定》HG20203-20003.《化工设备安装工程质量检验评定标准》HG20226-934.《石油天然气建设工程施工质量验收规设备安装工程第2部分:塔类设备》SY4201.2-20075.《化工塔类设备施工及验收规》HGJ2011-836.《石油化工静设备安装工程施工质量验收规》GB50461-20087.《工程建设安装工程起重施工规》HG20201-2000三、施工人员计划项目部将对各专业劳动力实行动态控制,配备具有丰富施工经验的各专业施工人员进场。
并根据工程实际进度、施工需要随时抽调有关专业施工人员进场,充分满足施工需要。
具体各专业劳动力安排计划见下表。
四、施工机具计划五、塔类设备安装施工方法1、施工准备1.1在设备安装前须对设备基础进行验收,使设备安装在合格的基础上,确保设备安装质量。
1.2场地周围作业面杂物清理干净,场地平整完毕,道路畅通。
由于现场土质无法满足吊车需要,故须在吊车停放位置铺放σ=20mm厚的钢板。
现场吊装示意图见下附图(一)。
1.3各种施工机具、测量器具、材料工具等按计划运于现场,对测量及检查所用仪器,量具的精度均应符合国家计量局规定的精度标准,并应按期检验合格。
组织设备安装人员结合施工现场实际情况认真学习施工图纸及有关技术规,进行技术安全交底,学习吊装方案,熟悉吊装全过程。
为确保塔类设备吊装能够顺利进行,应根据设备吊装难易程度成立吊装领导小组,明确分工,责任到人。
工<=>乙烯工业2020,32(1)44〜46ETHYLENE INDUSTRY脱丁烷塔再沸器运行周期短的原因分析及对策彭志V,刘军(中国石油四川石化有限责任公司,四川彭州611930)摘要:分析了中国石油四川石化800kt/a乙烯装置高负荷运行时,脱丁烷塔塔釜再沸器运行周期短、塔釜产品中碳四组分损失高的原因。
对结焦过程进行了分析#结合实际操作经验对工艺参数进行优化,达到延长再沸器运行周期的目的。
根据工艺流程及现场再沸器的实际情况,找出了运行周期缩短的主要原因,并实施了优化措施#从而保证了乙烯装置稳定高效运行,达到了增加装置产能、降低能耗、提高总体经济效益的目的。
关键词:再沸器脱丁烷塔对策中国石油四川石化有限责任公司(以下简称四川石化)乙烯装置,裂解共有7台USC-176U 型超选择性液体裂解炉和1台USC-12M型气体裂解炉,分离采用前脱丙烷、前加氢、双塔脱丙烷、乙烯精h塔和乙烯制冷压缩机形成开式热泵的乙烯分离工艺,并采用S&W公司的乙烯分离专利技术HRS(热集成精h系统)。
装置于2018年4月进行停工大检修,7月完成检修后开车。
脱丁烷塔再沸器换热效率下降、运行数据不稳定、运行周期明显缩短、塔底产品指标严重偏离设计值,针对这些问题进行原因分析并找出有效的解决方法。
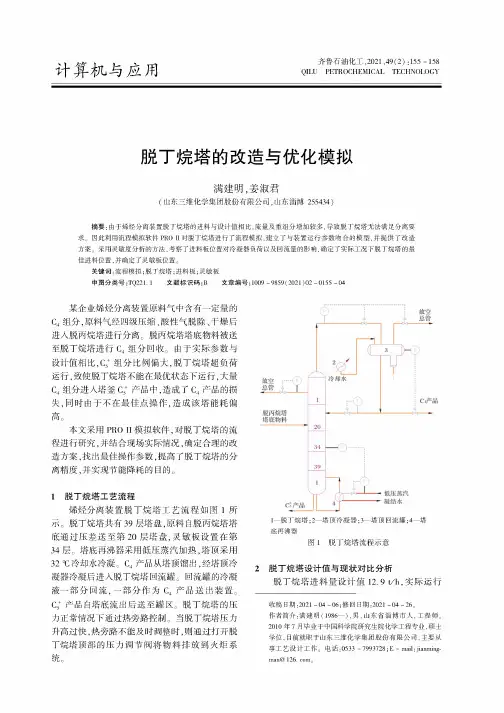
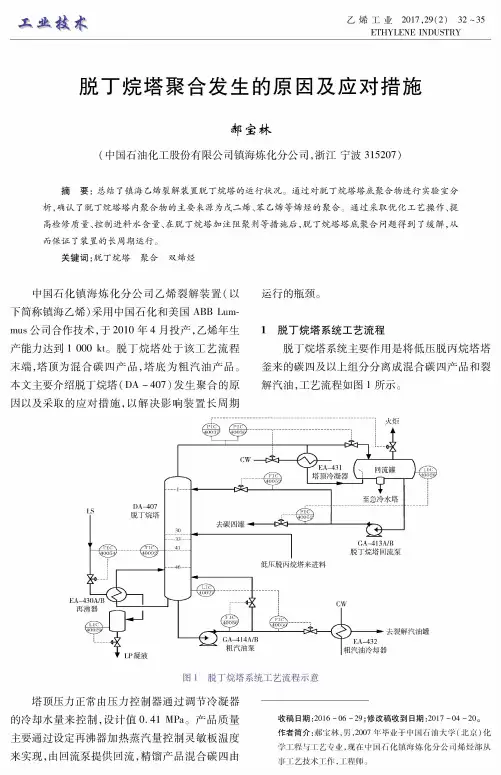
1脱丁烷塔工艺流程图1为脱丁烷塔工艺流程示意。
脱丁烷塔的主要作用是将低压脱丙烷塔釜来的物料分离成混合碳四产品和裂解汽油。
低压脱丙烷塔的塔底液相物料进入脱丁烷塔的第23块塔盘。
脱丁烷塔塔顶气相物料在塔顶冷凝器内冷凝后送至塔顶回流罐,未冷凝的不凝气送到裂解气压缩机二段吸入罐回收。
塔顶回流罐中冷凝的液体送至回流/产品泵送出,回流/产品泵出口分为两部分;一部分作为脱丁烷塔的回流进入塔的第一块塔盘,另一部分作为混合C产品送到罐区。
塔底的裂解汽油产品经脱丁烷塔底泵送出与来自裂解汽油汽提塔的塔底物料混合,混合后的裂解汽油产品经冷却水冷却送至罐区。
脱丁烷塔工作原理
脱丁烷塔是石油炼制工业中的重要设备,主要用于分离原油中的轻组分油、石脑油、重油和渣油等。
它由塔盘、塔内件、塔顶回流泵、塔底泵和调节阀等组成。
脱丁烷塔有多种形式,如正丁烷/异丁烷/正己烷多级分离塔和正丁烷/异丁烷/正己烷/异己烷多级分离塔等。
由于正丁烷塔操作较复杂,一般在原油炼制过程中将其作为原油脱蜡后的混合物来进行分离。
在生产过程中,当原料油在进入脱丁烷塔之前,首先要经过减压蒸馏,除去其中的轻组分,然后再进入脱丁烷塔,脱去其中的正丁烷。
当原料油进入脱丁烷塔时,首先由脱丁烷塔顶部的再沸器加热至300~400℃,再由塔底的回流泵抽出其中的正丁烷蒸汽,然后进入脱丁烷塔塔盘上的气液接触器中与脱出的正丁烷相接触。
由于正丁烷蒸汽压高于氮气压力,因此在塔内的正丁烷蒸汽中混入了大量的氮气,而氮气又是不能液化的气体。
—— 1 —1 —。
脱丁烷塔塔顶空冷管束堵塞的应对措施随着我国石油化工行业的发展,脱丁烷塔在炼油生产中扮演着重要的角色。
在使用过程中,脱丁烷塔塔顶空冷管束堵塞的问题时有发生,严重影响了生产的正常进行。
为了解决这一问题,我将从原因分析和应对措施两个方面进行阐述。
一、堵塞原因分析1. 原料成分变化:在原料中存在一些易沉淀物质,如油水分离后沉积在管束中。
2. 气液流态不稳定:在使用过程中,由于气液流态不稳定,容易造成管束中沉积物的堵塞。
3. 超压操作:在操作过程中,为了提高生产效率,可能会进行超压操作,导致管束承受压力超过设计范围,从而导致管束变形和堵塞。
4. 清洗不当:清洗后残留物质没有被充分清除,长期堆积导致管束堵塞。
二、应对措施1. 采取预防措施:加强原料成分分析,减少易沉淀物质的进入;根据气液流态特点,优化操作参数,减少管束沉积物的形成;严格控制操作压力,避免超压操作;加强清洗工作,确保清洗彻底。
2. 加强检测监控:引入先进的在线检测设备,及时监测管束的沉积情况,及时发现问题并采取相应的措施。
3. 采取清洗措施:在出现堵塞情况时,采取有效的清洗措施,如使用清洗剂溶解堵塞物质,或者采取机械清理等方式进行清洁。
4. 优化设备结构:针对堵塞问题,可以考虑优化设备结构,增加清洗口,方便对管束进行清洗维护。
也可以考虑使用防堵设计的管束,减少堵塞的发生。
5. 加强人员培训:对操作人员进行加强培训,提高操作技能和安全意识,避免因为操作失误导致的堵塞问题。
6. 定期维护保养:建立完善的维护保养制度,定期对管束进行检查和清洁,及时发现问题并加以处理,避免长期积累导致严重堵塞。
脱丁烷塔塔顶空冷管束堵塞问题是一个需要高度重视的问题,需要从多个方面进行预防和处理。
通过引入先进的设备和技术,加强人员培训,定期进行维护保养等措施,可以有效降低管束堵塞的发生,确保生产的正常进行。
同时也希望在今后的生产实践中,能够积极探索并引入更多的解决方案,为炼油生产提供更大的保障。
丁烷脱沥青装置优化运行分析和探讨裴丽丽;宋世波;于洋【摘要】溶剂脱沥青工艺作为重质油预处理的主要工艺之一,在目前的大型化炼化企业中,具有不可替代的作用和优势.针对中石化洛阳分公司丁烷脱沥青装置运行过程中面临的萃取效果差、产品质量不稳定及低压溶剂回收效果不理想等制约因素,提出了萃取塔内部增加规整填料、生产模式由两产品恢复为三产品改造、稳定原料性质及探索解决汽提塔发泡等建议,为装置的高效、优化、安全运行提供思路.【期刊名称】《河南化工》【年(卷),期】2019(036)008【总页数】3页(P32-34)【关键词】丁烷脱沥青;萃取;汽提塔;优化运行【作者】裴丽丽;宋世波;于洋【作者单位】中国石化洛阳分公司炼油三部,河南洛阳 471012;中国石化洛阳分公司炼油三部,河南洛阳 471012;中国石化洛阳分公司炼油三部,河南洛阳471012【正文语种】中文【中图分类】TQ050.7原油重质化和劣质化趋势不断加剧,重质油深度加工已成为当前炼油工业的主要组成部分。
作为重油轻质化主要加工工艺之一的丁烷脱沥青技术具有独特的作用与地位。
目前中石化共有11套丁烷脱沥青装置,2015年总加工能力为4.24 Mt/a。
随着我国交通事业的迅速发展,需要大量的轻质油品,丁烷脱沥青得到的脱沥青油(DAO)是催化裂化或加氢装置的优质原料。
而副产物脱油沥青(DOA,也称沥青质)可以生产道路沥青。
自1958年我国建成第一套丁烷脱沥青装置至今,我国的丁烷脱沥青技术已取得了显著的进步,不少新建的大型炼化企业均建有丁烷脱沥青装置。
1 装置概况丁烷脱沥青(简称“SDA”)是一种使用溶剂来进行分离的物理加工过程,也是一个重要的重油脱碳改质过程,其本质是在脱沥青过程中同时脱除大部分镍、钒等重金属。
中石化洛阳分公司丁烷脱沥青装置设计规模80万t/a。
采用UOP的Demex工艺技术,以减压渣油为原料,混合C4为溶剂,经过亚临界抽提、超临界回收、汽提等工艺过程分离溶剂,获得产品。
煤基合成油工程中脱丁烷塔的设计摘要本篇论文是脱丁烷塔的常规设计。
众所周知塔设备在当今石油化工企业中已成为重要装置之一,所以设计出来的塔容器要经过认真精确的校核,才可进行加工制造。
本设计将从以下几个方面进行论述:绪论,是对塔设备概述,讲述塔的作用、分类、要求以及对整个设计的概述等内容。
塔的设计,是对塔设备设计的说明,先介绍塔的构造,结合本设计塔的相关内容对塔设备形式和材料进行选取;再介绍塔的常规设计,以及对筒体、封头进行强度计算、自振周期、风载荷、地震载荷、裙座等进行理论说明。
计算部分中,是把理论的部分应用到实际,对设计塔的实际计算,最后经过一系列的计算和校核,本塔的设计合格。
本设计过程均严格遵守GB150-1998《钢制压力容器》,JB4710-2005《钢制塔式容器》和《压力容器安全技术监察规程》进行,对该塔进行了强度、刚度、稳定性的校核。
此外,根据实际的要求,还相应的完成了总装备图、原部件图及外文翻译。
今后,随着科学技术的飞速发展,塔设备在石油化工企业中占有越来越重要的地位。
同时,将对塔设备有更高的要求,在设计方面要求更加合理,结构简单,使用方便。
所以,在未来,压力容器技术将会取得更大的进步以适应石油化工生产的需要。
关键词:塔,浮阀塔盘,设计,校核The design of butane towerAbstractThis essay is the conventional design of a De butane tower. Known as the equipment of tower in modern petrochemical business has become an important device, designed one of the tower will carefully accurate school can only the manufacturing process .The design from the following aspects dealing with :the first part explain the equipment that related to the role of that tower, structure and classify content . For design calculations, is the device design on the first set of select and steel is made up of kiln body, a head count and cycle of its load, the wind and seismic load, the kilt, evaluated and the nucleus. After a series of terms and calculations, the design of the tower has been nuclear test.The design process are strictly observe GB150 -1998 the steel pressure vessel and JB4710 -2005 the steel tower containers to the tower on the strength and stiffness and stability.In addition, according to actual requirements, I have completed the original parts and equipment in the diagram and translation.In future, as technology evolved, the equipment in petrochemical business occupies an increasingly important position. At the same time, the equipment of higher demands on the design requires more reasonable, simple structure, easy to use. Therefore, in the future, the pressure vessel technology will make greater progress to meet the needs of the petrochemical production. Keywords: Tower, Float valve plate, Design, Comparatively目录1绪论1.1塔器的产生和发展及其作用 (1)1.2塔器的发展现状及发展趋势 (3)1.3塔器的分类 (4)1.4塔设计概述 (7)2塔体的设计 (8)2.1筒体 (8)2.2封头 (9)2.3裙座形式及选择 (10)2.4接管 (10)2.5人孔、手孔的分类及结构形式 (10)2.6除沫器 (11)2.7塔顶吊柱 (11)2.8塔的选材 (12)2.9压力试验 (13)2.10塔的固有周期 (13)2.11风载荷 (14)2.12地震载荷 (14)2.13裙座强度及稳定性校核 (14)2.13.1裙座筒体 (14)2.13.2裙座基础环 (14)2.13.3地脚螺栓 (15)2.14压力容器常用材料选择 (15)2.14.1壳体常用材料选择及论证 (15)2.14.2接管材料 (16)2.14.3法兰常用材料 (16)2.14.4螺栓螺栓螺母常用材料 (17)3设计计算 (18)3.1设计条件 (18)3.2筒体和封头的强度计算 (18)3.3塔器的质量计算 (19)3.4塔自振周期 (22)3.5塔的分段 (24)3.6风载荷计算 (27)3.7圆筒应力校核 (34)3.7.1水压实验校核 (36)3.7.2裙座壳轴向应力校核 (37)3.8基础环设计 (38)3.9地脚螺栓 (38)3.10筋板 (39)3.11盖板 (39)3.12裙座与塔壳连接焊缝验算(对接焊缝) (40)4.结论 (41)参考文献 (42)谢辞 (43)1绪论1.1塔器的产生和发展及其作用塔器是在石油、化工、轻工等部门广泛应用的工艺设备,主要用来处理流体(气体或液体)之间的传热与传质,实现物料的净化和分离。
脱丁烷塔改造及运行分析
摘要:详细介绍了首套煤制烯烃项目脱丁烷塔运行原理及改造背景,结合上游原料关键组分含量和下游MTBE产品中重组分含量分析改造的必要性及设计需求,并对改造后的脱丁烷塔进行工艺参数优化,达到降低混合C4损失、满足碳四装置原料需求的目的。
关键词:脱丁烷塔改造混合C4损失重组分
一、项目介绍
神华包头煤制烯烃项目烯烃分离装置采用的是美国Lummus公司的前脱丙烷后加氢、丙烷洗工艺技术,将来自甲醇制烯烃装置的产品气通过三级压缩、酸性气体脱除、洗涤和干燥后,在高、低压脱丙烷塔进行初次分离。
高压脱丙烷塔顶物流经产品气四段压缩后送至脱甲烷塔,其塔顶产品主要是甲烷,经冷箱换热后得到燃料气。
高压脱丙烷塔底物流送至脱丁烷塔,得到C5以上产品和混合C4产品。
脱甲烷塔底物流送至脱乙烷塔进行C2和C3分离,塔顶C2进入乙烯精馏塔塔,塔顶产品即为聚合级乙烯产品。
塔底C3进入丙烯精馏塔,塔顶馏分便是聚合级丙烯。
聚合级的乙烯和丙烯产品分别送入聚乙烯装置和聚丙烯装置作原料,混合C4送至C4装置作为深加工原料。
同时,随着原油价格上涨、能源消费结构的变化、加工技术的进步,混合碳四作为石油化工基础原料用于生产具有高附加值的精细化工产品和合成橡胶等技术已成为石油化工研究和投资热点[1]。
因此,为了有效降低脱丁烷塔釜物料中的碳四损失,增加混合碳四产量,同时保证混合碳四质量满足下游装置原料需求,我公司经分析决定对脱丁烷塔进行改造。
二、脱丁烷塔改造
1.脱丁烷塔运行原理
脱丁烷塔为板式塔,塔内安装有47块塔盘,塔径1100mm,塔高为29000mm,进料口在28块塔盘上,塔顶设有热旁路调节塔压,塔釜设有蒸汽再沸器。
脱丁烷塔(160T605)从C5’s及更重的组分中分离出C4,s组分。
脱丁烷塔的进料来自低压脱丙烷塔(160T502)塔釜。
从界区外来的混合C4’s物流作为回流的补充。
脱丁烷塔顶采出C4产品送往烯烃罐区,作为碳四装置原料储备。
塔釜采出C5+产品送往烯烃罐区,作为副产品外卖。
设计中混合C4中C5+含量不高于5wt%,混合C5中C4-含量不高于2.5wt%。
脱丁烷塔的压力通过两个压力调节器进行控制。
第一个压力调节器PC-661通过分程控制去脱丁烷塔塔顶冷凝器(160E617)冷却水的量(A阀)和热旁通量(B阀)来控制塔压。
当第一个压力调节器不能阻止塔压持续上升时,则第二个压力调节器将打开脱丁烷塔回流罐(160V605)顶部的压力调节阀PC-660将物料排放到火炬系统。
C4产品中的C5+组分含量通过调整总回流量来控制。
总回流量是来自碳四转化装置的返回混合C4进料量FC663和来自脱丁烷塔回流罐(160V605)的部分物料量FC-657的和。
C4产品在流量FC-656控制下,通过脱丁烷塔回流泵(160P610A/B)送到烯烃罐区C4产品储罐,C4产品的采出量FC-656受脱丁烷塔回流罐液位LC-637的串级控制。
在C4产品采出线上设有分析仪表AI-611,以监控C3’s 和C5’s组分的含量。
来自碳四转化装置的返回混合C4进料正常进料到脱丁烷塔的第1层塔盘。
然而,如果脱丁烷塔的C4产品中的C5’s组分含量不合格,则返回混合C4进料也可以调整到第28层塔盘进料。
脱丁烷塔再沸器(160E618A/B,一台运行,一台备用)的加热介质是脱过热的低压蒸汽,低压蒸汽的温度TC-661由调节阀TV-661调节除氧水注入蒸汽管线上的减温器(160M801)的量进行控制,低压蒸汽的流量FC-655受脱丁烷塔灵敏板温度TC-662的串级控制。
控制脱丁烷塔(160T605)的灵敏板温度是为了控制塔釜C4’s组分的含量。
脱丁烷塔再沸器(160E618A/B)及其凝液罐(160V606)的液位由LC-636来调整对换热器的换热面积及换热效果进行控制,在塔釜采出线上设有一台在线分析仪表AI-610,以检测塔釜产品中的C4组分的含量。
脱丁烷塔釜产品采出的流量FC-659受塔釜液位LC-635的串级控制。
图1为该项目脱丁烷塔工艺控制图。
2.改造前运行状况
该项目设计能力为60万吨聚烯烃产品,以乙烯:丙烯为1.0工况为例,设计中各产品乙烯:丙烯:C4:C5为12:12:4:1,即按设计能力计算,脱丁烷塔的处理能力为15.6t/h,而综合煤制烯烃项目运行4年来的数据,在甲醇制烯烃装置高负荷平稳运转状态下乙烯:丙烯:C4:C5为7:7:2:1,即实际处理能力为16.9t/h,超过设计负荷,不能有效将混合C4、C5产品进行分离,产品纯度不能满足现碳四装置生产需求。
塔系统的操作与调整应遵循操作压力相对恒定,灵敏板温度比较稳定,回流量、进料量、进料温度和进料组成相对稳定的原则[2]。
故为了确保下游装置中MTBE等产品的质量,对脱丁烷塔塔顶混合C4产品中C5组分的含量必须严格控制,而塔釜产品中的C4 组分则相对容易除去。
这样在实际生产中,特别是在长周期高负荷生产时,为达到这一目的而被迫采取损失部分混合C4组分的操作方法,采用降低釜温以及适当加大回流比等措施。
混合C4中C5+含量设计值为0.5wt%。
参看表1改造前(即2013年7月检修前)同负荷下脱丁烷塔运行数据,塔釜温度和回流量与设计值偏差较大,说明塔釜物料混合C5中C4组分含量偏高,导致整体塔提馏段的操作温度偏低。
表2为同期原料产品气中主要组分含量。
由于煤制烯烃项目生产的混合碳四中异丁烯含量较低,MTBE产品产量相对较小,在下游生产MTBE产品的过程中,混合碳四中携带的低浓度未分离的C5+组分将会在MTBE产品中聚集,导致其MTBE产品中重组分严重超标。
原料中
C5+组分所含的不饱和烃(主要为2-甲基-丁烯-1、2-甲基-丁烯-1)在该催化剂床层与甲醇发生反应生成副产物甲基叔戊基醚也进入产品中。
甲基叔戊基醚的存在对产品的颜色质量都有一定的影响,改造前MTBE产品呈淡黄色,主要原因也是由于产品中的重组分含量偏高所导致。
通过上述分析可见,脱丁烷塔分离能力已不能满足下游原料需求,导致其产品中重组分超标,脱丁烷塔的改造是改善下游产品质量的唯一有效手段。
3.改造内容
为了从根本上减少脱丁烷塔釜液中混合C4的损失,保证塔釜和塔顶产品质量,提高混合C4收率,该煤制烯烃项目烯烃分离装置在检修期间对脱丁烷塔进行了技术改造。
经某设计院设计计算,考虑脱丁烷塔负荷较大将原塔径1100mm 更改为1700mm,塔盘数由原设计47块改为60块,回流管线由原1.5寸改为3寸以满足回流比增大的要求,原塔设计压力不变,结合之前运行数据塔釜温度改为93℃,按照实际运行数据,C4与C5以上组分质量比为2.5,最终产品要求塔顶C4产品中C5含量小于0.1wt%,C3含量小于0.5wt%,塔釜C5产品中C4含量小于0.5wt%。
回流罐、回流泵、产品输送泵等利用原有设备,所有仪表利旧。
4.改造后运行情况
检修后装置投产运行,取同样负荷下数据与改造前进行对比,参看表1中改造(即2013年7月检修后)前、后脱丁烷塔运行工艺参数数据。
因上游装置产品气中碳四、碳五组分含量不固定(可参看表2同期原料中关键组分含量,表中数据仅作参考),用以分析脱丁烷塔改造效果。
表中数据可以看出,脱丁烷塔改造后,塔釜物料混合C5+中C4组分明显减少,说明有效组分混合C4损失明显降低,达到预期效果,但同时可以看出,混合C4损失同样受上游原料中碳四、碳五组分含量影响,操作时应关注同期产品气组成,相应调整脱丁烷塔灵敏板温度,达到降低碳四损失的目的。
而塔顶产品混合C4中C5+含量大幅下降,对比碳四装置产品MTBE中重组分含量,可见脱丁烷塔改造后混合C4已满足其原料要求。
三、结论
精馏塔操作的基本要求是在连续定态和最经济的条件下处理更多的原料液,达到预定的分离要求或组分的回收率,即在允许范围采用较小的回流比和较大的再沸器传热量[3]。
脱丁烷塔改造后,保持进料各参数和塔的操作压力不变,同时将塔釜温度控制在90~95℃指标范围内,实际操作中控制在83℃左右,回流量由10t/h增加至16t/h,经过这些调整,脱丁烷塔的操作状态得到了有效改善,碳四产品中碳五含量可以控制在1000ppm以内,塔顶和塔釜产品质量得到了提升,有效减少了塔釜物料中混合C4的损失,提高了混合C4的收率,同时下游碳四装置MTBE产品质量明显提升。
参考文献:
[1]张甫,易金华,雷元柏,章志平,任颖. 我国混合碳四的化工利用现状及
发展前景[J].化工生产与技术,2011年第18卷第4期:46-52.
[2]王晓红.化工原理[M].北京:化学工业出版社,2009:160-163.
[3]李广华,何细藕,盛在行.乙烯技术水平分析及节能措施[J].石油化工,2009,38(2):120-121.。