推荐-23塑件的工艺性 精品
- 格式:ppt
- 大小:1.49 MB
- 文档页数:5
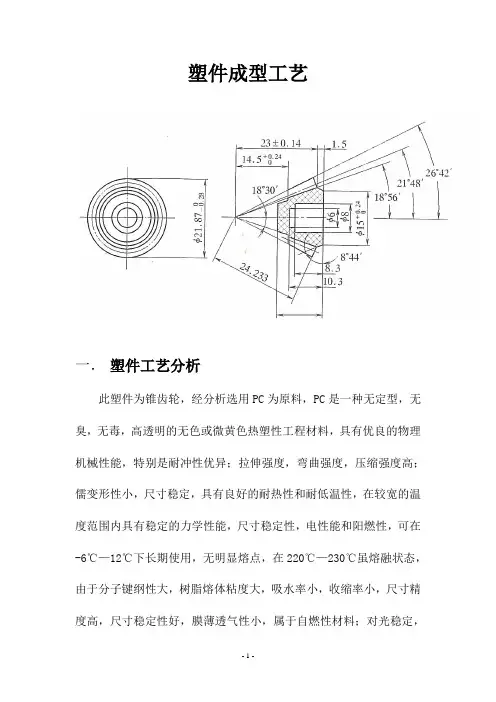
塑件成型工艺一.塑件工艺分析此塑件为锥齿轮,经分析选用PC为原料,PC是一种无定型,无臭,无毒,高透明的无色或微黄色热塑性工程材料,具有优良的物理机械性能,特别是耐冲性优异;拉伸强度,弯曲强度,压缩强度高;儒变形性小,尺寸稳定,具有良好的耐热性和耐低温性,在较宽的温度范围内具有稳定的力学性能,尺寸稳定性,电性能和阳燃性,可在-6℃—12℃下长期使用,无明显熔点,在220℃—230℃虽熔融状态,由于分子键纲性大,树脂熔体粘度大,吸水率小,收缩率小,尺寸精度高,尺寸稳定性好,膜薄透气性小,属于自燃性材料;对光稳定,但不耐紫外光,耐候性好,耐油,耐酸,不耐强碱,氧化性酸及胺,酮美,溶于氧化氢类和芳香族溶剂,长期在水中易引起水解和开裂,缺点是因抗癌强度差,容易产生开裂,抗溶性差,耐磨性欠佳,用于玻璃纤维增强PC可克服上述缺点,使PC具有更好的力学性能,更好的尺寸稳定性,更小的成型收缩率,并可提高耐药性,降低成本。
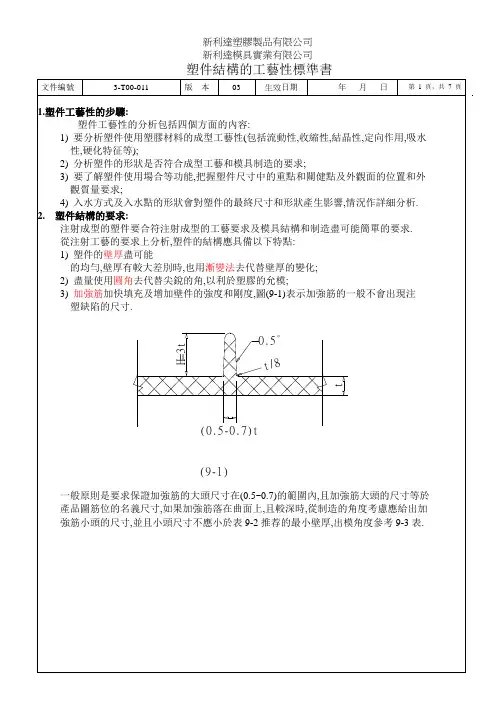
1 .塑料材料成形性能使用PC注射成形塑料制品时,由于其熔体黏度较高,所需的注射成形压力较高,因此塑料对型芯的包紧力较大,故塑料应采用较大的脱模斜度。
在正常情况下,壁厚、熔料温度对收缩率的影响教小;若要求塑件精度高时,模具温度可控制在50°c ~60°c,要求塑件光泽和耐热时,应控制在60°c ~80°c;PC比热容低,速化效率高,凝固也快,固成形周期短;另外熔体黏度较高,使PC制品易产生熔接痕,所以模具设计时应注意减少浇注系统对料流的阻力。
PC的表观黏度对剪切速率的依赖性很强,因此模具设计中大都采用点浇口形式。
PC 易吸水,使塑件表面出现斑痕、云纹等。
成形加工前应进行干燥处理。
在正常的成形条件下,PC制品的尺寸稳定性较好。
2. 塑件材料的应用PC在机械工业上用来制造齿轮,泵叶轮,轴承,把手,管道,电机锥齿轮,仪表壳,仪表盘,水箱锥齿轮,蓄电池槽,冷藏库和冰箱衬里等;汽车工业上用PC制造汽车挡泥板,扶手,热空气调节管道,加热器等,还可以用PC夹层板制作小轿车车身;PC还可以用来制作水表壳,纺织器材,电器零件,文教体育用品,玩具,电子琴及收录机壳体,食品包装容器,农药喷雾器及家具等。
表JX—2淮海技师学院教案编号:SHJD—508—14 版本号:A/0 流水号:课题:塑料制品的结构工艺性 (三)教学重点:塑料制件的工艺性分析教学难点:塑料制件的结构工艺性与模具设计的关系授课方法:讲解认知教学参考及教具(含电教设备):多媒体教学后记:板书设计塑料制件的结构工艺性(3)【组织教学】【回顾旧课】1、塑件的形状如何设计?2、塑件的壁厚如何设计?3、什么是脱模斜度?如何设计?引言:塑料制件由于使用要求的不同,其种类繁多、形状各异,而塑料注塑成型工艺条件、注射成型设备与注射成型模具却有一定的规范要求的。
制件的结构工艺性能,是指塑料制件成型生产时对模具结构、成型工艺的适应程度。
塑料制件结构工艺性能的合理与否主要取决于制件设计。
塑料制件结构工艺性合理,即可使成型工艺稳定,保证制件质量,提高生产效率,又可使模具结构简单化,降低模具设计与制造成本。
因此,在设计制件时应充分考虑其结构工艺性能。
新课讲解:(一)塑料制品的加强肋1、目的:增加塑料制品的强度和刚度。
2、设计原则(二)塑料制品的支承面1、设计原则:(三)塑料制品的圆角(四)塑料制品上孔的设计(五)塑料制品的花纹、标记、符号及文字【课后小结】1、塑件的加强肋、支承面、圆角、孔的设计2、塑料制品的花纹、标记、符号及文字【练习与作业】1、塑件的加强肋、支承面、圆角如何设计?2、塑件的花纹、标记、符号及文字如何设计?注:要求以一块黑板的版面来进行板书设计教案纸教学过程学生活动学时分配塑料制件的结构工艺性(3)【组织教学】【回顾旧课】1、塑件的形状如何设计?2、塑件的壁厚如何设计?3、什么是脱模斜度?如何设计?引言:塑料制件由于使用要求的不同,其种类繁多、形状各异,而塑料注塑成型工艺条件、注射成型设备与注射成型模具却有一定的规范要求的。
制件的结构工艺性能,是指塑料制件成型生产时对模具结构、成型工艺的适应程度。
塑料制件结构工艺性能的合理与否主要取决于制件设计。
塑料成型制件的结构工艺性l塑料制件的设计是在满足使用要求的前提下,根据选用塑料的类型及其成型加工特点,确定相应而合理的成型工艺,并根据该成型工艺的特性而设计出相适应的塑料结构件。
l由于塑料有其特殊的物理机械性能,因此设计塑件时必须充分发挥其性能上的优点,避免或补偿其缺点,在满足使用要求的前提下,塑件形状应尽可能地做到简化模具结构,符合成型工艺特点。
l对于模具设计者来说,在考虑塑件的结构及有关使用要求时,还必须与成型该塑件的成型模具的相应结构结合起来考虑,既要使塑料制件能按使用要求加工出来,保证制件的质量,而又要使模具结构合理、经济。
在塑件结构工艺性设计时,应考虑以下几方面的因素:(1)塑料的各项性能特点;(2)在保证各项使用性能的前提下,塑件结构形状力求简单,且有利于充模流动、排气、补缩和高效冷却硬化(热塑性塑料制件)或快速受热固化(热固性塑料制件);(3)模具的总体结构应使模具零件易于制造,特别是抽芯和脱模机构。
一、塑料制件的选材二、塑料制件的尺寸和精度三、塑料制件的表面质量四、塑料制件的结构设计表面粗糙度表观质量形状、壁厚、斜度、加强筋、支撑面、圆角、孔、螺纹、齿轮、嵌件、铰链、标记、符号和文字等一、塑料制件的选材塑料制品的选材应考虑如下几个方面,以判断其是否能够满足使用要求。
1)塑料的力学性能,如强度、刚性、韧性、弹性、弯曲性能、冲击性能以及对应力的敏感性。
2)塑料的物理性能,如对环境温度变化的适应性、光学特性、绝热或电气绝缘的程度、精加工和外观的完满程度等。
3)塑料的化学性能,如对接触物(水、溶剂、油、药品)的耐性、卫生程度以及使用上的安全性等。
4)必要的精度,如收缩率的大小以及各向收缩率的差异。
5)成型工艺性,如塑料的流动性、结晶性、热敏性等。
对于塑料材料的这些要求往往是通过塑料的特性表进行选择和比较的。
下表列出常用塑料的特性,以供参考。
二、塑料制件的尺寸和精度1. 塑件的尺寸–总体尺寸主要取决于塑料品种的流动性Ø在一定的设备和工艺条件下,流动性好的塑料可以成型较大尺寸的塑件;反之,成型出的塑件尺寸较小。
注塑件的外表处理及工艺目前已成为个人的标准配备,其重要性已超越手表等个人随身携带的物件,因而产品的新技术开发及应用非常快,为满足求新求变的需求,全球厂商均全力投入开发新技术的应用。
在此专题将介绍塑胶壳的一些外表处理。
塑胶壳的外表处理主要有:电镀,喷涂,外表印刷,IMD,IML 以及机壳的EMI喷涂或蒸镀。
电镀1.1 水镀最常见的电镀方式,是一个电化学的过程,利用正负电极,加以电流在镀槽中进行,镀金,镀银,镀镍,镀铬,镀镉等,电镀液污染很大。
水镀还要分为电镀和化学镀两种,电镀一般作为装饰性外表,因为有高亮度,化学镀的外表比拟灰暗,一般作为防腐蚀涂层。
水镀的工艺主要由前处理和电镀两局部组成。
前处理的功能是将原本不导电的塑胶材质变成导电的塑胶材质。
水镀的前处理工艺流程:塑胶壳→ 挂钓→ 整面脱脂〔去除外表油污〕→ 水洗→ 外表粗化→ 水洗→ 回收→ 水洗→中和除去及复原外表铬酸→ 水洗→ 敏化吸着PD-SV错化物→ 水洗→ 除锡使PD 活化→ 水洗→ 化学镍→ 水洗→ 完成1.2 真空蒸镀真空蒸镀法是在高真空下为金属加热,使其熔融、蒸发,冷却后在样品外表形成金属薄膜的方法,镀层厚度为0.8-1.2uM.将成形品外表的微小凹凸局部填平,以获得如镜面一样的外表,无任是为了得到反射镜作用而实施真空蒸镀,还是对密接性较低的夺钢进行真空蒸镀时,都必须进行底面涂布处理。
真空蒸镀工艺: 蒸镀用金属为Al、金等外表涂布/硬化处理: 由真空蒸镀所产生的金属薄膜相当的薄,为了利用外界的化学、物理等性能,以到达保护蒸镀膜的目的,有时需要实施外表涂布处理(或过量涂布)。
外表涂布就是使用人们所说透明的涂料,与底面涂布一样,采用与涂布相同的工艺进行涂布、固化。
1.3 溅镀溅镀原理: 主要利用辉光放电(glow discharge)将氩气(Ar)离子撞击靶材(target)外表,靶材的原子被弹出而堆积在基板外表形成薄膜。
溅镀薄膜的性质、均匀度都比蒸镀薄膜来的好,但是镀膜速度却比蒸镀慢很多。
塑件成型工艺性分析首先,原料选择是塑件成型过程中非常重要的一步。
对于塑料制品的生产而言,选择合适的原料对成型工艺的稳定性和产品质量有着至关重要的影响。
选择原料时需考虑其熔融流动性、收缩性、耐热性、耐腐蚀性等性能,以确保成型过程能够顺利进行并获得符合要求的产品质量。
其次,模具设计是塑件成型的重要环节。
模具的设计直接关系到塑件成型的效果和质量,因此需要合理、准确地进行设计。
模具设计时需要考虑塑件的形状、尺寸、结构、壁厚等因素,以及模具的材料选择、模腔设计、冷却系统设计等。
同时,还需要通过模流分析等方法对模具进行验证,以确保模具设计的可行性和稳定性。
成型工艺参数的确定也是塑件成型过程中不可忽视的一环。
成型工艺参数直接影响到塑件的成型效果和质量。
成型工艺参数包括注射速度、注射压力、保压时间、冷却时间等。
通过合理地确定成型工艺参数,可以保证塑件在成型过程中能够充分填充模腔并得到均匀的冷却,避免出现热缩、翘曲、缩孔等缺陷,从而获得符合要求的产品。
此外,还需要进行成型工艺的经济性分析。
成型工艺的经济性主要包括成本和效益两方面的考虑。
成本包括原材料费用、设备运行费用、人工费用等,而效益则包括产能、质量等方面的考虑。
通过经济性分析可以评估成型工艺的投入产出比,对成型工艺进行改进和优化。
综上所述,塑件成型工艺性分析对于塑件成型过程中的可行性、稳定性和经济性具有重要意义。
通过合理地选择原料、设计模具、确定成型工艺参数以及进行经济性分析,可以提高塑件成型效率,提升产品质量,并减少成本,实现成型工艺的优化。
一、塑件成型工艺性分析1、塑件的分析(1)外形尺寸该塑件壁厚为3mm,塑件外形尺寸不大,塑件熔体流程不太长,适合于注射成型。
(2)精度等级每个尺寸的公差都不一样,有的属于一般精度,有的属于高精度,就按实际公差进行计算。
(3)脱模斜度 ABS属无定形塑料,成型收缩率较小,选择该塑件上型芯和凹模的统一脱模斜度为1度。
2、ABS的性能分析(1)使用性能综合性能好,冲击强度、力学强度较高,尺寸稳定,耐化学性,电气性能好;易于成型和机械加工,其表面可镀铬,适合制作一般机械零件、减摩零件、传动零件和结构零件。
(2)成型性能1)无定型塑料。
其品种很多,各品种的机电性能及成型特性也各有差异,应按品种来确定成型方法及成型条件。
2)吸湿性强。
含水量应小于0.3%(质量)。
必须充分干燥,要求表面光泽的塑件应要求长时间预热干燥。
3)流动性中等。
溢边料0.04mm左右。
4)模具设计时要注意浇注系统,选择好进料口位置、形式。
推出力过大或机械加工时塑件表面呈白色痕迹。
(3)ABS的主要性能指标其性能指标见下表ABS性能指标密度/g ·3cm 1.02~1.08 屈服强度/MPa 50 比体积/13-∙g cm0.86~0.96 拉伸强度/MPa 38 吸水率(%) 0.2~0.4 拉伸弹性模量/MPa 1.4×310熔点/C ο 130~160 抗弯强度/MPa 80 计算收缩率(%) 0.4~0.7 抗压强度/MPa 53 比热熔/1)(-∙∙C kg J ο1470弯曲弹性模量/MPa1.4310⨯3、ABS 的注射成型过程及工艺参数 (1)注射成型过程1)成型前的准备。
对ABS 的色泽、粒度和均匀度等进行检验,由于ABS 吸水性较大,成型前应进行充分的干燥。
2)注射过程。
塑件在注射机料和筒内经过加热、塑化达到流动状态后,由模具的浇注系统进入模具型腔成型,其过程可分为充模、压实、保压、倒流和冷却五个阶段。
塑件的结构工艺性塑件的结构工艺性是指塑件设计的结构是否符合塑料制品加工的工艺要求。
塑料制品加工过程中,考虑到成型性、冷却性、顶出性、模具等因素,设计人员需要合理地设计塑料制品的结构,以提高制品的质量和生产效率。
首先,塑件的结构应具备成型性。
成型性是指塑料在加热融化后能够在模具中形成所需形状的能力。
因此,设计人员应根据塑料材料的特性,合理选择塑胶制品的结构形式,避免在注塑过程中发生热分解、气泡和熔接线等缺陷。
其次,塑件的结构应具备良好的冷却性。
冷却性是指在塑料制品注塑过程中,塑料材料能够迅速冷却并固化。
设计人员应考虑到塑胶制品的结构形状、壁厚以及冷却系统的设置等因素,以确保塑料制品在注塑过程中能够均匀地冷却,避免出现变形和缩水等问题。
此外,塑件的结构应具备良好的顶出性。
顶出性是指塑胶制品在顶出系统的作用下,能够顺利地从模具中取出。
设计人员应注意到塑料制品的结构形状和顶出系统的设计,避免塑件在顶出过程中出现变形、折断和卡死等情况。
最后,塑件的结构应考虑到模具的制造和使用。
模具的制造和使用对塑料制品的质量和生产效率有着重要的影响。
设计人员应根据塑料制品的结构形状、尺寸和要求,合理设计模具的结构和尺寸,以便于模具的制造和使用,提高模具的寿命和生产效率。
总之,塑件的结构工艺性是塑料制品设计中需要考虑的重要因素之一。
设计人员应根据塑料材料的特性和加工工艺要求,合理设计塑料制品的结构,以提高制品的质量和生产效率。
同时,设计人员还应注意到成型性、冷却性、顶出性和模具等因素对塑料制品的影响,以确保塑料制品能够顺利地生产并符合质量要求。
塑料制品在现代工业生产中得到了广泛的应用,其轻便、耐用、成本低廉的特点使得塑料制品成为替代传统材料的理想选择。
然而,要确保塑料制品的质量和生产效率,需要充分考虑塑件的结构工艺性。
下面将继续探讨塑件的结构工艺性的相关内容。
首先,塑件的结构形式对于成型性的影响非常重要。
不同的塑件形式对于塑料材料的流动和填充具有不同的要求。