3塑件的工艺性及设计
- 格式:ppt
- 大小:2.47 MB
- 文档页数:60
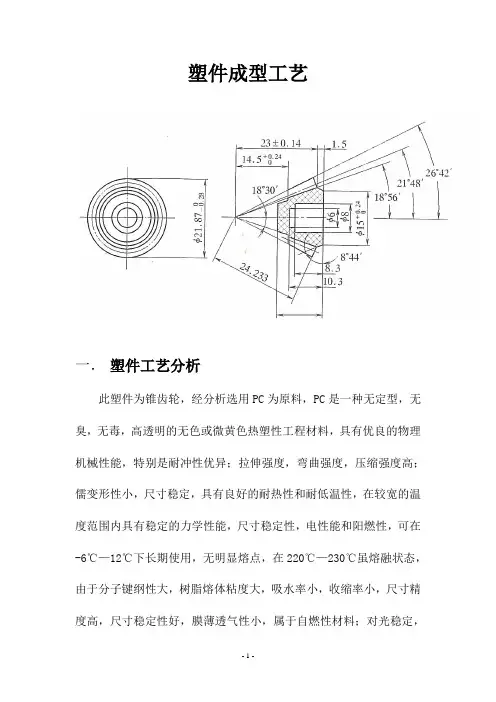
塑件成型工艺一.塑件工艺分析此塑件为锥齿轮,经分析选用PC为原料,PC是一种无定型,无臭,无毒,高透明的无色或微黄色热塑性工程材料,具有优良的物理机械性能,特别是耐冲性优异;拉伸强度,弯曲强度,压缩强度高;儒变形性小,尺寸稳定,具有良好的耐热性和耐低温性,在较宽的温度范围内具有稳定的力学性能,尺寸稳定性,电性能和阳燃性,可在-6℃—12℃下长期使用,无明显熔点,在220℃—230℃虽熔融状态,由于分子键纲性大,树脂熔体粘度大,吸水率小,收缩率小,尺寸精度高,尺寸稳定性好,膜薄透气性小,属于自燃性材料;对光稳定,但不耐紫外光,耐候性好,耐油,耐酸,不耐强碱,氧化性酸及胺,酮美,溶于氧化氢类和芳香族溶剂,长期在水中易引起水解和开裂,缺点是因抗癌强度差,容易产生开裂,抗溶性差,耐磨性欠佳,用于玻璃纤维增强PC可克服上述缺点,使PC具有更好的力学性能,更好的尺寸稳定性,更小的成型收缩率,并可提高耐药性,降低成本。
1 .塑料材料成形性能使用PC注射成形塑料制品时,由于其熔体黏度较高,所需的注射成形压力较高,因此塑料对型芯的包紧力较大,故塑料应采用较大的脱模斜度。
在正常情况下,壁厚、熔料温度对收缩率的影响教小;若要求塑件精度高时,模具温度可控制在50°c ~60°c,要求塑件光泽和耐热时,应控制在60°c ~80°c;PC比热容低,速化效率高,凝固也快,固成形周期短;另外熔体黏度较高,使PC制品易产生熔接痕,所以模具设计时应注意减少浇注系统对料流的阻力。
PC的表观黏度对剪切速率的依赖性很强,因此模具设计中大都采用点浇口形式。
PC 易吸水,使塑件表面出现斑痕、云纹等。
成形加工前应进行干燥处理。
在正常的成形条件下,PC制品的尺寸稳定性较好。
2. 塑件材料的应用PC在机械工业上用来制造齿轮,泵叶轮,轴承,把手,管道,电机锥齿轮,仪表壳,仪表盘,水箱锥齿轮,蓄电池槽,冷藏库和冰箱衬里等;汽车工业上用PC制造汽车挡泥板,扶手,热空气调节管道,加热器等,还可以用PC夹层板制作小轿车车身;PC还可以用来制作水表壳,纺织器材,电器零件,文教体育用品,玩具,电子琴及收录机壳体,食品包装容器,农药喷雾器及家具等。
《塑料成型工艺及模具设计》课程标准一、课程定位本课程是模具设计与制造专业的主要专业课之一,也是模具设计与制造专业的核心课程之一。
本课程是在前序机械类课程:机械制图、公差配合与技术测量、机械基础学习基础上,以塑料模具为典型对象,为完成在实际岗位中对塑料模具设计的真实应用为目的的综合性、应用性的复合型课程。
为学生后续职业生存合发展奠定职业基础,是养成良好职业素养合严谨工作作风的整体能力的必须环节。
二、培养目标通过本课程的学习,使学生能运用课程的基本原理和方法,具备设计中等复杂程度的注塑模具的能力。
1.能力目标(1)模具工艺编制人员,具备分析塑料产品的工艺性,并能找出工艺难点,提出解决方法的能力;能编制常用的注塑成型工艺条件。
(2)模具设备维修人员,能选择合适的成型设备。
(3)模具设计人员,掌握塑料模具常用的几种分类和典型塑料模具结构,具备读图能力;能根据产品确定塑料模具的结构方案;能独立设计中等程度的注塑模具。
(4)模具钳工,能独立拆装简单的注射模具2.知识目标(1)了解塑料的物理性能、流动特性,成型过程中的物理、化学变化情况。
(2)掌握塑料的组成、分类以及常用塑料的特性。
(3)了解塑料成型的基本原理和工艺特点,正确分析成型工艺对模具的要求。
(4)掌握注塑成型设备对注射模具的要求(4)掌握常用注射模具的结构特点及相关零件的设计计算方法。
(6)掌握注射模具拆装的基本常识。
掌握注射模具基本零件的英文专业词汇。
3.其他目标(1)自我学习和信息获取能力——利用书籍或网络获得相关信息。
(2)使用工具能力。
(3)与人协作能力——互相帮助、共同学习、共同达到目标。
三、课程设计1.设计思想(1)坚持以高职教育培养目标为依据,基于本课程在模具制造类专业知识、能力构筑中的位置及这门技术的特点,突出应用能力和综合素质培养,充分注意“教、学、做”三结合。
(2)符合学生的认识过程和接受能力,遵循由浅入深、由易到难、循序渐进的原则。
水杯的塑件结构工艺性分析
针对水杯的塑件结构,其工艺性分析主要包括以下几个方面:
1.材料选择:水杯塑料件的材料选择对工艺性影响很大,要考虑其熔体流动性、热稳定性、耐久性等特性。
通常选择聚乙烯、聚丙烯、ABS、PVC等塑料材料。
2.模具设计:水杯塑件的模具设计要考虑到结构复杂程度、尺寸精度、成型效率等因素,以确保生产出的产品具有稳定的尺寸和质量。
同时,设计时还要注重模仁布置、冷却系统等工艺细节。
3.注塑工艺:注塑工艺参数包括模温、射出速度、射出压力、保压时间等。
不同的塑料材料和产品要求会对这些参数产生影响,需要根据实际情况进行调整以保证质量和速度。
4.后处理工艺:水杯塑件在成型后需要进行后处理,包括精修、气孔处理、油漆喷涂等环节。
这些工艺都需要有相应的技能和经验,对于成品质量和外观效果的影响也很大。
总之,对于水杯塑件结构工艺性的分析需要综合考虑材料、模具设计、注塑工艺和后处理等多个方面。
这些因素的优化与协调可以大大提高产品的生产效率和质量,降低不良率和生产成本。
目录1、塑料制品成型机理 (1)1.1结晶效应 (1)1.2取向效应 (2)1.2.1取向机理 (2)1.2.2取向对制品性能的影响 (2)1.3内应力 (2)1.3.1内应力产生 (2)1.3.2影响内应力的工艺因素 (2)1.4 成型原理 (3)2、塑料的工艺特性 (3)2.1 收缩率 (3)2.2 流动性 (4)2.3 硬化速度 (4)3、主要加工方法 (4)3.1 压缩成型 (5)3.1.1成型特点 (5)3.1.2 压塑成型过程和操作方法 (5)3.1.3 压塑成型过程中的控制因素 (5)3.1.4 压缩成型用的设备 (6)3.2 注塑成型 (6)3.2.1 注塑成型的工艺过程 (6)3.2.2 注塑成型的优点 (6)3.2.3 热固性塑料注射成型与热塑性塑料注射成型的比较 (6)3.3.4 热塑性塑料注射成型过程中的控制因素 (7)3.3.5 塑料制品的热处理和调湿处理 (7)3.3.6注塑成型用设备 (8)4、其他成型方法简介 (8)4.1 挤出成型 (8)4.2 中空吹塑成型 (8)4.3 真空成型 (8)5、塑料制品的结构工艺要求 (9)尺寸精度 (9)脱模斜度 (9)壁厚 (9)加强筋 (10)支承面 (10)圆角 (11)孔 (11)嵌件 (11)6、模具设计的工艺性 (12)塑料制件在工业中的应用日趋普遍,这主要是因为它们具有一系列特定的优点。
塑料制件主要优点有:1)塑料密度小、质量轻,这是“以塑代钢”的优点;2)塑料的绝缘性能好,介电损耗低,是电子工业不可缺少的原材料;3)塑料的化学稳定性高,对酸、碱和许多化学药品有良好的耐腐蚀能力;4)塑料减摩、耐磨、减震、隔音等等性能也较好塑料已从代替部分金属、木材、皮革及无机材料发展成为各个部门不可缺少的一种化学材料,并跻身于金属、纤维材料和硅盐酸三大传统材料之列。
1、塑料制品成型机理1.1结晶效应结晶定义:评定聚合物结晶相同的标准是晶体形状、大小及结晶度。
一、塑件成型工艺性分析1、塑件的分析(1)外形尺寸该塑件壁厚为3mm,塑件外形尺寸不大,塑件熔体流程不太长,适合于注射成型。
(2)精度等级每个尺寸的公差都不一样,有的属于一般精度,有的属于高精度,就按实际公差进行计算。
(3)脱模斜度 ABS属无定形塑料,成型收缩率较小,选择该塑件上型芯和凹模的统一脱模斜度为1度。
2、ABS的性能分析(1)使用性能综合性能好,冲击强度、力学强度较高,尺寸稳定,耐化学性,电气性能好;易于成型和机械加工,其表面可镀铬,适合制作一般机械零件、减摩零件、传动零件和结构零件。
(2)成型性能1)无定型塑料。
其品种很多,各品种的机电性能及成型特性也各有差异,应按品种来确定成型方法及成型条件。
2)吸湿性强。
含水量应小于0.3%(质量)。
必须充分干燥,要求表面光泽的塑件应要求长时间预热干燥。
3)流动性中等。
溢边料0.04mm左右。
4)模具设计时要注意浇注系统,选择好进料口位置、形式。
推出力过大或机械加工时塑件表面呈白色痕迹。
(3)ABS的主要性能指标其性能指标见下表ABS性能指标密度/g ·3cm 1.02~1.08 屈服强度/MPa 50 比体积/13-∙g cm0.86~0.96 拉伸强度/MPa 38 吸水率(%) 0.2~0.4 拉伸弹性模量/MPa 1.4×310熔点/C ο 130~160 抗弯强度/MPa 80 计算收缩率(%) 0.4~0.7 抗压强度/MPa 53 比热熔/1)(-∙∙C kg J ο1470弯曲弹性模量/MPa1.4310⨯3、ABS 的注射成型过程及工艺参数 (1)注射成型过程1)成型前的准备。
对ABS 的色泽、粒度和均匀度等进行检验,由于ABS 吸水性较大,成型前应进行充分的干燥。
2)注射过程。
塑件在注射机料和筒内经过加热、塑化达到流动状态后,由模具的浇注系统进入模具型腔成型,其过程可分为充模、压实、保压、倒流和冷却五个阶段。
在注射成型中应控制合理的温度,即控制料筒、喷嘴和模具温度。
根据塑料的特性和使用要求,塑件需进行塑后处理,常进行退火和调质处理。
塑料模具的组成零件按其用途可以分为成型零件与结构零件两大类。
在注射成型时为了便于塑件的脱模,在一般情况下,使塑件在开模时留在动模上。
塑料一般是由树脂和添加剂组成。
塑料注射模主要用来成型热塑性塑料件。
压缩成型主要用来成型热固性塑料件。
排气是塑件成型的需要,引气是塑件脱模的需要。
注射模的浇注系统有主流道、分流道、浇口、冷料穴等组成。
凹模其形式有整体式和组合式两种类型。
导向机构的形式主要有导柱导向和锥面定位两种。
树脂分为天然树脂和合成树脂。
注射模塑最主要的工艺条件,即“三要素”是压力,时间和温度卧式注射机SX-Z-63/50 中的50 表示锁模力为(D )A、500 cmB、50 cmC、50kND、500kN注射机料筒温度的分布原则是什么( A )A、前高后低B、前后均匀C、后端应为常温D、前端应为常温热塑性塑料在常温下,呈坚硬固态属于( A )A、玻璃态B、高弹态C、粘流态D、气态下列不属于塑料模失效形式的是( D )A、变形B、断裂C、磨损D、冷却凹模是成型塑件(B )的成型零件A、内表面B、外表面C、上端面D、下端面球头铣刀主要用于加工塑料模具零件中的( D )内容A、大平面B、孔C、键槽D、轮廓下列不属于注射模导向机构的是( D )A、导柱B、导套C、导向孔D、推杆主流道一般位于模具中心位置,它与注射机的喷嘴轴心线( D )A、垂直B、相交C、相切D、重合下列不属于推出机构零件的是( C )A、推杆B、复位杆C、型芯D、推板压缩模具中凸模的结构形式多数是( B )的,以便于加工制造。
A、不锈钢B、整体式C、工具钢D、组合式以下属于天然树脂的是( A )。
A、松香B、环氧树脂C、聚乙烯D、PVC下列不属于塑料模具结构零件的作用的是( D )A、装配B、定位C、安装D、成型下列不属于稳定剂的是: D ,A、光稳定剂B、热稳定剂C、抗氧剂D、树脂()的作用,除了用其顶部端面构成冷料穴的部分几何形状之外,还负责在开模时把凝料从主流道中拉出。
塑件的结构工艺性塑件的结构工艺性是指塑件设计的结构是否符合塑料制品加工的工艺要求。
塑料制品加工过程中,考虑到成型性、冷却性、顶出性、模具等因素,设计人员需要合理地设计塑料制品的结构,以提高制品的质量和生产效率。
首先,塑件的结构应具备成型性。
成型性是指塑料在加热融化后能够在模具中形成所需形状的能力。
因此,设计人员应根据塑料材料的特性,合理选择塑胶制品的结构形式,避免在注塑过程中发生热分解、气泡和熔接线等缺陷。
其次,塑件的结构应具备良好的冷却性。
冷却性是指在塑料制品注塑过程中,塑料材料能够迅速冷却并固化。
设计人员应考虑到塑胶制品的结构形状、壁厚以及冷却系统的设置等因素,以确保塑料制品在注塑过程中能够均匀地冷却,避免出现变形和缩水等问题。
此外,塑件的结构应具备良好的顶出性。
顶出性是指塑胶制品在顶出系统的作用下,能够顺利地从模具中取出。
设计人员应注意到塑料制品的结构形状和顶出系统的设计,避免塑件在顶出过程中出现变形、折断和卡死等情况。
最后,塑件的结构应考虑到模具的制造和使用。
模具的制造和使用对塑料制品的质量和生产效率有着重要的影响。
设计人员应根据塑料制品的结构形状、尺寸和要求,合理设计模具的结构和尺寸,以便于模具的制造和使用,提高模具的寿命和生产效率。
总之,塑件的结构工艺性是塑料制品设计中需要考虑的重要因素之一。
设计人员应根据塑料材料的特性和加工工艺要求,合理设计塑料制品的结构,以提高制品的质量和生产效率。
同时,设计人员还应注意到成型性、冷却性、顶出性和模具等因素对塑料制品的影响,以确保塑料制品能够顺利地生产并符合质量要求。
塑料制品在现代工业生产中得到了广泛的应用,其轻便、耐用、成本低廉的特点使得塑料制品成为替代传统材料的理想选择。
然而,要确保塑料制品的质量和生产效率,需要充分考虑塑件的结构工艺性。
下面将继续探讨塑件的结构工艺性的相关内容。
首先,塑件的结构形式对于成型性的影响非常重要。
不同的塑件形式对于塑料材料的流动和填充具有不同的要求。