加氢裂化反应器压力降上升过快的原因及对策
- 格式:pdf
- 大小:182.02 KB
- 文档页数:4

加氢裂化装置运行问题分析及经验总结摘要:某石化公司120万吨/年加氢裂化装置在本周期运行期间出现加氢精制反应器床层压降上涨问题,影响装置安全平稳长周期运行。
本文对加氢精制反应器床层压降上涨问题产生原因进行深入分析,对处理措施及检修施工等进行说明,对日常生产问题的处理有一定的指导借鉴作用。
关键词:催化剂;加氢裂化;撇头;压降;重石脑油氮含量1 导言某石化公司120万吨/年加氢裂化装置加氢精制反应器(R-101)第一床层(保护剂和催化剂)压降自2017年7月起上涨趋势明显,最高值达到0.58MPa,严重影响了装置正常平稳运行。
根据整体生产平衡安排,120万吨/年加氢裂化装置于2017年12月25日停工撇头检修,2018年1月4日投料开车成功,消除了制约装置平稳运行的瓶颈。
2 加氢裂化装置概况某石化公司120万吨/年加氢裂化装置由中国石化工程建设有限公司总体设计,采用中国石油化工股份有限公司大连(抚顺)石油化工研究院一段串联全循环加氢裂化技术,原设计加工能力80万吨/年,于1999年6月建成投产;2005年扩能改造至120万吨/年,改为一次通过操作模式。
加氢精制反应器(R-101)装填FRIPP研发的FF-66精制催化剂,加氢裂化反应器(R102)装填FRIPP研发的FC-60裂化催化剂。
3 加氢精制反应器压降上升原因分析120万吨/年加氢裂化装置加氢精制反应器(R-101)第一床层(保护剂和催化剂)压降自2017年7月起上涨趋势明显,最高值达到0.58MPa,严重影响了装置正常平稳运行。
3.1 反应系统紧急泄压造成初始压降偏高自2016年装置检修开工以来,该装置反应系统在三个月内经历了三次紧急泄压,分别为:(1)2016年检修开工阶段,因高压换E105泄漏启动紧急泄压。
R101压降维持在0.25Mpa;(2)2016年10月29日,脱丁烷塔底泵P203密封泄漏启动紧急泄压。
R101压降维持在0.35 Mpa左右;(3)2016年12月30日,高分安全阀故障起跳,造成反应系统泄压。
降低催化裂化汽油加氢反应器压力降的措施于春年【摘要】采用OCT-MD技术的催化裂化汽油加氢装置多次因反应器床层压力降问题被迫停工,结焦样品焙烧分析认为积炭大多是二烯烃聚合的产物.加氢反应器压力降增加过快的主要原因是原料油储运过程中的腐蚀产物、二烯烃在存在氧、水和铁锈的条件下会发生聚合反应,在硫化铁的催化作用下进一步快速聚合成有机颗粒沉积在催化剂表面,造成床层堵塞.采用OCT-ME技术对装置进行扩能改造,利用柴油吸收可脱除催化轻汽油(LCN)中的二硫化物.实践证明,采用OCT-ME技术可生产满足国Ⅴ标准要求的汽油.辛烷值不损失、反应器压力降正常,可连续长周期运转.【期刊名称】《炼油技术与工程》【年(卷),期】2014(044)007【总页数】3页(P36-38)【关键词】催化裂化汽油;国Ⅴ标准;加氢反应器;保护反应器;床层压力降【作者】于春年【作者单位】中国石化湛江东兴石油化工有限公司,广东省湛江市524000【正文语种】中文中国石油化工股份有限公司抚顺石油化工研究院(FRIPP)根据催化裂化汽油中烯烃主要存在于轻馏分(LCN)中,而硫化物绝大多数存在于重馏分(HCN)中的特点,开发了催化裂化汽油轻馏分不加氢精制,利用脱臭工艺脱除硫醇以保护辛烷值,仅重馏分进行加氢脱硫的OCT-MD技术,可既不损失汽油辛烷值,又降低硫含量。
中国石化湛江东兴石油化工有限公司催化裂化汽油加氢装置OCT-MD技术于2009年9月成功投产,装置开工后,由于反应器床层压力降过大被迫停工,进行催化剂撇头,严重影响装置正常运行。
图1 汽油加氢装置改造前流程示意Fig.1 Gasoline hydrogenation process diagram before revamping1 改造前存在问题1.1 工艺流程OCT-MD工艺是在OCT-M的基础上改进而成的催化裂化汽油深度脱硫技术,采用全馏分汽油无碱脱臭、催化裂化汽油预分馏、轻催化裂化汽油直接到成品调合罐、重催化裂化汽油经过加氢脱硫和汽提后进入成品调合罐与轻催化裂化汽油调合生产成品汽油的技术方案,图1为装置改造前流程示意。
加氢裂化精制反应器压降上升原因及对策
吕浩;王庆峰;姜红超
【期刊名称】《扬子石油化工》
【年(卷),期】2005(020)004
【摘要】扬子石油化工股份有限公司加氢裂化装置随着运行时间的延长,精制反应器床层压降逐步增加,且上升趋势越来越快,给生产造成了极大的困难。
通过对床层压降上升原因的分析,采取提高进反应器的原料油质量、加注凝聚剂、调整一系列负荷和二系列负荷的比例等措施可以适当延长催化剂运行周期,利用MATLAB软件预测反应器压降上升的趋势,成功避免加氢裂化装置在2004年大检修前进行停车消缺。
【总页数】4页(P5-8)
【作者】吕浩;王庆峰;姜红超
【作者单位】扬子石油化工股份有限公司芳烃厂
【正文语种】中文
【中图分类】TE966
【相关文献】
1.加氢裂化反应器压力降上升过快的原因及对策 [J], 孙荣
2.应用TOPSOE技术解决加氢裂化精制反应器压降问题 [J], 赵开城
3.精制反应器床层压降高原因分析及对策 [J], 杜俊杰
4.加氢裂化精制反应器压降增加的原因和对策 [J], 曹为廉
5.加氢裂化预精制反应器床层压降升高浅析 [J], 祝耀滨
因版权原因,仅展示原文概要,查看原文内容请购买。
反应器压差升高原因分析及处理措施曹智勇摘要:本文结合蜡油加氢装置第一运行周期2012年度的生产运行现状和操作特点,分析了装置反应器压差升高的原因,并针对原因分析,提出了解决问题的办法和措施,为装置的长周期运行提供帮助。
关键词:蜡油加氢催化剂床层压降一、前言260万t/a蜡油加氢处理装置以Ⅱ、Ⅲ常减压装置轻、重蜡油以及焦化蜡油为原料,生产加氢蜡油、石脑油、精制柴油等产品,为公司催化裂化装置提供优质原料增产高品值汽油,提高公司经济效益。
从第一生产周期运行情况来看,精制蜡油的脱硫、脱氮率较高、残炭含量低,但是反应器压差上升过快的问题一直是困扰装置长周期运行的主要问题。
2010年10月和2012年10月因反应器压差达到工艺卡片规定最大值而进行催化剂撇头;2013年9月床层压差达到1.2MPa,装置被迫降量生产,处理量只能维持240t/h,远低于设计值310t/h。
反应器压差上升不仅降低了装置的处理能力,增加了装置的能耗,而且还缩短了生产周期,造成人力、物力的浪费。
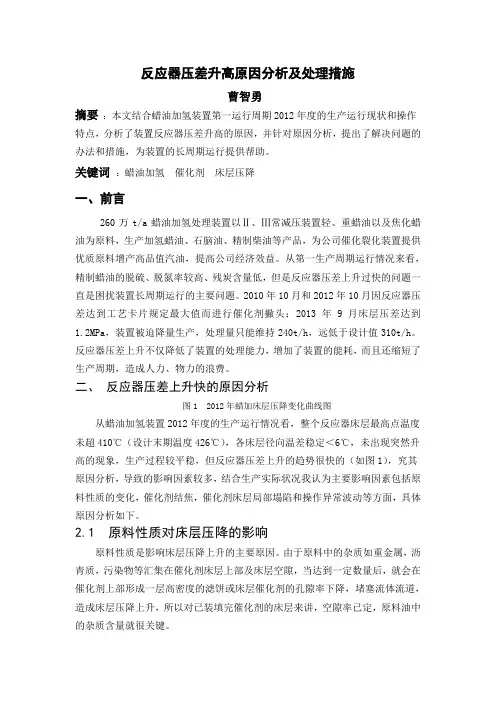
二、反应器压差上升快的原因分析图1 2012年蜡加床层压降变化曲线图从蜡油加氢装置2012年度的生产运行情况看,整个反应器床层最高点温度未超410℃(设计末期温度426℃),各床层径向温差稳定<6℃,未出现突然升高的现象,生产过程较平稳,但反应器压差上升的趋势很快的(如图1),究其原因分析,导致的影响因素较多,结合生产实际状况我认为主要影响因素包括原料性质的变化,催化剂结焦,催化剂床层局部塌陷和操作异常波动等方面,具体原因分析如下。
2.1 原料性质对床层压降的影响原料性质是影响床层压降上升的主要原因。
由于原料中的杂质如重金属,沥青质,污染物等汇集在催化剂床层上部及床层空隙,当达到一定数量后,就会在催化剂上部形成一层高密度的滤饼或床层催化剂的孔隙率下降,堵塞流体流道,造成床层压降上升,所以对已装填完催化剂的床层来讲,空隙率已定,原料油中的杂质含量就很关键。
预加氢反应器压降增大原因分析及应对措施预加氢反应器是石油化工生产中常用的重要设备之一,在加氢反应过程中,预加氢反应器的稳定性和安全性具有重要意义。
然而,随着反应时间的延长和催化剂堵塞,预加氢反应器容易出现压降增大的情况,严重影响了反应效率和产品质量。
因此,分析预加氢反应器压降增大的原因并采取相应的应对措施,对于保障预加氢反应器正常运行具有重要的意义。
一、压降增大原因分析(一)催化剂堵塞预加氢反应器中催化剂是反应的催化剂,当催化剂堵塞时,会影响反应物的扩散和催化反应,导致反应不充分,从而引起反应器压降增大。
(二)载氢气体的流量不足(三)温度过高预加氢反应器中的温度过高会导致反应物的蒸发速度加快,扩散速度加快,但反应速率下降,从而导致反应器中压降增大。
(四)氧化物颗粒的积聚氧化物颗粒的积聚是由于反应物在催化剂表面的吸附和反应后,产生气体从催化剂表面逸出时,气体中颗粒携带着一些催化剂微粒颗粒,随着气流输送到一定区域后,颗粒附着在管壁或反应器中的某些部位,造成污积,从而导致反应器压降增大。
二、针对压降增大采取的应对措施多孔催化剂可以增加催化剂表面积,提高反应条件下催化剂的利用率,缩短气体扩散距离,使燃料分子与氢气分子更容易相遇,增加反应速率,并降低反应器内压降。
适当提高氢气流量可以改善氢气在反应器中的分布,使其更均匀,加速催化剂表面上反应的产物的扩散速度和催化反应速率,从而降低反应器内压降,提高反应效率。
(三)控制反应器内温度反应器内的温度过高会导致反应速度下降,从而造成反应不完全,压降增大的情况。
合理控制反应器内的温度,可以提高反应速率,使反应更加充分,降低反应器内的压降。
(四)定期清洗反应器定期清洗反应器可以清除反应器内的氧化物粒子等污积物,缓解反应器内氧化物颗粒的积聚现象,保证反应器正常运行,降低反应器的压降。
综上所述,预加氢反应器压降增大的原因主要是由催化剂堵塞、载氢气体的流量不足、温度过高以及氧化物颗粒的积聚所引起的。
预加氢反应器压降增大原因分析及应对措施预加氢反应器是炼油厂重要的装置之一,用于加工重质原油,将其转化为轻质产品。
在预加氢反应器中,加氢气通过催化剂和原料油进行反应,主要是加氢裂化、加氢脱硫和加氢脱氮等反应,将原料油中的硫、氮等杂质去除,提高产品的质量。
在反应过程中,反应器内部会发生一定的压降,如果压降增大,会影响设备的正常运行,甚至对生产造成严重影响。
预加氢反应器的压降增大原因分析及应对措施尤为重要。
一、压降增大原因分析1. 催化剂失活催化剂是预加氢反应器的关键组成部分,其活性直接影响反应器的运行性能。
由于长时间的使用和反应条件的变化,催化剂会逐渐失去活性,导致反应器的压降增大。
随着使用时间的增加,催化剂表面可能会产生积炭和焦炭,使得活性表面积减小,从而增大了反应器的压降。
2. 原料油中的杂质过多原料油中可能含有大量的硫、氮等杂质,这些杂质会在反应器中与加氢气发生反应,生成硫化氢、氨等气体,同时生成沉淀物质,引起催化剂的中毒和堵塞,从而增大了反应器的压降。
3. 反应器操作条件异常如果反应器操作条件发生异常,如温度升高、压力降低、进料质量流量变化等,都可能导致反应器内部发生异常反应或堵塞现象,从而增大了压降。
4. 反应器堵塞在预加氢反应器中,催化剂床和管道可能会出现堵塞现象,导致气液流动受阻,进而增大了反应器的压降。
二、应对措施1. 催化剂管理对催化剂进行定期检查和维护,及时更换失活的催化剂。
在更换催化剂时,应注意清除积炭和焦炭,恢复催化剂的活性表面积,减小压降。
2. 原料油预处理加强原料油的预处理,通过减少原料油中的硫、氮等杂质,可以减少反应器内部的异常反应,减小压降。
3. 反应器操作条件控制严格控制反应器的操作条件,避免发生异常情况,保证反应器内部的正常运行,减小压降。
4. 清洗反应器定期对反应器进行清洗,清除催化剂床和管道中的积垢和沉淀物质,保持反应器内部的畅通,减小压降。
5. 增加反应器冷却在反应器进料口增加冷却装置,可降低进料温度,减少异常反应的发生,从而减小压降。
预加氢反应器压降增大原因分析及应对措施预加氢反应器是炼油厂重要的设备之一,主要用于将石脑油中的硫、氮等杂质物质进行加氢处理,以便降低产品的环境污染性和提高产品质量。
预加氢反应器在运行过程中常常会出现压降增大的情况,这对设备的正常运行和生产效率会造成很大的影响。
本文将对预加氢反应器压降增大的原因进行分析,并提出应对措施,以期为相关行业人士提供一些参考和借鉴。
1. 反应器填料积垢预加氢反应器中常采用填料来增加反应表面积,促进反应物质的接触和反应。
填料表面容易积聚杂质物质,如沉积物、焦炭等,导致填料孔隙度和传质性能下降,从而增大了反应器的压降。
2. 气液分离不完全预加氢反应器在反应过程中产生的气体和液体混合物需要进行分离,以便再次进入反应器进行反应。
如果气液分离不完全,就会导致反应器内气体流通受阻,压降增大。
3. 反应器堵塞在运行中,预加氢反应器管道、阀门、换热器等部位会因为焦炭、沉积物等杂质物质的堆积而发生堵塞,造成流体流通不畅,从而使得压降增大。
4. 反应物料变质反应器内的反应物料,如加氢催化剂、氢气等,由于长期使用或受到杂质的影响,可能会发生变质,使得反应活性降低,反应速率减慢,从而导致压降增大。
5. 设备老化预加氢反应器作为重要设备,长期的运行使用会使得设备本身产生老化现象,如管道漏气、设备结构变形等,进而影响了气体和液体的流通,导致压降增大。
二、应对措施1. 加强预防性维护定期对预加氢反应器进行清洗、检修、更换填料等维护工作,保持设备的清洁和正常运行状态,以预防填料积垢和设备堵塞的问题发生。
2. 优化气液分离系统改进气液分离设备和工艺,提高分离效率,确保反应气体和液体能够有效分离,减少气液混合物对反应器运行的影响。
3. 加强监测和检测通过安装质量传感器和巡视设备,定期进行设备运行监测,一旦发现反应器压降增大的情况,及时进行检测分析,找出问题的原因。
4. 优化操作工艺合理控制加氢反应器的操作参数,如温度、压力、流量等,以最大程度地减少设备运行对填料和催化剂的影响,确保反应器处于最佳运行状态。
预加氢反应器压降增大原因分析及应对措施预加氢反应器是石油化工生产过程中常用的设备,其主要功能是通过在高压、高温、催化剂存在的环境中将烷烃与氢气反应,生成较高的烷基化合物。
然而,在使用过程中会发现,反应器内压降增大,影响反应器运行效率和催化剂使用寿命,因此需要进行相关分析和应对措施。
一、压降增大的原因1.流体机理方面当反应器内流动速度过快时,会影响烷烃和氢气的混合均匀性,进而影响反应的进行,导致反应器内气液两相相互不平衡,从而产生压降增大的现象。
当烷烃与氢气反应生成沉淀物时,会导致反应器内催化剂颗粒结构变得松散,催化剂表面积减小,氢气通道变细,导致气相阻力增大,从而产生压降增大的现象。
当反应器内存在大量杂质和不均匀物质时,容易堆积在反应器底部和气流通道中,产生积存现象,形成负荷,导致气流通道狭窄,从而产生压降增大现象。
二、应对措施1.改变流体结构通过改变反应器内流体通道的结构设计,使压力分布更加均匀,烷烃和氢气混合程度更高,进而减小气液两相之间的非均衡,从而减小压降的增大。
2.加强催化剂处理定期进行催化剂清洗,去除积存物质,保持催化剂的表面积,增强反应器内的催化作用,使反应必要能够充分进行,压力和阻力得到改善,从而减小压降的增大。
3.定期清理杂质定期清理反应器底部和气流通道内的杂质和不均匀物质,避免积存现象的发生,保持气流通道畅通,降低气相阻力,进而减小压降的增大。
4.加强安全措施在反应器内加入安全阀和泄压装置,避免在反应过程中出现压力过高的情况,从而保证反应器的安全运行,减小压降的增大。
5.加强维护保养进行定期的设备检查和维护保养,注意反应器内环境温度和压力的调节,使得反应器内的运行条件保持在最优状态,减小压降的增大。
总之,预加氢反应器内压降增大是一个常见的问题,需要从流体、化学和物理三个角度入手进行分析和处理。
只有通过相关的应对措施,有效减小压降增大,才能更好地保证反应器的正常运行和催化剂的使用效率。
加氢裂化常见问题分析及对策第一部分工艺操作常见问题分析及对策1、全循环流程的装置采用一次通过生产时的转化率控制及对催化剂性能的影响。
氢油比与空速关系的调配。
问题的提出:某些企业在扩能改造中,将工艺流程由原全循环改为一次通过,而在生产中尾油的需求量时有变化,为此提出如何优化操作问题。
分析与建议:从N炼油厂的生产经验来看,考虑到生产平稳及操作控制等因素,单程转化率一般应控制在85%左右比较合适,其产品分布、中间油品收率、氢耗等指标均较为合理。
如果尾油无下游用户,单程转化率可控制在90%,当然这与催化剂的性能有关。
一般来说单程转化率增加时,轻油及液态烃收率增加,柴油收率减少,而喷气燃料收率基本不变或略有下降。
所以转化率控制多少较为合适与分馏系统的脱丁烷塔及主分馏塔顶部负荷均有一定的关系。
控制较高的转化率会使反应温度升高、氢耗增加、催化剂的失活速率增大,长期这样操作必将会缩短催化剂的使用寿命。
因此,控制转化率高或低,要根据产品的市场需求和上下游平衡进行综合考虑,以获取最大的经济效益。
采取单程通过,进料在裂化反应器的空速变小,停留时间增加,为二次裂化及生焦提供了条件。
因此,从这一方面考虑应增加氢油比,即转化率增高,氢油比应相应增高。
一般需在裂化反应器入口增加部分循环氢流量,以保持总循环氢量与全循环操作相比不发生变化。
而在实际操作中,工业装置加工高硫和高氮原料油时,为了控制好裂化反应器的入口温度,所需的循环氢量还需进一步增加。
2、裂化反应器第一床层压降上升问题Z炼油厂1999年5月加氢裂化反应器(R302)催化剂全部更新为3974。
装置5月24日进油,26日全部产品质量合格。
平稳运转9个月,加工VGO 0.83 Mt 后,于2000年2月28日实测裂化反应器(R302)一床层压降高达0.40MPa,装置被迫降量;同时降低循环氢压缩机(C301)转速,维持低负荷运转。
装置于3月16-23日短期停工,实施裂化反应器(R302)催化剂撇头。
预加氢反应器压降增大原因分析及应对措施预加氢反应器是燃料加氢过程中的核心设备之一,其内部氢气压力的控制对加氢过程的效率和安全性具有重要影响。
但在实际运行中,预加氢反应器常常出现压降增大的问题,影响了加氢装置的正常运行。
本文将从原因分析和应对措施两个方面,对预加氢反应器压降增大问题进行探讨。
一、原因分析1. 活性炭堵塞:预加氢反应器中常使用活性炭作为催化剂载体,但长时间运行后,活性炭往往存在堵塞的问题。
堵塞会导致气体流动受阻,气体通道断裂,从而增加气体流通过程中的阻力,进而导致压降增大。
2. 催化剂失活:预加氢反应器中的催化剂往往会因为杂质的存在、积灰、温度过高等因素而失活。
催化剂失活后,反应效率降低,起不到催化作用,从而导致压降增大。
3. 温度过高:预加氢反应器中温度过高会导致催化剂的失活和活性炭的烧结,从而影响反应器的正常运行。
高温也会引起氢气的体积膨胀,增加气体流通的阻力,进一步导致压降增大。
4. 压力波动:预加氢反应器内气体的压力波动也会导致压降增大。
压力波动会引起气体流通速度的变化,进而影响气体流通的阻力,导致压降增大。
二、应对措施1. 定期进行清洗:定期对预加氢反应器进行清洗,特别是对活性炭进行清洗,以防止其堵塞。
可以使用蒸汽、酸碱或超声波等方法对反应器进行清洗,提高气体流通的畅通度,减小压降增大的程度。
2. 催化剂管理:定期更换催化剂,防止其失活。
在更换催化剂之前,可以进行一些试验性的活化处理,以提高催化剂的活性和使用寿命。
3. 控制温度:采取降低温度的措施,例如增加冷却介质的流量或采用辅助冷却装置。
合理控制反应器的温度,避免高温热源对催化剂和活性炭的影响,减小压降增大的风险。
4. 压力稳定:采取措施降低气体压力的波动,例如增加反应器的操作稳定性,保持进料压力的稳定等。
减小压力波动可以减小压降增大的程度,提高反应器的运行效率和稳定性。
预加氢反应器压降增大问题的原因主要包括活性炭堵塞、催化剂失活、温度过高和压力波动等。