X车辆部件有限公司设备能力CMK测定表
- 格式:xls
- 大小:55.50 KB
- 文档页数:2
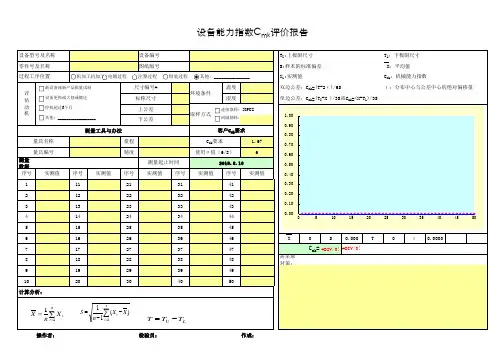
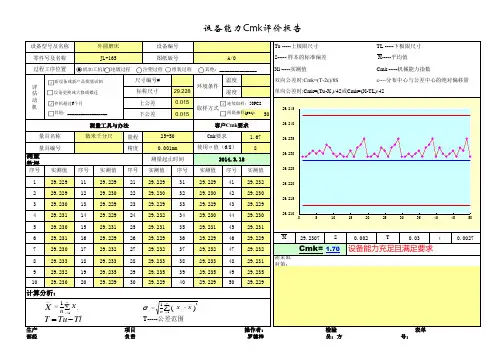
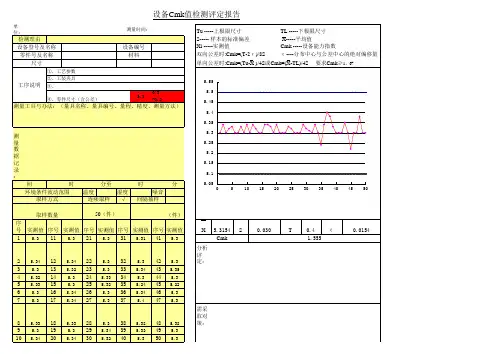
温度29.228湿度0.0150.01550量程 1.67精度8测量数据序号实测值序号实测值序号实测值序号实测值序号实测值129.2291129.2292129.2293129.2294129.232229.2291229.2302229.2303229.2304229.230329.2301329.2292329.2293329.2294329.229429.2311429.2292429.2323429.2304429.230529.2301529.2312529.2313529.2314529.231629.2311629.2292629.2293629.2294629.229X29.2307S0.0020.03ε0.0027729.2301729.2322729.2323729.2324729.232 1.70829.2331829.2332829.2333829.2334829.231需采取对策:929.2321929.2352929.2353929.2354929.2351029.2302029.2293029.2294029.2295029.229生产部经项目负责操作者:罗德梓检验员:方表单号:T-----公差范围评估动机环境条件取样方式TCmk=设备能力充足且满足要求计算分析:量具编号0.001mm 使用σ值(6/8)测量起止时间2014.3.18下公差测量工具与办法客户Cmk 要求量具名称微米千分尺25-50Cmk要求标称尺寸单向公差时:Cmk=(Tu-X )/4S 或Cmk=(X-TL)/4S上公差过程工序位置Xi -----实测值Cmk -----机械能力指数尺寸编号#双向公差时:Cmk=(T-2ε)/8Sε----分布中心与公差中心的绝对偏移量零件号及名称JL-165图纸版号A/0S----- 样本的标准偏差 X-----平均值设备能力Cmk评价报告设备型号及名称外圆磨床设备编号Tu -----上极限尺寸TL -----下极限尺寸29.21029.21529.22029.22529.23029.23529.24029.2455101520253035404550ini X n X∑=--=11∑=---=ni i X X n 12)(1σTlTu T -=机加工机加工注塑过程组装过程电镀过程其他:_______________新设备或新产品批量试制设备更换或大修或搬迁停机超过6个月其他:__________________连续取样:50PCS间隔抽样(pcs):。
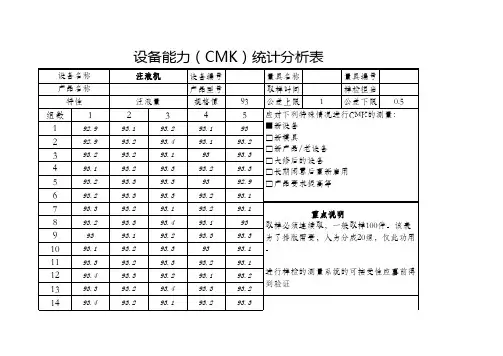

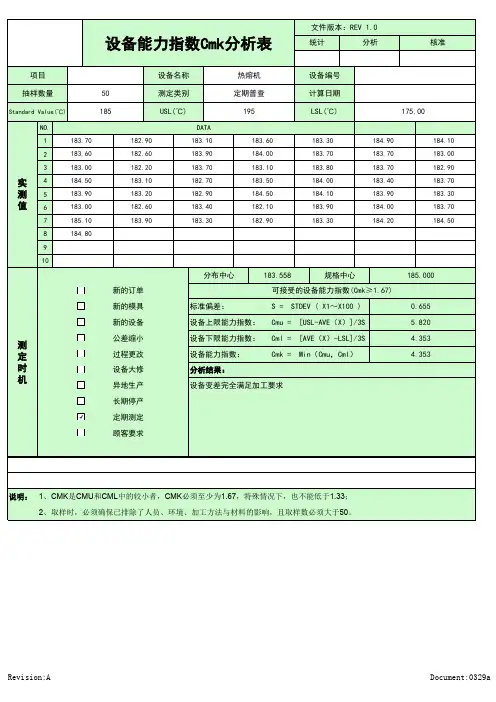
单位公差下限公差上限中值Cmkmm0.000.50/1.0250次1次2次3次4次5次6次7次8次9次10次X10.350.320.440.360.380.330.340.420.410.40□ 新的订单0.3740X20.420.320.340.420.350.320.380.450.350.36□ 新的模具X30.450.410.350.480.350.380.400.410.420.38□ 新的设备X40.350.340.350.350.320.350.380.390.410.34□ 公差缩小X50.380.360.280.340.420.420.350.370.350.36□ 过程更改∑X 1.95 1.75 1.76 1.95 1.82 1.8 1.85 2.04 1.94 1.84□ 设备大修X 0.390.350.3520.390.3640.360.370.4080.3880.368□ 异地生产R 0.10.090.160.140.10.10.060.080.070.06□ 长期停产R X UCL R □ 定期测定0.0960.3740.20256□顾客要求UCLx 0.42970.42970.42970.42970.42970.42970.42970.42970.42970.4297LCLX0.31830.31830.31830.31830.31830.31830.31830.31830.31830.3183UCLR0.202560.202560.202560.202560.202560.202560.202560.202560.202560.20256R 0.0960.0960.0960.0960.0960.0960.0960.0960.0960.096X0.3740.3740.3740.3740.3740.3740.3740.3740.3740.374XR单据编号SR-QR-182版本版次A/0设备名称设备编号产品名称图号控制项目抽样日期能力调查原因:超声波焊接机贯流风扇K6395014径跳生产能力稳定性结论设备变差不能满足加工要求分布中心标准中心/偏移系数:K=ABS[2AVE(X)-T U -T L ]/(T U -T L )=0.4960标准偏差: =0.75*STDEV ( X1~X50 )=0.0307机器能力指数: Cmk=(1-k)*(T/8σ)= 1.025编制: 审核: 批准:测定时机初步分析如需要可采取以下措施(Cmk <1.67时)□ 调整中心(分布中心与标准中心趋于重合)Cmk ↑ □ 放宽公差(需经顾客同意)Cmk ↑UCL X LCL X SCmk=(Tu-X)/3/S设备能力调查0.429680.318320.040957918 3.044□其它:□ 改用更高精度设备Cmk ↑机器能力指数(Cmk ≥1.67)0.050.10.150.20.250.30.350.40.450.512345678910X UCLx LCLX X0.050.10.150.20.2512345678910R UCLR R。