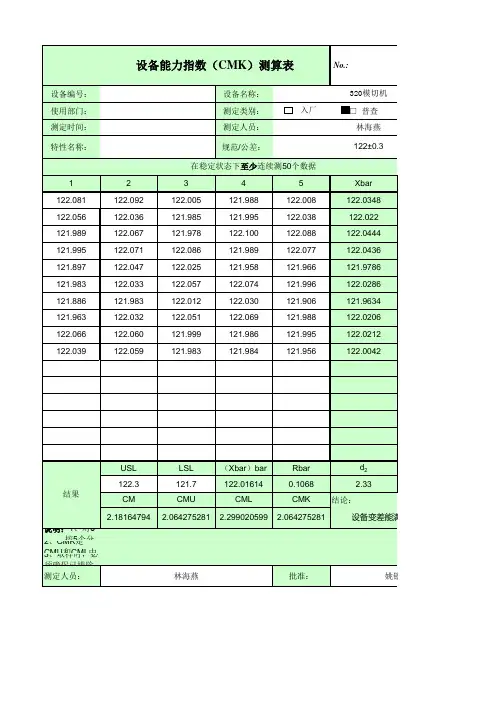
设备能力指数(CMK)计算表
- 格式:xls
- 大小:32.50 KB
- 文档页数:2
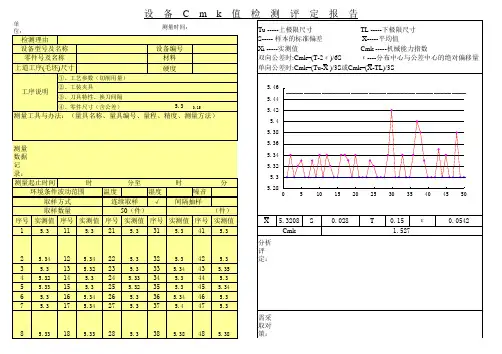
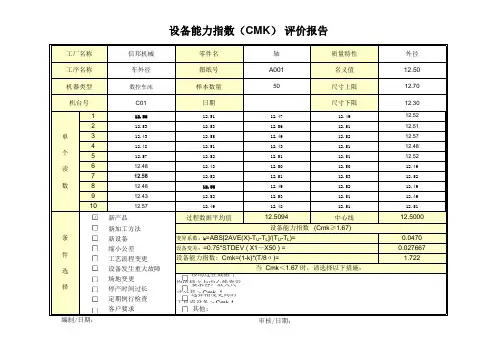
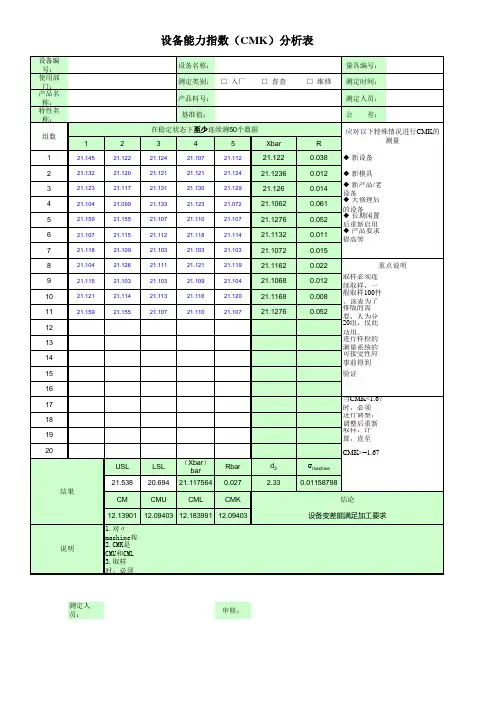
信邦机械零件名轴质量特性外径车外径图纸号A001名义值12.50数控车床样本数量50尺寸上限12.70C01日期尺寸下限12.30112.5812.5112.4712.4912.52212.5312.5312.5612.5112.51312.4312.5512.4912.5212.57412.4812.5112.4312.5112.48512.5712.5212.5112.5112.52612.4812.4312.5012.5012.49712.5812.5212.5112.5312.52812.4812.5812.4912.5212.49912.4312.5212.5312.5112.491012.5712.4912.4812.5112.51新产品过程数据平均值12.5094中心线12.5000新加工方法新设备0.0470缩小公差0.027667工艺流程变更 1.722设备发生重大故障场地变更 移动过程数据平均值使之与中心线靠近停产时间过长 要求客户放大尺寸公差 > Cmk ↑定期例行检查 选择精度更高的工具或设备 > Cmk ↑客户要求其他:审核/日期:变异系数: k =ABS[2AVE(X)-T U -T L ]/(T U -T L )=设备变差: =0.75*STDEV ( X1~X50 ) =设备能力指数: Cmk=(1-k)*(T/8σ)=当 Cmk <1.67 时,请选择以下措施:编制/日期:单 个 读 数条 件 选 择设备能力指数(CMK ) 评价报告工厂名称工序名称机器类型机台号设备能力指数 (Cmk ≥1.67)。
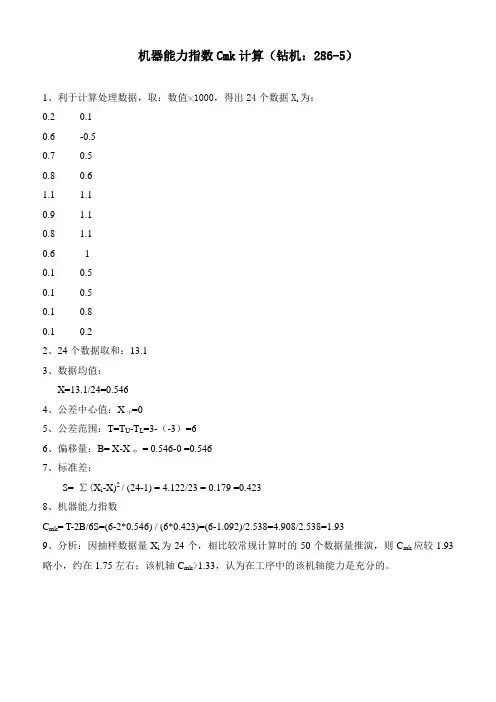
1、利于计算处理数据,取:数值╳1000,得出24个数据X i为:0.2 0.10.6 -0.50.7 0.50.8 0.61.1 1.10.9 1.10.8 1.10.6 10.1 0.50.1 0.50.1 0.80.1 0.22、24个数据取和:13.13、数据均值:X=13.1/24=0.5464、公差中心值:X中=05、公差范围:T=T U-T L=3-(-3)=66、偏移量:B= X-X中= 0.546-0 =0.5467、标准差:S= ∑(X i-X)2 / (24-1) = 4.122/23 = 0.179 =0.4238、机器能力指数C mk= T-2B/6S=(6-2*0.546) / (6*0.423)=(6-1.092)/2.538=4.908/2.538=1.939、分析:因抽样数据量X i为24个,相比较常规计算时的50个数据量推演,则C mk应较1.93略小,约在1.75左右;该机轴C mk>1.33,认为在工序中的该机轴能力是充分的。
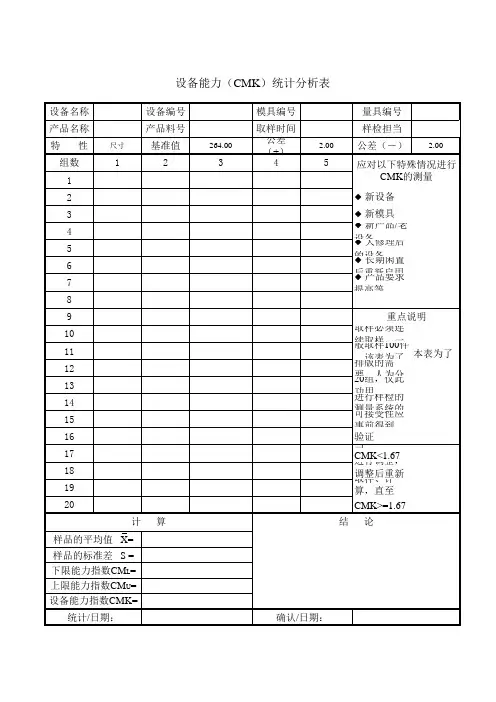
1、利于计算处理数据,取:数值╳1000,得出24个数据X i为:1.1 -0.92.0 -0.41.5 0.61.7 1.80.2 1.60.8 3.01.1 1.20.3 1.41.72.01.1 1.80.6 1.70.6 0.82、24个数据取和:27.33、数据均值:X=27.3/24=1.1384、公差中心值(理论中间值):X中=05、公差范围:T=T U-T L=3-(-3)=66、偏移量:B= X-X中= 1.138-0 =1.1387、标准差:S= ∑(X i-X)2 / (n-1) = 16.392/(24-1) = 0.713 =0.8448、机器能力指数C mk= T-2B/6S=(6-2*1.138) / (6*0.844)=3.724/5.064=0.7359、分析:因抽样数据量X i为24个,较常规的50个数据量少,推演C mk应较0.735略小,约在0.69左右;该机轴1.0>C mk>0.67,机器能力不足,技术参数能力很差,应采取措施实施改善。

1.3.1. Cm,Cmk 值:1.3.1.1. 机械能力指数Cm 与Cmk : ✧ Cm 值计算: Cm = mUT OT σ8- 式中:OT — 最大极限尺寸UT — 最小极限尺寸σm — 标准偏差σm = 1)(2--∑n X XiXi — 第i 件被测零件的测量值X — 平均测量值n — 抽检零件数X =nX X X n +⋅⋅⋅⋅⋅⋅+21 n X X X ⋅⋅⋅⋅⋅⋅21, 为每个被测零件的实际测量值。
✧ Cmk 值计算: Cmk = m8)1(σUT OT K -- 式中:OT — 最大极限尺寸UT — 最小极限尺寸σm — 标准偏差K — 偏离系数σm = 1)(2--∑n X XiXi — 第i 件被测零件的测量值X — 平均测量值n — 抽检零件数X =nX X X n +⋅⋅⋅⋅⋅⋅+21 K= 2/)(2/)(UT OT XUT OT ---n X X X ⋅⋅⋅⋅⋅⋅21, 为每个被测零件的实际测量值。
对于单向公差(如平面度,垂直度)项目: Cmk = m 4σX OT - 或 Cmk = m4σX UT - Cpk 值的计算: Cpk = σ6)1(UT OT K -- 式中:OT — 最大极限尺寸UT — 最小极限尺寸σ — 标准偏差K — 偏离系数σ= 1)(2--∑n X XiXi — 第i 件被测零件的测量值X — 平均测量值n — 抽检零件数X =nX X X n +⋅⋅⋅⋅⋅⋅+21 K= 2/)(2/)(UT OT XUT OT ---n X X X ⋅⋅⋅⋅⋅⋅21, 为每个被测零件的实际测量值。
对于单向公差(如平面度,垂直度)项目: Cpk =σ3X OT - 或 Cpk = σ3X UT -。